User manual for the THEO BAY laser safety welding enclosure — models
2×2 FV, 2×2 B, 3×2 FV, 3×2 B, 4×2 FV and 4×2 B.

Retain this manual for future reference. The English version is the original; translations are for reference only.
Legal Notice #
| Manufacturer Maxphotonics Co. Ltd. Maxphotonics Industrial Park, Third Furong Road, Furong Industrial Area, Shajing, Bao'An, ShenZhen, CHINA |
Publisher / Importer THEO Laser Europe c/o MAXPHOTONICS GmbH Dornierstraße 11, 82205 Gilching, Germany Phone: +49 (0) 8105 7303890 Mail: emea@maxphotonics.com Website: http://theo.inc |
Disclaimer #
At THEO, we are committed to providing accurate and reliable information in this manual. However, we make no warranties, either expressed or implied, regarding the completeness or suitability of the content for specific applications. This includes, but is not limited to, implied warranties of merchantability or fitness for a particular purpose. Users bear full responsibility for how the product is applied. THEO shall not be held responsible for any incidental, indirect, or consequential damages such as loss of profits or production, or any other costs arising from the use of this manual. Some information may potentially infringe on patents or third-party rights. THEO assumes no liability for such infringements or for any damages caused by inaccuracies or omissions in this document.
Copyright Notice #
© THEO Laser Inc. (hereinafter referred to as THEO). All rights reserved. No part of this manual may be copied, modified, transmitted, or published in any form without prior written permission from THEO, unless otherwise permitted by applicable copyright law. Authorized copies must retain all original copyright and proprietary notices. THEO, Maxphotonics, and their logos are registered trademarks of Maxphotonics Co., Ltd. Use of these marks is governed by trademark law. No rights to patents or other intellectual property are granted through this manual. All information is subject to change without notice.
1. Safety Precautions #
READ BEFORE USING. This section outlines the types of potential hazards associated with the product and how to avoid them. Each warning includes a signal word to help identify the level of risk:
Simplified safety instructions and warning notices #
Simplified safety instructions or warnings may also be used as long as they remain clear and understandable. These typically include a signal word with a colored symbol indicating the level of warning, and a concise explanation of the hazard or instruction.
1.1. Symbol Usage #
Warning symbols — used to identify potential hazards #




Prohibition symbols — indicate actions that are not allowed #



Symbol for laser radiation class 4 #
Mandatory symbols #
Personal Protective Equipment (PPE) #






Please also follow your workplace's internal health and safety regulations. All relevant national occupational safety and accident prevention laws must be observed, regardless of the guidelines in this manual.
1.2. Obligations of the Owner #
The owner is responsible for clearly assigning duties related to operation, maintenance, and servicing of the laser welding cell. Only trained and authorized personnel are allowed to access or operate the product.
1.2.1. Organizational Responsibilities #
- The operator must assign qualified internal or external personnel for all operation and maintenance tasks.
- Safety warnings and signage must always be visible and legible.
- Escape routes and doorways must remain unobstructed and clearly marked.
- Any modification to the system that could affect safety must be approved by the manufacturer or properly assessed by the operator. This includes installing or changing safety components like switches or sensors.
- Regular safety inspections and maintenance must be carried out in accordance with legal requirements and as outlined in the maintenance section of this manual.
All personnel assigned to work on the laser welding cell are expected to act in accordance with all occupational health and safety regulations; comply with both national laws and the operator's internal policies regarding safety, accident prevention, and emergency procedures; follow all component-specific instructions, particularly for the laser welding equipment; and immediately stop work and report any irregularities or hazards that could pose a safety risk.
1.2.2. Personnel Responsibilities #
When working with or near the laser welding cell:
- Adhere to the safety guidelines provided in this manual.
- Follow health and safety protocols specific to welding operations.
- Observe the company's procedures for laser-based processes.
- Perform visual inspections before use to check for damage or malfunctioning safety features.
1.3. General Safety Instructions #
The operator must also ensure:
- The laser welding cell remains fully functional and undamaged.
- Defective components are promptly replaced.
- Only personnel equipped with the appropriate PPE — such as laser safety goggles, gloves, and protective clothing — are allowed to operate the system.
- The owner must clearly define and communicate the responsibilities of all operating personnel, especially regarding safe and compliant behavior.
- Operators must be empowered to refuse tasks they believe pose a safety risk.
- Individuals under 18, in training, or new to the equipment may only operate the system under direct supervision of an experienced operator.
- Organizational and instructional measures must be in place to ensure full adherence to applicable safety regulations and standards.
- Safety compliance should be periodically verified through audits or observations.
Compliance with Regulatory Standards #
- The system and all operations must comply with relevant laser safety regulations, including EN 60825-1 and EN 60825-4. For example, in Germany additional compliance with OStrV, TROS LASER, and TROS IOS (if applicable) is required.
- National and regional occupational health and safety legislation must be followed in all operating environments.
Emergency Stop and Interlock Requirements #
- Emergency stop systems must be installed in accessible locations, both inside and outside the laser welding cell, in accordance with EN ISO 13850.
- All safety doors must be equipped with interlock systems that prevent laser emission while open. These should include electromagnetic locking mechanisms and two-channel safety circuits conforming to at least Performance Level E (PL e) under EN ISO 13849-1.
- The system must ensure that laser operation is automatically halted if any door is opened or a safety function is triggered.
Provision of Protective Equipment #
- The owner is responsible for supplying required personal protective equipment (PPE), including laser safety eyewear compliant with EN 207, welding gloves, protective clothing, and appropriate footwear.
- Only personnel equipped with certified PPE are permitted to work with or near the system.
2. Product Overview #
2.1. Product Description #
The laser welding cell is an enclosed cabin designed to provide protection during manual laser welding operations. It shields users and the surrounding area from direct and indirect laser radiation. The system includes a welding and clamping table for securely holding workpieces during processing.
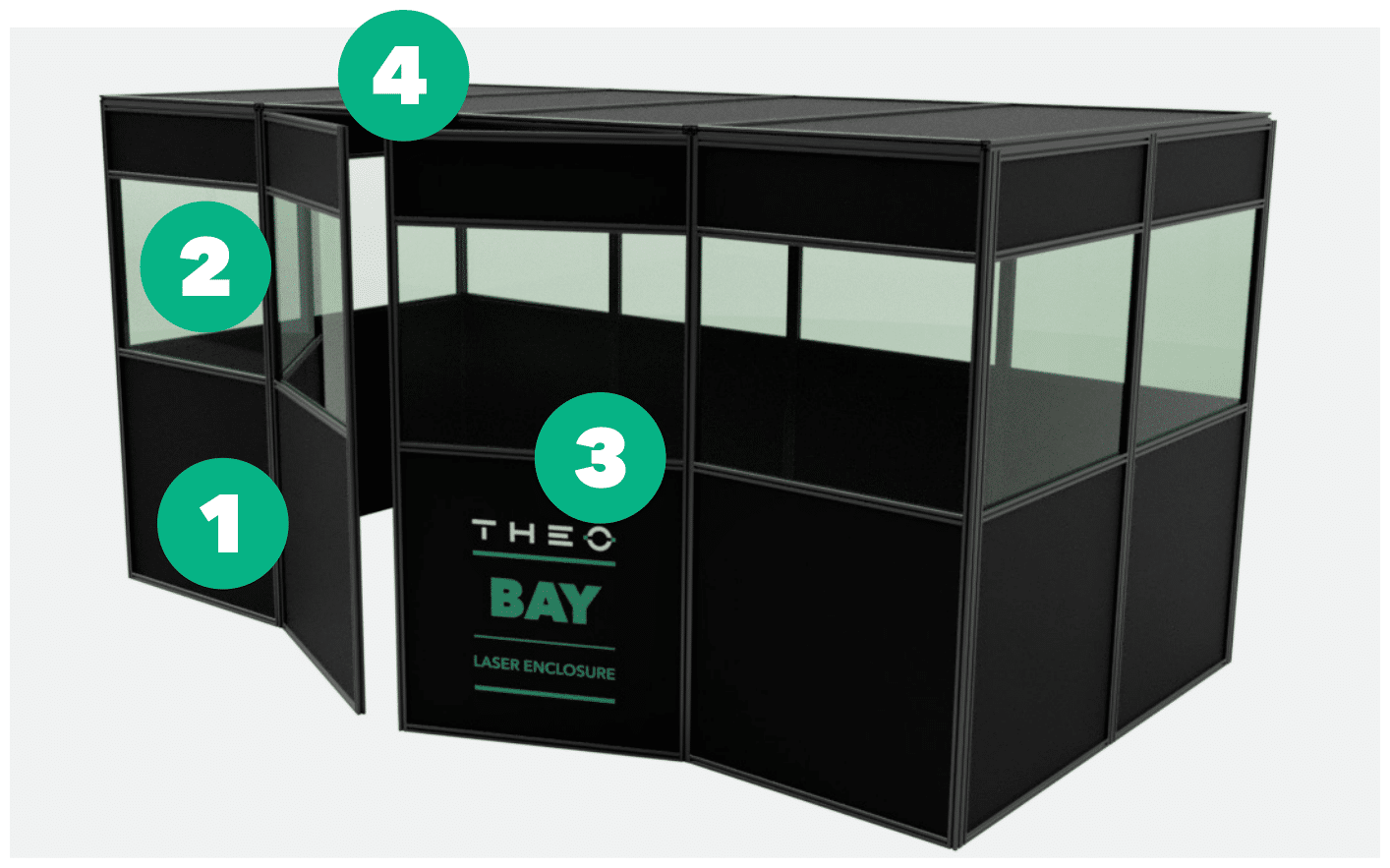
- Side walls forming the enclosure
- A transparent safety viewing screen
- Safety doors to access the cabin
- An optional roof panel
The laser welding cell is available in different sizes (L x W x H):
- 2000 mm x 2000 mm x 2100 mm
- 3000 mm x 2000 mm x 2100 mm
- 4000 mm x 2000 mm x 2100 mm
2.2. Scope of Delivery #
The standard delivery includes the laser welding enclosure (size based on the selected model), assembly instructions, and access to data sheets and documents via THEO's online portal.
Optional components, depending on the configuration, may include safety switches, internal lighting and wiring, and a welding table.
Welding equipment, extraction systems, and any other auxiliary safety devices are not included and must be provided by the operator. Control software and system integration for safety features are also the responsibility of the operator.
2.3. Operator Positions #
The laser welding cell is operated from designated stations located inside the enclosure. Access to the working area is provided through built-in safety doors, which must be closed and secured before any welding activity begins. Operators must always remain within the designated zones and follow all safety procedures while operating the welding equipment.
2.4. Intended Use #
The laser welding cell is designed to serve as a protective enclosure for manual laser welding operations using a hand-held laser welding device. Permissible uses include:
- Laser welding processes that comply with EN 60825-4 safety standards.
- Operations using laser equipment with a power output of up to 2000 W and wavelengths between 940–1090 nm.
- Work areas configured in line with enclosure size and laser beam specifications (e.g. minimum 500 mm distance to side walls for 2000 W lasers).
Use of an appropriate fume extraction system is mandatory when operating the unit in a closed configuration.
Before operation, the operator must confirm interlock functionality of safety doors, ensure emergency stop mechanisms are in place and functional, and verify all safety procedures have been followed. Unauthorized modification of the unit is prohibited — any changes to components or safety systems must be approved by the manufacturer.
2.5. Foreseeable Misuse #
Improper or unintended uses of the laser welding cell include:
- Performing welding or machining processes not covered in the “Intended Use” section.
- Entering or climbing into the enclosure.
- Viewing the welding area from the outside using ladders or other means.
- Operating the system without appropriate PPE.
- Conducting maintenance while the machine is active.
- Dismantling parts of the cell during operation.
Any use not explicitly described in Section 2.4 is deemed improper and is not permitted.
2.6. Safety Devices #
Additional safety devices must be installed based on a comprehensive risk assessment conducted by the operator. These may include door safety switches with interlock features (Performance Level E, two-channel), signal lamps displaying operating status, emergency stop buttons at accessible points, and clearly visible safety signage including laser class indicators. For fully enclosed models with a roof, the operator must also install an air ventilation system and adequate lighting.
2.7. Type Plate #
The type plate affixed to the product includes symbols indicating:
- CE Marking — Confirms compliance with all relevant European directives and regulations.
- EU Representative (EC REP) — Identifies the legal representative within the European Union.
- QR Code — Links directly to the product's online portal, where the most current version of the operating instructions and documentation can be downloaded.
- WEEE Symbol — Indicates that the product must not be disposed of with household waste. Instead, it should be collected separately in accordance with local recycling and electronic waste disposal regulations.
3. Transport #
3.1. Delivery #
The laser welding cell is delivered either by the importer, an authorized distributor, or a certified transportation company. Ensure that all components are inspected upon arrival and that nothing is missing or damaged.
3.2. Transport Safety Guidelines #
To prevent accidents or injuries during transportation, loading, and unloading, follow these precautions:
- Secure the laser welding cell and its components properly before any movement.
- Use only transport equipment and lifting tools rated for the appropriate load. Refer to the weight specifications listed in the technical data.
- Ensure lifting gear is in good condition and free of wear (e.g. no frayed ropes or damaged slings).
- Avoid tying knots or twisting lifting straps, and do not drape them over sharp corners without protection.
- Only use attachment points approved by the manufacturer.
- Move all loads steadily — avoid sudden starts, swinging, or tilting.
- Follow all applicable regulations for using forklifts, cranes, or other lifting equipment.
- Never leave a suspended load unattended; place it safely on the ground before leaving the area.
Lifting or moving heavy components without assistance or equipment may cause injury. Use mechanical lifting aids whenever possible. When lifting by hand, use proper posture and avoid excessive strain. Do not allow personnel with physical limitations (e.g. musculoskeletal injuries, pregnancy) to lift heavy items. If needed, involve multiple people to safely lift and position large components.
Always wear appropriate personal protective equipment (PPE), including gloves, safety footwear, and helmets, during transportation and installation tasks.
4. Commissioning #
4.1. Safety Requirements #
Commissioning must be carried out by qualified professionals only. All installation and setup work must comply with the safety requirements outlined in this manual. Before activating the laser system:
- Ensure that all required safety devices are installed and operational.
- Verify that safety switches on access doors are compliant (Performance Level E, two-channel, preferably with guard locking).
- Confirm the installation and visibility of emergency stop switches near all access points.
- Check for adequate signage including operating status indicators and laser warning labels.
- Examine the enclosure for gaps, especially around the doors and floor (gap should be less than 75 mm).
- If a roof is installed, ensure it is properly sealed.
Personnel involved in commissioning must wear appropriate PPE, work in pairs or more for safety, and ensure the laser welding device is powered off during safety system checks. Use the checklist provided in Chapter 10.4 to verify initial setup.
4.2. Operator Responsibilities During Commissioning #
- The laser must remain off while safety doors are open.
- All safety switches must continue to function even when the power plug is removed (they must be powered by system control).
- Safety doors must be interlocked during operation to prevent exposure to active laser radiation.
If using electromagnetic interlocks: doors must remain locked while the laser is active; the interlock system must support external deactivation (emergency unlock) and simultaneously stop laser emission; all switches must be installed centrally and meet PL E standards.
If not using electromagnetic interlocks: safety switches must trigger shutdown within a short distance (<30 mm); visual shields must be installed to block line-of-sight into the enclosure; risk assessment must account for door opening time and laser shutdown delay.
Emergency Stop and Power Control #
Equip switch cabinets and welding machines with lockable main switches. Install accessible emergency stop devices at every access point (inside and out) and each operational side of the enclosure.
Regulatory Compliance #
Adhere to all local standards and regulations (EN 60825-1 and EN 60825-4; in Germany, follow OStrV and TROS LASER regulations, etc.). Appoint a Laser Safety Officer. Perform a VDE test per DIN VDE 0113 (EN 60204-1) after electrical installation.
5. Specifications #
Technical data for each enclosure size. Basic and Full View variants share all optical protection ratings; they differ only in the number of viewing panels.
THEO BAY 22 (2×2) — Technical Data #
| Parametr | Basic | Full View |
|---|---|---|
| Typ | Laser safety welding enclosure | |
| Dimension (L x W x H) | 2000 mm x 2000 mm x 2170 mm | |
| Wyświetl rozmiar | 1 pc. 935 mm x 670 mm | 7 pcs. 935 mm x 670 mm |
| Waga | 200 Kg | |
| Frame — Aluminium-profile (Extruded) | ||
| Wavelength range | 940 – 1090 nm | |
| Beam diameter d86 | 1,6 mm | |
| Protective limit irradiation | 1,51 × 109 W/m² | |
| Duration of protection | 10.5 s | |
| Test class | T3 | |
| Panels — Aluminium composite panel | ||
| Wavelength range | 940 – 1090 nm | |
| Beam diameter d86 | 20.8 mm | |
| Protective limit irradiation | 9,21 × 106 W/m² | |
| Duration of protection | 10.5 s | |
| Test class | T3 | |
| Windows — Laser Safety Filter LP-YLW | ||
| Wavelength range | 1030 – 1090 nm | |
| Optical Density | OD7 | |
| LB-Rating | D AB6 + IR AB7Y | |
| Przepuszczalność światła widzialnego | 22 % | |
| Standard | EN 12254:2010 + AC:2011 | |
| Legislation | PPE, (EU) 2016/425 | |
| Color | Green | |
| Materiał | Polycarbonate | |
| Operating environment | Industrial and commercial areas, dry indoor areas | |
| Temperature | +2 to +50 °C | |
| Gwarancja | 1 rok | |
THEO BAY 32 (3×2) — Technical Data #
| Parametr | Basic | Full View |
|---|---|---|
| Typ | Laser safety welding enclosure | |
| Dimension (L x W x H) | 3000 mm x 2000 mm x 2170 mm | |
| Wyświetl rozmiar | 1 pc. 935 mm x 670 mm | 7 pcs. 935 mm x 670 mm |
| Waga | 260 Kg | |
| Frame — Aluminium-profile (Extruded) | ||
| Wavelength range | 940 – 1090 nm | |
| Beam diameter d86 | 1,6 mm | |
| Protective limit irradiation | 1,51 × 109 W/m² | |
| Duration of protection | 10.5 s | |
| Test class | T3 | |
| Panels — Aluminium composite panel | ||
| Wavelength range | 940 – 1090 nm | |
| Beam diameter d86 | 20.8 mm | |
| Protective limit irradiation | 9,21 × 106 W/m² | |
| Duration of protection | 10.5 s | |
| Test class | T3 | |
| Windows — Laser Safety Filter LP-YLW | ||
| Wavelength range | 1030 – 1090 nm | |
| Optical Density | OD7 | |
| LB-Rating | D AB6 + IR AB7Y | |
| Przepuszczalność światła widzialnego | 22 % | |
| Standard | EN 12254:2010 + AC:2011 | |
| Legislation | PPE, (EU) 2016/425 | |
| Color | Green | |
| Materiał | Polycarbonate | |
| Operating environment | Industrial and commercial areas, dry indoor areas | |
| Temperature | +2 to +50 °C | |
| Gwarancja | 1 rok | |
THEO BAY 42 (4×2) — Technical Data #
| Parametr | Basic | Full View |
|---|---|---|
| Typ | Laser safety welding enclosure | |
| Dimension (L x W x H) | 4000 mm x 2000 mm x 2170 mm | |
| Wyświetl rozmiar | 1 pc. 935 mm x 670 mm | 7 pcs. 935 mm x 670 mm |
| Waga | 320 Kg | |
| Frame — Aluminium-profile (Extruded) | ||
| Wavelength range | 940 – 1090 nm | |
| Beam diameter d86 | 1,6 mm | |
| Protective limit irradiation | 1,51 × 109 W/m² | |
| Duration of protection | 10.5 s | |
| Test class | T3 | |
| Panels — Aluminium composite panel | ||
| Wavelength range | 940 – 1090 nm | |
| Beam diameter d86 | 20.8 mm | |
| Protective limit irradiation | 9,21 × 106 W/m² | |
| Duration of protection | 10.5 s | |
| Test class | T3 | |
| Windows — Laser Safety Filter LP-YLW | ||
| Wavelength range | 1030 – 1090 nm | |
| Optical Density | OD7 | |
| LB-Rating | D AB6 + IR AB7Y | |
| Przepuszczalność światła widzialnego | 22 % | |
| Standard | EN 12254:2010 + AC:2011 | |
| Legislation | PPE, (EU) 2016/425 | |
| Color | Green | |
| Materiał | Polycarbonate | |
| Operating environment | Industrial and commercial areas, dry indoor areas | |
| Temperature | +2 to +50 °C | |
| Gwarancja | 1 rok | |
6. Operation #
6.1. Safety #
Before each use, conduct a thorough visual inspection of the laser welding cell to ensure all components are in proper working condition. This includes checking for any physical damage to the enclosure, ensuring all safety switches on the doors function correctly, and inspecting the integrity of electrical connections and cabling.
If you notice smoke, an unusual burning smell, or any other indication of fire that is not part of the welding process, stop work immediately and follow emergency protocols.
Laser and Welding Safety #
- Use the laser welding cell only when the extraction system is active to prevent accumulation of hazardous fumes.
- Always wear laser safety eyewear compliant with EN 207:2017 or the current applicable standard.
- Ensure all required PPE is worn inside the enclosure during operation.
- Follow all safety warnings and manufacturer instructions for the specific welding equipment in use.
- Non-essential personnel should stay out of the operating zone.
Inspect the cabin walls for damage before every use. Any compromised components must be replaced promptly to maintain safety and functionality.
6.2. Inserting and Removing Workpieces #
Workpieces should only be inserted or removed when the laser welding system is in a safe, inactive state. To insert a part, use the control system to request access, wait until the processing operation is stopped and the safety doors are unlocked, and verify that the handheld laser welding device is inactive (LED indicators not lit). Light workpieces may be handled manually; for heavier items, use appropriate transport methods such as forklifts or lifting tools.
Transport Safety Instructions #
- Secure workpieces to the transport device before moving.
- Use only rated lifting gear and observe the load capacity.
- Move loads slowly and avoid sudden or unstable movements.
- Never use worn or damaged lifting equipment.
- Do not allow lifting gear to make contact with sharp edges.
- Never leave suspended loads unattended.
Personnel Safety #
- Only trained and authorized staff should move or handle workpieces.
- Ensure the work area is clear of bystanders.
- Check the cabin for damage each time it is used.
Crane Handling #
Do not stand under suspended loads. Stay outside the crane's swivel range. Wear a safety helmet. Once inside, workpieces must be securely clamped to the welding or support table before beginning any machining process.
6.3. Machining Process #
To begin welding, ensure workpieces are securely positioned, plug in and power on the laser welding system, and close all safety doors completely. Welding can only commence when all doors are closed and safety systems are engaged.
During welding, monitor status indicators and ensure emergency systems are functional. Personnel should avoid blocking sightlines to the safety display windows. After completion, use the system interface to request access and wait for confirmation before opening the doors and removing workpieces.
Unless otherwise required by the specific setup, operators should position themselves with their backs to the door and facing the viewing window.
7. Maintenance #
Routine maintenance is essential for ensuring the safe and reliable operation of the laser welding cell. Maintenance tasks must be carried out by trained personnel who are familiar with the safety systems and structural components of the enclosure.
Ensure the laser welding device is powered off and disconnected from the mains supply. Confirm that all safety doors are open and securely locked to prevent accidental closure. Wear appropriate PPE, including safety gloves, protective eyewear, and clothing. Do not carry out maintenance while the laser system is operational.
7.1. Inspection and Cleaning #
- Regularly inspect safety interlocks, door hinges, and locks for wear or damage.
- Clean viewing windows with approved optical cleaning solutions only.
- Remove dust and debris from internal and external surfaces using a soft cloth or vacuum.
- Do not use flammable cleaning agents near the welding cell.
- Inspect safety labels and replace them if they become illegible.
7.2. Functional Testing #
All safety features should be tested periodically: confirm proper operation of emergency stop switches and interlocks; test that the system shuts down correctly when safety doors are opened; check warning signals and status indicators for full functionality. Testing frequency should comply with your facility's maintenance schedule and relevant safety standards.
7.3. Replacing Components #
If any part of the enclosure, safety system, or support table is damaged or worn, replace only with original parts or those authorized by the manufacturer. Do not modify or bypass safety systems. Record all maintenance work in the service log. Components critical to safety (e.g. safety switches, interlocks) must be replaced by personnel with appropriate technical qualifications.
8. Decommissioning #
8.1. Preparation for Decommissioning #
When retiring or removing the laser welding cell from service, disconnect all power sources; ensure the laser source is properly powered down and cannot be accidentally activated; remove all workpieces, tools, and components from the enclosure; and clean the interior and exterior surfaces of the unit. Personnel involved in decommissioning must wear appropriate PPE and follow standard safety procedures.
8.2. Dismantling #
Dismantling should only be carried out by qualified personnel. During dismantling, carefully remove all electrical connections and wiring, disassemble panels and structural components in a safe and controlled manner, and label or document components for recycling or disposal. Lifting equipment may be required to remove heavier elements — follow the same safety precautions outlined in the Transport section.
8.3. Disposal #
Dispose of the laser welding cell in accordance with applicable local, national, and EU environmental and electronic waste regulations. This includes separating electronic waste from structural components, recycling metals and other materials through authorized facilities, and following WEEE (Waste Electrical and Electronic Equipment) guidelines as indicated by the product's label. Do not dispose of any part of the product with general household waste.
9. Service Address #
These operating instructions contain descriptions and instructions for the operation and simple maintenance activities of the laser welding cell. They do not describe any complex maintenance or repair work. For such activities, please contact THEO Laser Europe (c/o Maxphotonics GmbH) or refer to the operating instructions for the components installed elsewhere. Do you have any questions or requests? We will be happy to help you.
|
THEO Laser Europe c/o MAXPHOTONICS GmbH Dornierstraße 11, 82205 Gilching, Germany Phone: +49 (0) 8105 7303890 Mail: emea@maxphotonics.com Website: www.theo.inc |
10. Appendix #
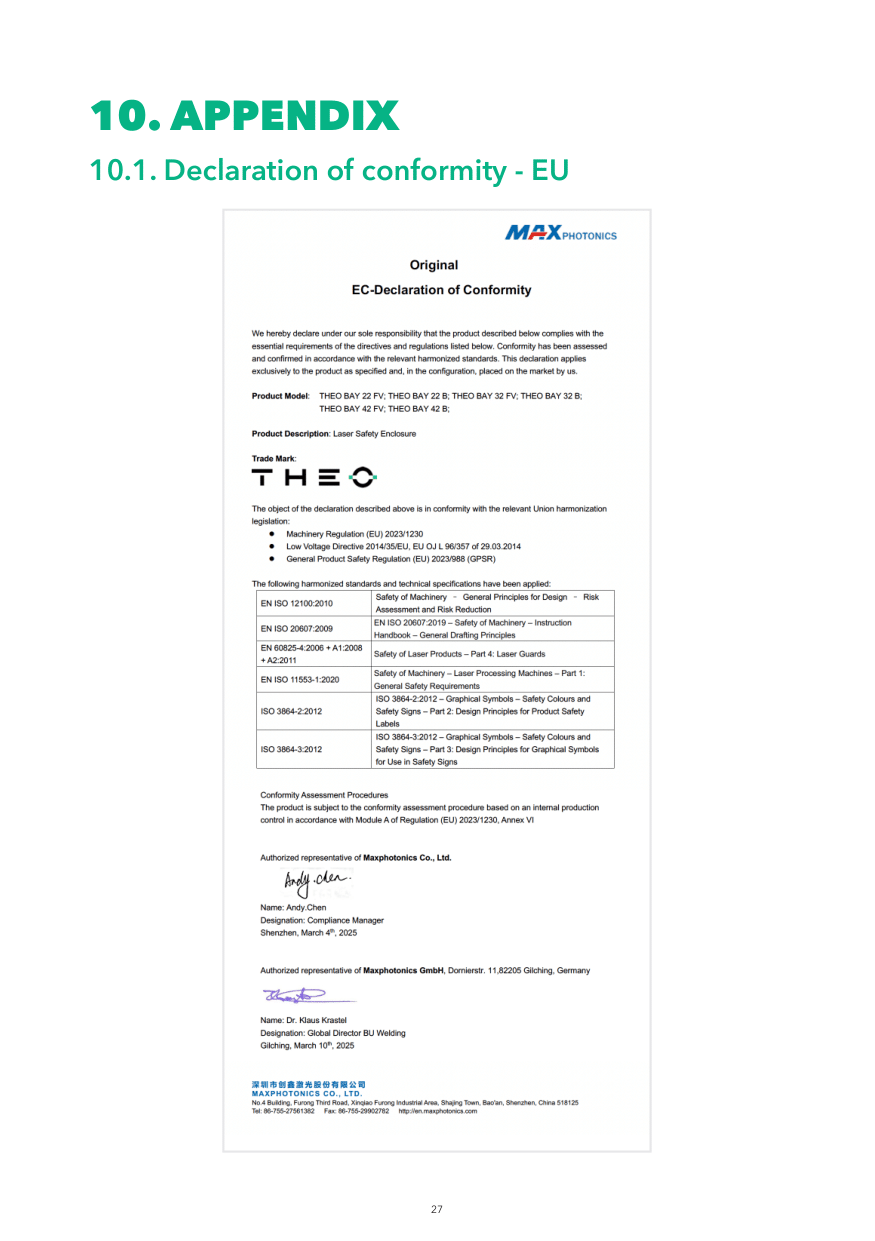
10.1. Declaration of Conformity — EU #
10.2. Certificates according to EN 12254 #

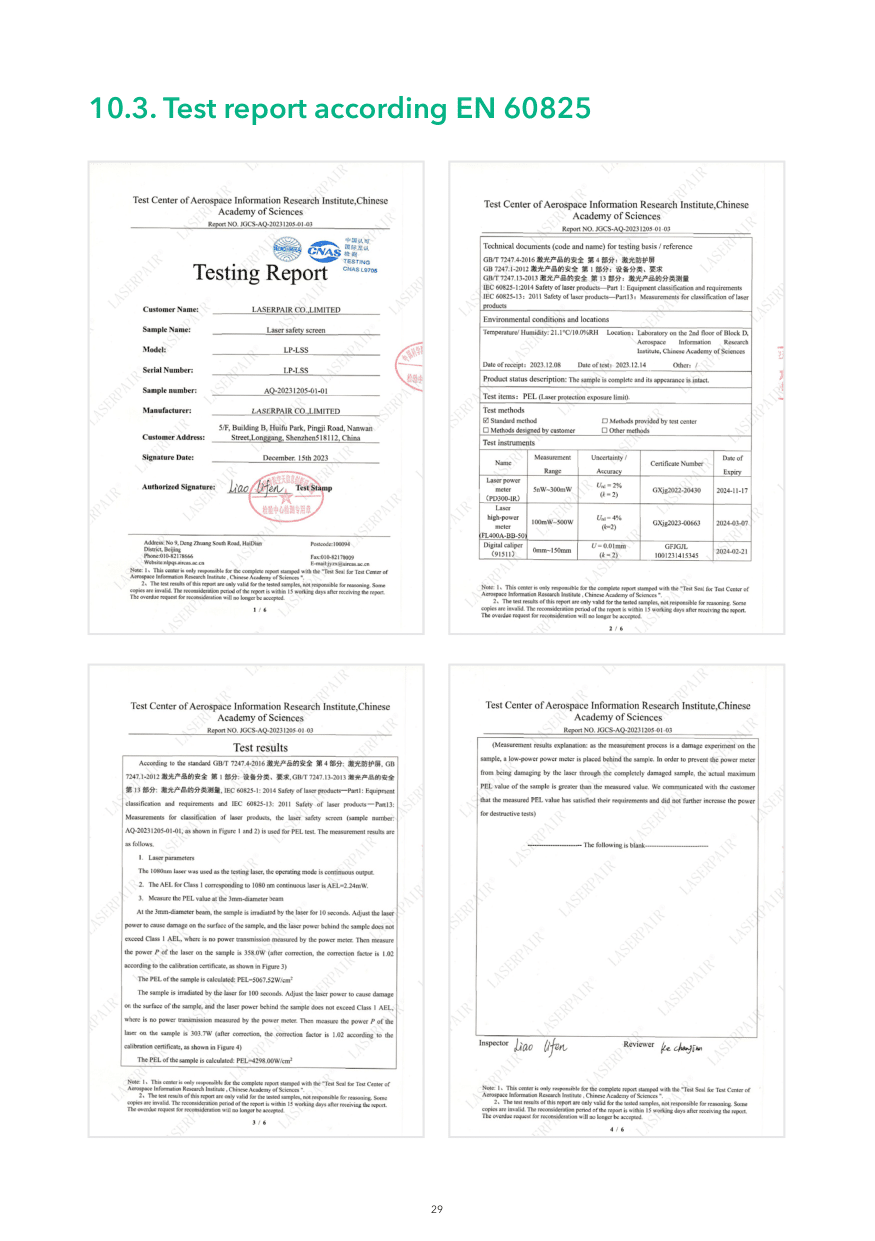
10.3. Test Report according to EN 60825 #

10.4. Initial Commissioning Checklist #
| Risk and hazard assessment | |
| ✓ | Has a risk assessment been carried out in accordance with EN 60825-4 or other statutory occupational health and safety regulations? |
| ✓ | Has a laser safety officer been appointed (Germany; in other countries other local regulations may apply) and have the personnel been adequately trained? |
| Installation of the necessary safety technology | |
| ✓ | Safety switch on the doors (PL E, two-channel, installation in the middle, preferably with guard locking) |
| ✓ | Emergency stop inside and outside the laser welding cell (interruption of the laser beam, opening of the guard locking of the doors) |
| ✓ | LASER display outside (operating status display) |
| ✓ | Check whether the signage has been attached correctly. |
| Testing the welding cell after assembly | |
| ✓ | Check the laser welding cell for gaps, especially in the door area. |
| ✓ | The gap between floor and laser welding cell must be smaller than 75 mm. |
| Roof | |
| ✓ | Assembly of the laser welding cell incl. roof: check for gaps. |
| ✓ | Only trigger the laser beam after connecting and testing the required safety device. |
THEO BAY User Manual · Designed in Munich · www.theo.inc · Phone +49 81 0573 038 90 · hello@theo.inc · c/o MAXPHOTONICS GmbH, Dornierstraße 11, 82205 Gilching, Germany
