THEO のアプリケーション・スペシャリスト、Harrison Shoupと共にハンドヘルド・レーザー溶接を探求してください。設備コストから安全設定まで、この技術を統合するための主な考慮事項を理解してください。このガイドでは、レーザー溶接の利点と課題について洞察し、現代の製造と安全におけるレーザー溶接の役割についてわかりやすく説明します。
ハンドヘルド・レーザー溶接の進化
レーザー溶接は、50 年以上前に研究室で初めて実現されましたが、ハンドヘルド レーザー溶接ツールが一般的な商業市場に導入されたのは、ここ 10 年以内のことです。NASA のエンジニアと技術者の宇宙船の保守と修理をサポートするために開発されたハンドヘルド・ファイバー・レーザー溶接は、この技術をワークスペースに統合したい人々にとって、独自の利点と課題を提示します。
コスト参入の主な障壁
一般に、レーザー溶接への切り替えを選択する際に最初に考慮するのは初期費用である。インターネットでは、数千米ドルで購入できるグレー・マーケット・オプションが多数見つかるが、これらの機械が故障したり、消耗品がなくなったりすると、購入者は運が悪かったと思うかもしれない。アフター・サポートがまったくない場合もある。また、これらの機器の中には、産業、州、および連邦政府のガイドラインで要求される重要な安全コンポーネントが欠落している場合があり、当該機器の使用により記録可能な負傷事故が発生した場合、重大な法的責任が生じる懸念がある。
「レーザー溶接への移行には、単なる投資以上のものが必要です。
- THEOアプリケーション・スペシャリスト、ハリソン・シュープ
プロ仕様の機材:価値ある投資

THEO MA1シリーズのようなプロフェッショナル・グレードのハンドヘルド・レーザー溶接機は、購入価格が高くなります。付加価値は、エンジニアと技術者のグローバル・サポート・ネットワークへのアクセスと、ISO、ANSI、およびFDAによる文書化された安全認証という形で提供されます。つまり、エンド・ユーザーは、規制機関による安全監査が行われた場合でも(あったとしても)最小限の中断で、信頼性の高い安全な操作を長年にわたって提供するこれらのマシンに安心して頼ることができます。
レーザーの安全なワークスペースを作る
レーザー溶接機器自体の費用に加えて、作業スペース内にレーザー安全エリアを確立し、建設または変換するための予算を確保する必要があります。クラス 4 レーザーは、1 回のパスで 4 分の 1 インチの厚さの鋼鉄を溶接できるほど強力なタイプで、溶接作業中に作業エリアにいる全員に複数の深刻な健康と安全のリスクをもたらす可能性があります。すべての熱溶接工程で生じる熱傷害および金属ヒューム暴露のリスクだけでなく、クラス 4 ビーム自体が人間の目に永久的かつ不可逆的な損傷を与える可能性があります。極端なケースでは、このビームの反射光がワークピースや近くの反射面で跳ね返るだけでも、危険な量の赤外線が周囲の作業スペースに放出される可能性があります。レーザー溶接エリアは、外部からの光を完全に遮断するか、危険な目に見えないクラス4のビームを吸収できる特別に調合された赤外線安全材料で保護する必要があります。どのような職場でも安全なレーザー溶接基準を達成するためには、連邦政府が義務付けている安全インターロックとレーザー専用 PPE を適切に使用する必要があります。(レーザー溶接の安全性についての詳細は、THEO ACADEMY をご覧ください。)
フィラーレス溶接の利点
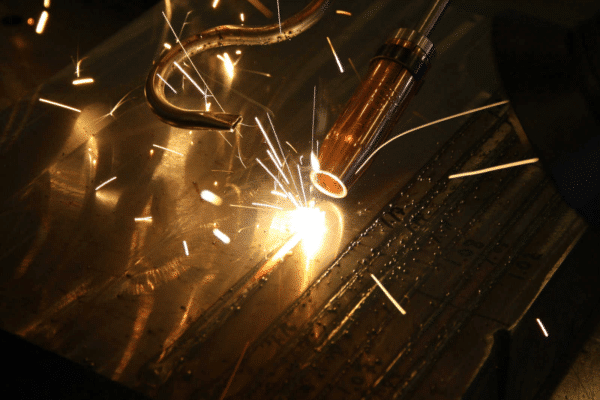
フィラー・ワイヤーに電子を通過させて部品を融合させるMIGおよびTIGプロセスとは対照的に、最新のハンドヘルド・レーザー溶接プロセスの最も強力な論拠の1つは、エンドユーザーがフィラーを使用せずに溶接目標を達成できる可能性である。溶接レーザー・ビームは、ハンド・トーチ内の可動ミラーによって毎秒数十回または数百回、溶接継手上に向けられるか、または「ウォブル」され、両側の母材を溶かし、2 つの溶融エッジを一緒にホイップして、非常に狭く、非常に一貫した融合溶接ビードを実現します。レーザー溶接プロセスによって達成される急速な入熱と極小の熱影響部により、厚さ4mm以下の板金のほとんどの溶接において、移動速度の大幅な改善と美的品質の向上が観察される。材料と厚さにもよりますが、ハンドヘルド・レーザー溶接工程は、同じ材料と接合設計で、手動の MIG または TIG 工程の最大 4 倍の速さで同等の結果を出すことができます。
トレーニング時間と後処理を削減
ハンドヘルド・レーザー溶接プロセスでは、手でトーチをウィービングする必要がないため、ほぼ完全な一貫したビード外観を達成するには、接合部の長さに沿って安定した移動速度を維持する必要があります。スパッターはほとんど問題ではありません。一部の反射性材料では、反射性とシールド・ガスが組み合わされるため、軽微なスパッターが発生しますが、チゼルとワイヤー・ホイールは、作業場でレーザー溶接に切り替えた後はほとんど手つかずのまま残るツールです。後処理時間の予算は大幅に削減でき、場合によっては不要になることもある。もちろん、このような溶接の容易さの利点は、従来の手溶接工程で同レベルの能力と一貫性を達成するのに比べて、レーザー溶接装置で一貫した高品質の結果を達成するためのトレーニング時間が大幅に短縮されることも意味します。
レーザー溶接で能力を拡大
ハンドヘルド・レーザー溶接プロセスは、一般的な溶接や生産作業にもたらされる利点を超えて、超薄型部品の溶接、高速自動化ソリューションとの統合、異なる厚さの部品の接合に新たな可能性をもたらします。この技術が成長するにつれて、研究者とエンドユーザーは革新を続け、1万分の1インチから1/4インチまでの板厚を1回のパスで、半ダース以上の合金をネイティブに溶接するようにプログラムできるレーザー工具が提供する汎用性の新しい用途を見出している。Theo例えば MA1ユニットには、5種類の合金の溶融およびワイヤー・アシスト・プログラムを含む溶接パラメーターがプリインストールされており、材料や接合部の設計に応じて、1ミリメートル未満から6ミリメートル以上までの板厚範囲のオプションが用意されています。さらに、エンド・ユーザーは、いつでもこれらの設定を独自の調整で上書きしたり、32のブランク・プログラム・スロットを利用してカスタム溶接設定を保存したりすることができる。これらのオプションはすべて、わかりやすいタッチスクリーンベースのユーザー・インターフェイスから利用できます。
「ハンドヘルド・レーザー溶接は単なるツールではなく、ワークスペースにおける精度と効率へのアプローチ方法の革命である。
THEOアプリケーション・スペシャリスト、ハリソン・シュープ
ハンドヘルド・レーザー溶接の未来
およそ半世紀にわたって溶接の世界で小さいながらも成長を続けてきたハンドヘルド・レーザー溶接は、まだアーリー・アダプターの手にしっかりと渡っている。初期の予算と安全性の考慮の間で、多くの見込みユーザーはこの比較的新しい技術への投資をためらうかもしれない。とはいえ、このプロセスの利点と用途がますます多く発見され、改良され続けているため、現代の製造および加工工程の分野でレーザー溶接の役割が拡大している現実を否定することは難しい。