Coordonnées de l'entreprise #
Représentant/importateur agréé et numéro de service
|
Maxphotonics |
|
|---|---|
|
Adresse |
Dornierstr. 11 |
|
Numéro de téléphone |
+49 (0)8105 7303890 |
|
|
|
|
Site web |
theo |
Référence fabricant #
|
Shenzhen MaxPhotonics ., LTD. |
|
|---|---|
|
Adresse |
Parc MaxPhotonics |
|
Numéro de téléphone |
+86 400-900-9588 |
|
|
|
Version n°
|
Version |
Date |
Modifier |
|---|---|---|
|
2.0 |
6 juin 2025 |
Première version |
Champ d'application #
Ce mode d'emploi s'applique aux machines des séries MaxPhotonics THEO , communément appelées systèmes de soudage laser portatifs.
|
Série |
Type |
|---|---|
|
MA1 |
MA1-35 |
|
MA1-45 |
|
|
MA1-65 |
|
|
MA1 ULTRA |
À propos de ce manuel d'utilisation #
- La version allemande de ce manuel est le manuel d'utilisation original. Toutes les autres versions linguistiques sont des traductions du manuel d'utilisation original.
- Garde toujours ce manuel d'utilisation à portée de main pour pouvoir le consulter facilement si tu as besoin d'informations sur la machine.
- N'oublie pas de joindre ce manuel d'utilisation lorsque tu cèdes la machine à quelqu'un d'autre.
- Lis et respecte les consignes de sécurité et les avertissements figurant dans ce manuel d'utilisation.
Sécurité #
ATTENTION #

Risque de blessures et de dommages au système de soudage laser
Si tu ne connais pas bien les consignes de sécurité et le mode d'emploi, tu risques de te blesser et d'endommager le système de soudage laser.
- Conserve tous les documents fournis pour pouvoir t'y référer plus tard.
- Respecte les consignes de sécurité et suis le mode d'emploi pour garantir un fonctionnement en toute sécurité.

Informations supplémentaires #
Règles de sécurité #
Informations supplémentaires #
Structure des avertissements #
DANGER #
Type et source du danger
Les conséquences de ne pas tenir compte du danger.
- Mesures visant à prévenir le risque.
Explication des symboles et des mentions #
DANGER #
Risque de blessure mortelle
Cet avertissement signale un danger immédiat pour la vie et la santé. Si tu ne tiens pas compte de cet avertissement, tu risques de te blesser gravement, voire de mourir.
AVERTISSEMENT #
Risque élevé de blessure
Cet avis te met en garde contre une situation dangereuse qui présente un risque grave pour la santé. Si tu ne tiens pas compte de cet avertissement, tu risques de te blesser gravement, voire de mourir.
ATTENTION #
Risque de blessure
Cet avis te met en garde contre une situation potentiellement dangereuse qui présente un risque pour la santé. Si tu ne tiens pas compte de cet avertissement, tu risques de te blesser légèrement.
AVIS N°

Cet avis fournit des informations supplémentaires.
Étiquettes d'avertissement #
Les pictogrammes ci-dessous figurent sur le système de soudage laser et/ou sont utilisés dans le manuel d'utilisation.
Ces étiquettes d'avertissement visent à assurer ta sécurité et doivent être respectées sans exception.
|
Symbole |
Explication |
|---|---|
|
|
Étiquette d'avertissement générale |
|
|
Attention au rayon laser |
|
|
Avertissement concernant la tension électrique |
|
|
Avertissement concernant les obstacles au sol |
|
|
Attention aux blessures aux mains |
|
|
Attention : surface chaude |
|
|
Avertissement concernant les bouteilles de gaz |
|
|
Avertissement concernant un boîtier de sécurité laser inadéquat |
|
|
Avertissement concernant les faisceaux directs et réfléchis |
|
|
Attention au rayon laser |
|
|
Avertissement concernant l'inhalation des fumées de soudage |












Panneaux obligatoires #
Les pictogrammes ci-dessous figurent sur le système de soudage laser et/ou sont utilisés dans le manuel d'utilisation.
Ces panneaux obligatoires visent à assurer ta sécurité et doivent être respectés sans exception.
|
Symbole |
Explication |
|---|---|
|
|
Panneaux d'obligation généraux |
|
|
Respecte le mode d'emploi ! |
|
|
Porte des lunettes de protection contre les rayons laser ! |
|
|
Porte un masque de soudage ! |
|
|
Porte des gants de protection contre les rayons laser ! |
|
|
Mets un tablier de protection contre les rayons laser ! |
|
|
Porte des chaussures de sécurité ! |
|
|
Porte une protection auditive ! |
|
|
Moudre avant utilisation ! |









Utilisation prévue #
Ce système de soudage au laser, composé d'un poste de soudage au laser et d'un dévidoir, est une machine destinée au soudage manuel de divers matériaux tels que l'acier, l'aluminium et l'acier inoxydable.
Domaines d'application :
- Ce laser est uniquement destiné à un usage professionnel dans un environnement industriel (en intérieur) et n'est pas destiné à un usage privé.
- La série MA1 est adaptée aux applications de soudage et de brasage.
- Le laser peut être utilisé dans les secteurs suivants : quincaillerie, matériaux de construction, appareils électroménagers, industrie aérospatiale et industrie automobile.
Abus potentiels prévisibles #
Il faut éviter les pratiques suivantes en raison des risques qu'elles présentent pour la sécurité :
- Utilisation du laser sans l'équipement de sécurité indiqué par le fabricant.
- L'utilisation de la machine par des enfants ou des personnes qui ne sont pas capables de la faire fonctionner correctement ou en toute sécurité, ainsi que l'utilisation de la machine dans des espaces non ventilés.
- Manipuler, contourner ou désactiver les dispositifs de sécurité existants.
- Démontage de la machine.
- Toute manipulation intentionnelle des éléments de commande, ainsi que toute modification, altération ou extension de la machine et du système électrique non prévue par le fabricant.
- Les interférences avec les composants électroniques causées par le port d'aimants puissants ou d'autres objets émettant un champ magnétique intense.
- Utilisation de la machine ou de ses composants lorsqu'ils sont endommagés, en particulier la tête laser ou les dispositifs de sécurité.
- Dépassement des paramètres de fonctionnement indiqués par le fabricant.
- Ne dirige pas la torche de soudage vers des personnes. Lors de son utilisation, le laser ne doit être dirigé que vers la surface de travail.
- Utilisation de la machine sans équipement de protection individuelle.
- Exposer l'appareil à des variations de température importantes et rapides, ainsi qu'à des environnements humides et mouillés.
- Utilisation du laser dans un environnement explosif ou à proximité de liquides ou de gaz inflammables (sans protection Ex).
Consignes générales de sécurité #
Les soudeuses laser portatives appartiennent à la classe 4 des produits laser, car elles émettent un rayonnement laser infrarouge invisible d'une longueur d'onde de 1 080 nm.
La lumière à haute intensité émise par la tête de soudage atteint en moyenne plus d'un watt et peut causer des lésions directes ou indirectes aux yeux et à la peau. En particulier, l'exposition à ce rayonnement laser peut causer des lésions irréversibles à la rétine ou à la cornée.
Pour garantir une utilisation en toute sécurité, il est indispensable de porter des lunettes de protection certifiées pour le laser proche infrarouge à 1 080 nm avant d'utiliser un poste de soudage laser portatif.
Informations supplémentaires #
Utilisation en toute sécurité #
AVERTISSEMENT #


Attention : rayonnement laser !
L'exposition au rayonnement laser peut entraîner des lésions irréversibles de la rétine ou de la cornée.
- Pour éviter tout risque de blessure aux yeux, ne regarde pas directement la sortie du laser et veilleux à porter des lunettes de protection adaptées lorsque tu utilises le laser.
- N'ouvre pas le système de soudage laser portable, car il ne contient aucune pièce ni ne peut être réparé par l'utilisateur.
- Forme régulièrement ton personnel et signale-lui les risques inhérents à cette technologie. L'utilisation en toute sécurité et la responsabilité de cette utilisation incombent à l'utilisateur.
- Demande à tout le monde, même à ceux qui ne viennent que de temps en temps dans la zone, de vérifier au préalable si le laser est en marche.
- Toute opération ou tout réglage non conforme aux instructions de ce manuel d'utilisation peut entraîner des dommages ou des dysfonctionnements du système.
- Le rayonnement laser diffus peut endommager la peau et d'autres tissus. C'est pourquoi tu dois vérifier régulièrement que le verre de protection et la buse ne sont pas encrassés. En cas de doute, remplace le verre de protection (voir « Remplacer le verre de protection ») et la buse (voir « Remplacer les buses »).
Exigences en matière de personnel #
- Le système de soudage au laser ne doit être utilisé que par du personnel qualifié.
- Le personnel qualifié, c'est-à-dire les personnes qui :
- ont suivi une formation sur le fonctionnement de l'équipement et les consignes de sécurité applicables.
- Tu as suivi avec succès la formation dispensée par Maxphotonics, THEO leurs partenaires commerciaux et de service agréés.
- J'ai lu et compris le mode d'emploi.
- Il faut respecter les dispositions légales et les normes techniques en vigueur localement lors du montage, de l'installation et de l'utilisation.
- L'accès à la machine est strictement interdit aux personnes qui ne sont pas désignées ou autorisées à la faire fonctionner. Les personnes non autorisées doivent être priées de quitter la zone d'exploitation.
- Le personnel doit toujours porter un équipement de protection individuelle adapté.
- Le système de soudage au laser ne doit pas être utilisé par des personnes souffrant de troubles psychiques ou physiques, par des enfants ou par des personnes âgées.
- Pendant le soudage au laser, toutes les personnes se trouvant près de la pièce à souder ou dans la pièce doivent se tenir derrière la torche de soudage.
Responsable de la sécurité laser #
- Avant d'utiliser des équipements laser de classe 3R, 3B ou 4, l'employeur doit désigner un responsable de la sécurité laser s'il ne dispose pas des compétences techniques nécessaires.
- Les responsabilités du responsable de la sécurité laser sont décrites dans les normes européennes applicables.
- Le responsable de la sécurité laser doit posséder les compétences techniques nécessaires pour s'acquitter de ses responsabilités. Ses qualifications professionnelles doivent être attestées par la réussite d'une formation et entretenues par une formation continue.
- Le responsable de la sécurité laser aide l'employeur à :
- Réaliser l'évaluation des risques
- Mettre en place les mesures de sécurité nécessaires
- Veiller au bon fonctionnement des lasers.
- Dans le cadre de ses fonctions, le responsable de la sécurité laser travaille en collaboration avec le responsable de la sécurité au travail et le médecin du travail.
Configuration requise pour l'environnement d'exploitation #
- Les soudeuses laser portatives sont généralement utilisées :
- Dans les cellules de soudage laser homologuées
- En dessous de 2 000 mètres d'altitude
- Catégorie de surtension II
- Niveau de pollution 2
- Assure-toi que le lieu de montage est sûr, protégé et sec. Tu trouveras plus d'informations dans les données techniques (voir Technische Daten).
- Prévois une pièce ou un espace séparé et/ou aménage une zone de sécurité adéquate équipée de cloisons ou de rideaux de protection laser adaptés, ainsi que de composants liés à la sécurité laser (voyant d'avertissement, interrupteur de sécurité à code, signal) qui répondent aux exigences de sécurité laser conformément à la réglementation locale.
- Utilise un boîtier de sécurité laser adapté et informe tes collègues de travail.
- Appose des symboles d'avertissement laser à tous les points d'accès à la zone laser pour signaler qu'un laser (de classe 4) est en fonctionnement.
- Gaz : Le système de soudage au laser nécessite de l'argon comme gaz de protection ; l'acier inoxydable et l'aluminium sont soudés à l'azote (N₂).
- Pièces à usiner : assure-toi que la pièce est bien calée et empêche-la de glisser ou de bouger toute seule.
- Aspiration : Le soudage au laser génère des fumées et des poussières nocives pour la santé. Prévoyez un système d'aspiration adéquat.
Mesures de sécurité optique #
- Ne regarde pas directement dans l'ouverture de sortie du laser du poste de soudage laser portatif ni dans le laser de visée.
- Tiens toujours le poste de soudage laser portatif et les dispositifs de sortie optique associés en dessous du niveau des yeux et à distance de toi.
- Assure-toi que l'ensemble de l'équipement de protection individuelle (EPI) est conçu pour la puissance de sortie et la gamme de longueurs d'onde indiquées sur l'étiquette de sécurité laser apposée sur le produit.
- N'utilise pas le soudeur laser portatif dans des endroits sombres.
- Assure-toi que la soudeuse laser portative est éteinte et que l'alimentation électrique est coupée (voir « Mise hors tension de la soudeuse laser ») avant d'installer ou de réparer la vitre de protection, la buse en cuivre et le module d'alimentation en fil.
- La puissance du laser est transmise à travers une vitre de protection. Assure-toi que la vitre de protection est propre et de bonne qualité. La moindre poussière présente sur l'unité de chauffage peut endommager la vitre de protection et le laser.
- Avant de remédier à un dysfonctionnement, éteins le laser. Rallume-le une fois le problème résolu.
- Utilise l'appareil en respectant scrupuleusement les instructions de ce mode d'emploi ; dans le cas contraire, l'efficacité des dispositifs de sécurité et les performances de l'appareil pourraient être compromises, ce dont le fabricant ne saurait être tenu responsable.
Informations supplémentaires #
Valeur NOHD #
La distance nominale de danger pour les yeux (NOHD) correspond à la zone de danger dans laquelle le fait de regarder directement le faisceau laser peut causer des lésions oculaires.
Il est essentiel que tu respectes la valeur limite indiquée par la valeur NOHD (voir « Propriétés optiques ») et que tu portes l'équipement de protection individuelle ( EPI) approprié (voir « Équipement de protection individuelle (EPI) »).

|
1 |
Zone de danger du laser pour la peau et les yeux |
2 |
Zone de danger laser pour les yeux |
|
3 |
Distance de sécurité pour les yeux (valeur limite NOHD) |
|
|
Règles de fonctionnement électrique #
- Lorsque tu utilises l'appareil, assure-toi que l'alimentation électrique est correctement mise à la terre et qu'elle fournit la tension appropriée.
- Avant de mettre l'appareil en service, vérifie que la source d'alimentation raccordée est bien mise à la terre via une connexion de terre de protection.
- Pour réduire au minimum les risques d'incendie, n'utilise que des fusibles du même type et de la même intensité lorsque c'est nécessaire. N'utilise pas d'autres fusibles ou matériaux à cette fin.
- Vérifie que la tension d'entrée CA de la soudeuse laser portable se situe dans la plage monophasée normale de 200 à 240 V CA, et que le câblage est correct. Un câblage incorrect peut entraîner des blessures corporelles ou endommager l'appareil.
- Branche l'appareil à une prise adaptée (selon le modèle : 16 A ou 32 A) et vérifie que les câbles ne sont pas endommagés.
- Les utilisateurs ne sont pas autorisés à effectuer des réparations sur les pièces, composants ou modules, à l'exception de l'entretien concernant les consommables de la torche de soudage. Toutes les réparations doivent être effectuées par des techniciens de maintenance.
- Il est strictement interdit à l'utilisateur de démonter et de remonter lui-même la soudeuse laser portative, car cela pourrait entraîner un choc électrique, des brûlures ou endommager les composants concernés.
- Si tu démonte le produit sans autorisation, la garantie sera annulée.
Refroidissement et température #
- L'unité laser est refroidie par air. Un fonctionnement à des températures élevées accélère le processus de vieillissement, augmente le courant de seuil et réduit le rendement de diffraction.
- Avant de mettre le laser en marche, vérifie que la température ambiante et l'humidité de l'air se situent dans les limites recommandées (voir « Installation de soudage laser »).
- L'utilisation de l'appareil à des températures élevées peut accélérer son vieillissement, augmenter le courant de seuil et réduire sa sensibilité ainsi que son rendement de conversion. Contacte le service après-vente si l'appareil surchauffe (voir Importateur/Service).
- Si la température du laser est trop élevée, l'appareil déclenche une alarme et cesse d'émettre de la lumière.
Durée de vie #
Le fabricant recommande les mesures suivantes pour prolonger la durée de vie du produit :
- Assure une ventilation suffisante dans la zone de travail et installe la machine dans un endroit sec, frais et propre. Évite les températures élevées, l'humidité et les risques liés à l'eau.
- Lors de l'utilisation de l'appareil, veille à ce que l'entrée d'air située au bas du laser ne soit pas obstruée et veille à ce qu'il n'y ait rien dans un rayon d'un mètre pour permettre une circulation d'air fluide. Assure-toi que la sortie d'air supérieure se trouve à un mètre de hauteur.
- Empêche tout corps étranger (y compris les liquides) de pénétrer dans la soudeuse laser par le haut, car cela pourrait endommager l'appareil et causer des blessures.
Nettoyage #
- Ne plie pas l'ensemble câble-tuyau, car cela risquerait d'endommager les fibres de verre qu'il contient.
- Nettoie régulièrement l'appareil pour enlever la poussière et la saleté.
- Nettoie la torche de soudage uniquement avec des chiffons secs ; n'utilise pas d'air comprimé.
- Si tu constates un dommage, contacte Maxphotonics .
- Pour garantir un fonctionnement en toute sécurité, la machine doit faire l'objet d'inspections régulières par notre équipe de maintenance.
- Les buses et les lunettes de sécurité doivent être inspectées et remplacées dès les premiers signes de détérioration (voir « Remplacement des buses » et « Remplacement des lunettes de sécurité »).
Risques liés au soudage au laser #
Informations supplémentaires #
Rayonnement laser #
- Respecte les consignes de sécurité pour éviter toute exposition accidentelle à des faisceaux invisibles, directs ou réfléchis.
- Utilise le système uniquement dans la zone désignée pour le contrôle du laser.
Risques pour la santé #
L'exposition au laser peut causer de graves lésions à la rétine ou à la cornée, pouvant entraîner des lésions oculaires irréversibles et éventuellement des lésions cutanées.
Informations supplémentaires #
Lésions oculaires #
Soudeuse laser #
Pendant le soudage, des rayonnements visibles et invisibles sont émis, ce qui peut présenter un danger pour l'utilisateur. L'interaction entre le faisceau laser de forte puissance et le matériau à souder peut entraîner un rayonnement laser diffus.
Le soudage peut générer un plasma qui émet des rayons ultraviolets et de la « lumière bleue ». Ces émissions peuvent provoquer une conjonctivite, des lésions photochimiques de la rétine et des réactions cutanées semblables à des coups de soleil. Les utilisateurs exposés aux rayons UV sans protection adéquate risquent de subir des lésions oculaires irréversibles.
- Le fabricant recommande à toutes les personnes présentes dans la zone du laser de porter un équipement de protection individuelle, notamment des lunettes de protection laser ou un casque de soudage laser, afin de protéger les yeux et la peau contre le faisceau laser réfléchi et diffus, ainsi que contre la lumière laser intense, les rayons ultraviolets, la chaleur et les étincelles.
Dévidoir n°
Si tu enfiles le fil de soudure et que tu le déplaces à la main, tu risques de te blesser aux yeux.
- Ne regarde pas directement le raccord de la gaine de la torche sur le dévidoir.
- Ne regarde pas directement vers la sortie de la gaine de la torche.
- Ne regarde pas directement dans la buse d'alimentation en fil.
- Porte un équipement de protection individuelle, comme des lunettes de sécurité, un casque de soudage laser ou un masque de soudage laser, pour protéger ton visage et tes yeux.
Lésions cutanées #
Pendant le soudage, les utilisateurs sont exposés à un risque de lésions cutanées dues aux rayonnements infrarouges et ultraviolets. Ces types de rayonnements peuvent provoquer des brûlures cutanées qui augmentent le risque de cancer de la peau et de vieillissement prématuré de la peau. Les étincelles de soudage peuvent également causer des brûlures. Après un soudage au laser, les matériaux traités peuvent rester extrêmement chauds.
- Il est recommandé à l'utilisateur et aux personnes présentes dans la zone contrôlée par le laser de porter des vêtements de protection, tels que des vêtements de sécurité anti-laser, des gants résistants à la chaleur, des casquettes, des tabliers en cuir et d'autres vêtements résistants au laser et à la chaleur.
- Garde les manches et le col boutonnés.
- Ne pose jamais les pièces traitées dans une position où le laser pourrait traverser la pièce, car cela peut être dangereux.
Risques liés aux reflets #
L'ouverture de sortie du soudeur laser portatif peut générer un faisceau laser secondaire qui est émis sous différents angles. Ce phénomène, dans lequel le faisceau principal génère un faisceau divergent lorsqu'il est réfléchi sur une surface plane, est appelé « réflexion spéculaire ».
Même si l'énergie du faisceau laser secondaire est nettement inférieure à celle du faisceau laser principal, son intensité peut tout de même être suffisante pour causer des lésions aux yeux, à la peau ou à certaines surfaces.
- Porte un équipement de protection individuelle adapté : lunettes de protection laser/casque de soudage laser, gants de protection laser, tablier de protection laser.
- L'utilisateur et les tiers doivent toujours tenir compte des réflexions possibles. Une mauvaise configuration des paramètres du laser peut entraîner davantage de réflexions.
- L'utilisateur et les personnes présentes doivent toujours rester derrière la torche de soudage.
- Assure-toi que personne ne se trouve dans la zone de réflexion et qu'aucun matériau inflammable n'est présent pendant le soudage.
- Utilise une buse adaptée à la position de soudage.
- Lorsque tu soudes des matériaux très réfléchissants (comme l'aluminium ou le cuivre), fais particulièrement attention, car une partie de l'énergie du faisceau laser peut être réfléchie par la zone de soudage.
- Assure-toi de connaître le cône de réflexion prévu pour chaque pièce traitée et évite de regarder dans ce cône ou d'y placer une partie de ton corps.
Informations supplémentaires #
Risque lié aux rayonnements secondaires #
Le processus de soudage génère à la fois un rayonnement lumineux visible et invisible. L'interaction entre le faisceau laser de forte puissance et le matériau soudé peut entraîner la production de rayons ultraviolets (UV) et de plasmas qui émettent de la « lumière bleue ». Ce rayonnement peut causer divers problèmes de santé, tels que la conjonctivite, des lésions photochimiques de la rétine et des réactions cutanées semblables à des coups de soleil.
Les utilisateurs exposés à ces rayons UV invisibles sans mesures de protection adéquates risquent de subir des lésions oculaires irréversibles. Même une brève exposition aux rayons UV pendant le soudage peut provoquer des symptômes tels qu'une vision floue, une sensation de brûlure, un larmoiement excessif, des douleurs oculaires et une irritation – souvent décrites comme une sensation de sable dans les yeux.
- Consulte immédiatement un médecin si des symptômes apparaissent.
Risque d'explosion #
Les bouteilles de gaz présentent un risque d'explosion si elles sont endommagées ou placées à proximité de la zone de soudage.
- Range les bouteilles de gaz de protection dans un endroit sûr où elles ne risquent pas d'être endommagées par des chocs ou par l'exposition au soudage au laser.
- Garde les bouteilles de gaz d'atmosphère à l'écart des sources de chaleur, des étincelles et des flammes.
- Place les bouteilles de gaz d'atmosphère en position verticale et fixe-les à un support solide.
- Assure-toi que le détendeur fonctionne correctement et qu'il est adapté au gaz et à la pression utilisés.
- Assure-toi que la pression du gaz est bien réglée.
- Vérifie que les tuyaux et les raccords sont adaptés à l'utilisation prévue et en parfait état.
Risque d'incendie #
La chaleur et les étincelles produites lors du soudage peuvent enflammer les matériaux inflammables situés à proximité de la zone de soudage ou provoquer leur explosion.
- Éloigne les matériaux inflammables de la zone de soudage, car la chaleur et les étincelles produites pendant le soudage peuvent provoquer des incendies ou des explosions.
- Ne travaille pas dans des environnements contenant des substances inflammables ou combustibles. Effectue le soudage au laser uniquement dans des zones exemptes de matériaux combustibles.
- N'effectue jamais de travaux de soudure sur des conteneurs qui contiennent, ou sont susceptibles de contenir, des matières inflammables ou combustibles.
- Garde des extincteurs à proximité, dans un endroit facilement accessible, et veille à ce que le personnel soit formé à leur utilisation correcte.
- Le laser peut enflammer des substances volatiles telles que l'alcool, l'essence, l'éther et d'autres solvants. Prends les précautions de sécurité nécessaires et évite toute exposition aux solvants, aux matériaux inflammables et aux gaz pendant l'installation et l'utilisation de l'appareil.
Comportement à adopter en cas d'accident #
- Actionne l'interrupteur d'arrêt d'urgence (voir Interrupteur d'arrêt d'urgence).
- Respecte toutes les consignes de sécurité indiquées ainsi que les mesures générales de prévention des accidents en vigueur dans l'entreprise.
- Consulte immédiatement un médecin.
Comportement à adopter en cas d'incendie #
- Éteins la machine (voir « Mise hors tension de la soudeuse laser »).
- Respecte toutes les consignes de sécurité indiquées ainsi que les mesures générales de prévention des incendies en vigueur dans l'entreprise.
- Consulte un médecin.
Risques liés aux fumées de soudage #
Les fumées de soudage peuvent être composées de particules fines et de gaz provenant de la combinaison des matériaux de soudage, des métaux d'apport, des gaz de protection, des peintures, des revêtements, des réactions chimiques et de la pollution atmosphérique. Les fumées de soudage peuvent avoir des effets néfastes sur les poumons, le cœur, les reins et le système nerveux central.
L'interaction du laser avec les matériaux cibles, comme les plastiques, les métaux et les composites, peut entraîner leur vaporisation et produire des nuages toxiques et dangereux de fumées et de vapeurs. Ceux-ci sont souvent invisibles et représentent un risque grave pour la santé. Effectuer des travaux de soudage dans des espaces clos mal ventilés est extrêmement dangereux, car des concentrations toxiques de fumées et de gaz peuvent s'accumuler rapidement, pouvant entraîner une perte de conscience ou une suffocation. Le rayonnement ultraviolet émis pendant le soudage réagit avec l'oxygène et l'azote présents dans l'air pour générer de l'ozone et de l'oxyde d'azote, qui peuvent être mortels à forte concentration. Les gaz de protection utilisés pendant le soudage peuvent déplacer l'air, causant des blessures corporelles, voire la mort.
Pour réduire ces risques :
- Installe des systèmes d'aspiration pour éliminer les fumées, les vapeurs, les particules et les résidus dangereux de la zone de travail.
- Lis les fiches de données de sécurité et les avertissements fournis avec les matériaux de soudage et respecte-les.
- Note que, en plus du système d'extraction, un apport d'air frais peut s'avérer nécessaire dans les petits espaces ou dans d'autres situations à risque.
- Travaille toujours dans des endroits bien aérés.
- Surveille régulièrement la qualité de l'air pour déterminer la concentration de vapeurs nocives dans la zone de travail.
- Éloigne ta tête de la source de fumées pendant que tu soudes pour éviter d'être exposé à ces fumées dangereuses.
- Porte un masque de protection respiratoire dans les espaces confinés ou dans toute autre situation où cela s'avère nécessaire.
Mesures de sécurité relatives aux lasers #
Informations supplémentaires #
Équipement de protection individuelle (EPI) #
Que le laser soit installé dans un nouveau système ou qu'un système existant soit modernisé, c'est à toi seul qu'il revient de déterminer si l'équipement de protection individuelle est adapté.
Tout équipement de protection individuelle doit être adapté à la puissance de sortie et à la gamme de longueurs d'onde de la machine et doit offrir une protection adéquate. Il faut également tenir compte des risques liés au rayonnement secondaire générés par le processus de soudage.
Pour éviter les blessures aux yeux et à la peau ainsi que les lésions auditives, il faut porter des vêtements et des équipements de protection conformes à la réglementation en vigueur.
Les vêtements doivent être pratiques (ajustés) et ne doivent pas gêner les mouvements. Si tu as les cheveux longs, tu dois absolument les attacher dans un filet.
L'équipement de protection individuelle comprend :
- Lunettes de sécurité laser
- Casque de soudage au laser
- Protection auditive
- Gants de sécurité
- Chaussures de sécurité
- Vêtements longs
Informations supplémentaires #
Lunettes de protection laser ou casque de soudage laser #
Porte des lunettes de protection laser certifiées EN 207:2017 ou un casque de soudage laser conforme aux exigences relatives à la puissance de sortie du laser. Les lunettes de protection laser et le casque de soudage laser doivent assurer une protection sur toute la gamme de longueurs d'onde de l'appareil.
Le port de lunettes de protection laser ou d'un casque de soudage laser et d'un masque facial est obligatoire lors de l'utilisation ou de la manipulation du produit.
Les personnes se trouvant à proximité immédiate de la machine doivent porter le même équipement de protection individuelle.
Pour la puissance laser : jusqu'à 2 000 W en mode continu (CW)
And direct or near indirect exposure (e.g. < 1 m distance)
Niveau de protection laser recommandé pour les équipements de sécurité :
- OD9+ pour 1070 nm à 1075 nm, D LB6 + IR LB8 + M LB9
- OD8+ pour 1075 nm à 1080 nm, D LB6 + IRM LB8
- OD7+ pour 1080 nm à 1087 nm, D LB6 + IRM LB7
Casque de soudage au laser : Règlement (UE) 2016/425 sur les EPI, EN ISO 16321-1:2022, EN ISO 16321-2:2021, EN 207:2017
Niveau de protection laser du matériau : 900-1100 D LB5 / LB7 R LB8 CE
Niveau de protection laser de la fenêtre d'observation : 900-1080 D LB7 IR LB8 CE
Recommandation n°
|
Symbole |
Explication |
|---|---|
|
|
On te conseille de porter un casque de soudage au laser.
|

Gants de protection contre les rayons laser #
Porte des gants de sécurité résistants au laser et à la chaleur, qui offrent une protection contre les risques mécaniques conformément à la norme EN 388:2016+A1 et qui sont adaptés aux soudeurs conformément à la norme EN 12477:2001+A1:2005.
Les gants de sécurité doivent offrir une protection contre le rayonnement laser d'une longueur d'onde de 1 070 nm afin d'éviter que l'exposition cutanée ne dépasse la limite maximale admissible. Les gants de sécurité doivent être conformes à la norme EN ISO 11611 pour une utilisation par-dessus des vêtements de protection destinés au soudage et aux procédés similaires. Ils doivent également être conformes à la norme EN ISO 11612 pour une utilisation par-dessus des vêtements de protection destinés à offrir une protection contre la chaleur et les flammes.
Tablier de sécurité laser #
Porte des vêtements de protection certifiés pour le soudage et les procédés similaires, conformément aux normes EN ISO 13688:2013+A1:20221 et EN ISO 11611:2015.
Équipement de sécurité et de protection #
Informations supplémentaires #
Formation du personnel #
Seules les personnes ayant reçu une formation adéquate sont autorisées à utiliser le système de soudage au laser.
Équipement de protection individuelle #
Porte un équipement de protection individuelle (voir « Équipement de protection individuelle (EPI) ») offrant le niveau de protection laser approprié. Tu trouveras les spécifications dans les données techniques.
Code de sécurité n°
Sans la clé de sécurité, tu peux allumer l'appareil de soudage laser à l'aide de l'interrupteur d'alimentation, mais tu ne pourras pas faire fonctionner le laser.
- Position 1 : Laser activé.
- Position 0 : laser désactivé.
Interrupteur de verrouillage de porte et enceinte de sécurité laser #
La soudeuse laser ne doit être utilisée que dans une cellule de soudage laser ou dans une enceinte équipée de dispositifs de sécurité à verrouillage. En cas d'entrée imprévue, le verrouillage (contact de porte) arrête automatiquement le système de soudage laser. Le laser est désactivé.
L'opérateur est chargé d'installer correctement un contacteur de porte adapté permettant l'accès à la zone de travail laser contrôlée et de s'assurer de son bon fonctionnement.
Bouton d'arrêt d'urgence #
L'interrupteur d'arrêt d'urgence éteint immédiatement le laser. Le message « Arrêt d'urgence activé ! » s'affiche sur le panneau de commande.
- Le bouton d'arrêt d'urgence reste bloqué en position enfoncée. Il n'est plus possible de souder.
- En tournant l'interrupteur d'arrêt d'urgence, tu le déverrouilles et il revient à sa position initiale.
Roulettes avec frein #
La soudeuse laser et le dévidoir sont équipés de roulettes avec freins pour plus de stabilité.
Commande des fonctions de la torche de soudage #
Le processus de soudage ne démarre que lorsque la pointe laser de la torche de soudage entre en contact avec la surface de la pièce et que le déclencheur laser est activé.
Équipement du poste de travail #
- C'est l'opérateur qui choisit le poste de travail qu'il va occuper.
- Veille à ce qu'il y ait suffisamment d'espaces de travail, de zones fonctionnelles, d'espaces de rangement et de voies de circulation/évacuation.
- La soudeuse laser est utilisée par une seule personne.
Éléments de commande de l'appareil #
- Poignée sur le boîtier de la soudeuse laser pour une utilisation mobile. L'appareil peut être déplacé et manœuvré.
- Panneau de commande pour la mise en service et le réglage de la soudeuse laser
- Torche de soudage pour souder des pièces
Informations supplémentaires #
Enceinte de sécurité laser #
Travaille dans une enceinte de sécurité laser conforme à la norme CEI 60825-4:2006 :
- Cabine de protection laser / Cellule de soudage laser
- Rideau de sécurité laser
- Cloison de sécurité laser
Aspiration des fumées de soudage #
Installe des systèmes d'aspiration pour éliminer les fumées, les vapeurs, les particules et les résidus dangereux de la zone de travail.
Instructions de travail #
|
|
Pendant le soudage, reste toujours derrière la zone de réflexion et en dehors de la zone de réflexion du laser.
|
|
|
Fais attention quand tu soudes des matériaux très réfléchissants (comme l'aluminium ou le cuivre), car il peut y avoir des réflexions multiples.
|



Zone dangereuse n°
|
|
Pendant le soudage, toute la zone située devant le soudeur laser portatif est considérée comme une zone dangereuse en raison du rayonnement laser émis. Seul l'utilisateur est autorisé à rester à proximité immédiate de la zone de travail. |

Normes et réglementations #
Conformément aux normes et exigences européennes et nationales, les lasers doivent être classés en fonction de leur puissance de sortie et de leur longueur d'onde. Tous les produits laser de la série MA1 sont classés dans la catégorie 4 selon la norme EN 60825-1.
Immunité contre les interférences électromagnétiques #
- EN CEI 61000-6-4:2019
- EN CEI 61000-6-2:2019
Sécurité de l'alimentation électrique #
- EN 62368-1:2014+A11:2017
Sécurité laser #
- ISO 12100:2010
- ISO 11553-2017
- EN 60204-1:2018
Sécurité fonctionnelle #
- EN 60825-1:2014+A11:2021
- CDRH 21 CFR 1040.10
Theo #
La THEO est une plateforme d'apprentissage en ligne qui propose aux opérateurs une formation de base sur l'utilisation et l'entretien en toute sécurité des soudeuses THEO .
Pour découvrir d'autres formations, des guides de configuration des machines et des vidéos sur la sécurité, rends-toi sur le site de THEO à l'adresse suivante : theo.
Les principales offres de la THEO :
- Configuration et utilisation de la machine : tutoriels vidéo étape par étape sur la configuration et le fonctionnement de base des soudeuses laser portatives de la série MA1.
- Rapports sur la sécurité laser : vidéos de formation et consignes sur les dangers liés aux lasers de classe 4, mettant l'accent sur l'évaluation des risques et les mesures de sécurité.
- Équipement de protection individuelle (EPI) : Tutoriels détaillés sur l'utilisation correcte des lunettes de protection contre les lasers infrarouges de 1 080 nm et des autres équipements de protection obligatoires.
- Pratiques de travail sécuritaires : cours en ligne sur la manipulation adéquate, les routines d'entretien et les procédures de sécurité pour garantir le respect des normes du secteur.
Les opérateurs peuvent suivre le module de la THEO en ligne, à leur propre rythme. Les tutoriels vidéo et les supports écrits s'adressent aussi bien aux débutants qu'aux utilisateurs expérimentés, et visent à promouvoir des pratiques de travail sûres et une performance optimale.
Une fois les cours suivis avec succès, les participants reçoivent un certificat.
Enregistre ton appareil MA1 à l'aide de son numéro de série pour accéder à des ressources supplémentaires et obtenir la licence logicielle de l'appareil. L'enregistrement te garantit l'accès à l'ensemble des fonctions et fonctionnalités, ainsi qu'à l'assistance produit.
Description du produit #
Les lasers de la série MA1 sont des produits laser certifiés de classe 4. Ils reposent sur la technologie des lasers à diode et offrent une plage de longueurs d'onde comprise entre 1 070 nm et 1 090 nm, avec un rendement d'environ 30 %.
Le système de soudage laser portatif comprend une soudeuse laser, une torche de soudage, un dévidoir de fil et un système de commande.
Les chiffres de la référence indiquent la profondeur de pénétration de la soudeuse laser portative.
Exemple : MA1-35 : 3,5 mm pour les aciers fortement alliés
Informations supplémentaires #
Contenu de la livraison #
|
Non. |
Composant |
Description |
Quantité |
|---|---|---|---|
|
1 |
Soudeuse laser portable avec torche de soudage et câble d'alimentation |
MA1-35 / MA1-45 / MA1-65 / MA1 ULTRA |
1 |
|
2 |
Câble de mise à la terre |
5 m ou 10 m |
1 |
|
3 |
Lunettes de sécurité laser |
Niveau de protection (OD7+) D LB6+ IRM LB7 Niveau de protection (OD8+) D LB6+ IRM LB8 |
1 |
|
4 |
Buses de soudage |
Buses 1, 3, A, B et buse plate |
2 de chaque |
|
5 |
Lunettes de sécurité |
φ20 * 3 |
5 |
|
6 |
Buses d'alimentation en fil |
0,8 / 1,0 / 1,2 / 1,6 mm |
1 de chaque |
|
7 |
Bâtonnets de nettoyage 1 |
25 pièces |
1 |
|
8 |
Bâtonnets de nettoyage 2 |
25 pièces |
1 |
|
9 |
Dévidoir (vendu à l'unité) |
Avec manchon de torche pour l'acier inoxydable et les rouleaux d'alimentation en fil |
1 |
|
10 |
Câble en boucle |
3 m |
1 |
|
11 |
Mode d'emploi |
/ |
1 |
|
12 |
Consignes de sécurité |
/ |
1 |
|
13 |
Tuyau de gaz |
6,5 m |
1 |
|
14 |
Étiquettes de sécurité |
Attention au rayon laser Porte des lunettes de protection contre les rayons laser ! |
1 de chaque |
Symboles sur la machine #
|
Symbole |
Signification |
|---|---|
|
|
Plaque signalétique |
|
|
Plaque signalétique |
|
|
Rayonnement laser visible ! Évite tout contact direct avec les yeux ! Produit laser de classe 2 |
|
|
Attention à la surchauffe ! Avant utilisation, assure-toi que la température ambiante est comprise entre 0 et 40 °C. En cas de surchauffe, utilise ce produit avec précaution et assure-toi que la dissipation thermique est suffisante. |
|
|
Rayonnement laser visible ! Évite tout contact direct des yeux avec un rayonnement direct ou diffus ! Produit laser de classe 4 |
|
|
Un rayonnement laser invisible ! Évite d'exposer tes yeux et ta peau à un rayonnement direct ou diffus. Produit laser de classe 4 |
|
|
Ne débranche pas les appareils pendant leur fonctionnement ! |
|
|
Attention, laser ! Mets des lunettes de protection contre les rayons laser ! |
|
|
Évite toute exposition ! Ce produit laser de classe 4 émet un rayonnement laser visible et invisible. |
|
|
Rayonnement laser ! Évite tout rayonnement laser direct ou diffus dans les yeux ou sur la peau. |










Présentation du produit #
Informations supplémentaires #
Soudeuse laser #
Informations supplémentaires #
Vue de face #
Le système de soudage au laser est équipé d'un écran industriel de 7 pouces directement relié à l'unité de commande et au système laser. Cette connexion permet de contrôler les appareils et de surveiller leur état.
MA1-35 #

|
1 |
Interrupteur d'arrêt d'urgence |
2 |
Interface de boucle de sécurité |
|
3 |
Raccordement de la torche de soudage |
4 |
Roulettes avec frein |
|
5 |
Bague de verrouillage (interrupteur à clé) |
6 |
Enrouleur de câble |
|
7 |
Affichage |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Interrupteur d'arrêt d'urgence |
2 |
Interface de boucle de sécurité |
|
3 |
Raccordement de la torche de soudage |
4 |
Roulettes avec frein |
|
5 |
Bague de verrouillage (interrupteur à clé) |
6 |
Enrouleur de câble |
|
7 |
Affichage |
|
|
Vue arrière #
La connexion de commande externe de la soudeuse laser est équipée d'une interface RS232 (DB9) et d'une interface EX-CTRL (DB25).
MA1-35 #

|
1 |
Interrupteur d'alimentation |
2 |
Connexion EX-CTRL |
|
3 |
RS-232 : Connexion de maintenance |
4 |
Branchement électrique |
|
5 |
Connexion à la terre |
6 |
ALIMENTATEUR : Raccordement du fil |
|
7 |
Orifice d'entrée du gaz de protection |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Connexion EX-CTRL |
2 |
RS-232 : Connexion de maintenance |
|
3 |
ALIMENTATEUR : Raccordement du fil |
4 |
Connexion à la terre |
|
5 |
Interrupteur d'alimentation |
6 |
Orifice d'entrée du gaz de protection |
|
7 |
Branchement électrique |
|
|
Vue de profil #

|
1 |
Poignée |
2 |
Enrouleur de câble |
|
3 |
Câble à fibre optique |
4 |
Torche de soudage |
Torche de soudage n°

|
1 |
Buse de soudage |
2 |
Tube gradué |
|
3 |
Vis moletée |
4 |
Compartiment en verre de sécurité |
|
5 |
Lentille de mise au point |
6 |
Voyants lumineux |
|
7 |
Interrupteur d'alimentation en fil (marche/arrêt) |
8 |
Déclencheur laser |
|
9 |
Poignée |
10 |
Crochet d'alimentation en fil pour la gaine de la torche |
|
11 |
Raccordement de la gaine de torche |
12 |
Buse d'alimentation en fil |
Dévidoir n°

|
1 |
Dévidoir |
2 |
Bouton d'alimentation manuelle |
|
3 |
Bouton de retrait manuel |
4 |
Interrupteur marche/arrêt |
|
5 |
Poignée |
6 |
Poignée de boîtier |
|
7 |
Raccordement du câble de communication |
8 |
Raccordement de la gaine de torche |
- Le système d'alimentation en fil de soudage comprend un système de commande et un dispositif de positionnement du fil.
- Cet appareil est équipé d'une connexion laser directe, d'un mécanisme à entraînement à deux rouleaux, d'un câblage intégré et d'un boîtier robuste, pour une efficacité et une durabilité accrues.
- Vitesses d'alimentation et de traction du fil de 2 à 100 mm/s
- Options d'alimentation en fil en continu et par impulsions
- Équipé de fonctions automatiques de pompage et de remplissage
- Diamètres de fil de soudage compatibles : 0,8 / 1,0 / 1,2 / 1,6 mm
Voyants lumineux #

|
1 |
Voyant lumineux |
|
|
Le voyant lumineux (1) de la tête de soudage indique différents états de fonctionnement.
|
|
État de défaut Problème au niveau de la tête de soudage ou du laser. |
|
|
Mode veille L'appareil fonctionne normalement. |
|
|
Lumière laser Si le dispositif de sécurité et la buse de soudage touchent simultanément le matériau à souder, le dispositif de sécurité déclenche le processus de soudage. Pour émettre un faisceau laser, il suffit de tenir la tête de la torche et d'appuyer sur le bouton de déclenchement du laser. |



Connexions #
Informations supplémentaires #
Interface de sécurité #

|
1 |
Broche 9 : EXLOCK2- |
2 |
Broche 8 : EMG2- |
|
3 |
Broche 7 : EXLOCK1+ |
4 |
Broche 6 : EMG1- |
|
5 |
Broche 5 : Activation - |
6 |
Broche 3 : EX-CTRL- |
|
7 |
Broche 1 : Défaut 2 |
|
|
|
N° de référence |
Code PIN |
Nom du signal |
Type |
Fonctionnalité |
|---|---|---|---|---|
|
1 |
9 |
EXLOCK2- |
Contact de clôture |
Entrée du canal 2 du circuit de verrouillage Verrouillage de sécurité externe ; contacts sans contact. Le laser ne peut pas être mis en marche si les deux contacts ne sont pas reliés entre eux. Ne branche pas de tension externe. |
|
22 |
EXLOCK2+ |
|||
|
2 |
8 |
EMG2- |
DANS |
Entrée d'arrêt d'urgence 2 Si la tension est faible (0 V), l'arrêt d'urgence n'est PAS déclenché (non valide). Si la tension est élevée (24 V), l'interrupteur d'arrêt d'urgence se déclenche (valide). |
|
21 |
EMG2+ |
|||
|
3 |
7 |
EXLOCK1- |
Contact de clôture |
Entrée du canal 1 du circuit de verrouillage Verrouillage de sécurité externe ; contacts sans contact. Le laser ne peut pas être mis en marche si les deux contacts ne sont pas reliés entre eux. Ne branche pas de tension externe. |
|
20 |
EXLOCK1+ |
|||
|
4 |
6 |
EMG1- |
DANS |
Entrée d'arrêt d'urgence 1 Si la tension est faible (0 V), l'arrêt d'urgence n'est PAS déclenché (non valide). Si la tension est élevée (24 V), l'interrupteur d'arrêt d'urgence se déclenche (valide). |
|
19 |
EMG1+ |
|||
|
5 |
5 |
Activer- |
DANS |
Activer le laser Activation/désactivation du laser ; si la tension est élevée (24 V), le laser est activé. Si la tension est faible (0 V), l'activation du laser est désactivée. |
|
18 |
Activer+ |
|||
|
6 |
3 |
EX-CTRL- |
DANS |
Démarrage externe Commande externe de l'activation/désactivation de l'émission laser ; si la tension est élevée (24 V), l'émission laser est activée. Si la tension est faible (0 V), l'émission laser est désactivée. Si « enable » et « EX-CTRL » sont activés, le laser s'allume. |
|
16 |
EX-CTRL+ |
|||
|
7 |
1 |
Erreur 2 |
OUT |
Sortie d'alarme Connexion à une bande LED externe pour indiquer l'état d'alarme. Les deux contacts sont des contacts de sortie de relais. Si le LASER fonctionne correctement, les deux broches sont ouvertes. Si le LASER présente un défaut, les deux broches sont en contact. |
|
14 |
Erreur 1 |
AVIS N°
Des fonctions supplémentaires, comme la connexion à un cobot ou à un robot, sont disponibles en option via un code d'autorisation.
Accessoires #
Informations supplémentaires #
Buses de soudage #
Quand tu soudes des pièces avec du fil, il est important d'utiliser une buse de soudage adaptée.
Soudage avec dévidoir #

Soudage sans dévidoir #

|
1 |
Buses pour le soudage par sauts |
2 |
Buses pour le soudage des angles intérieurs |
|
3 |
Buses pour soudage par recouvrement |
4 |
Buses pour le soudage bout à bout |
|
5 |
Buses pour le soudage des angles extérieurs |
|
|
Buse d'alimentation en fil #
Lors du soudage à la fil, il faut utiliser une buse d'alimentation adaptée (0,8 à 1,6 mm) au diamètre du fil utilisé pour garantir un guidage fluide de celui-ci.

Mise en service #
DANGER #


Risque d'électrocution
La tension d'alimentation du laser peut être mortelle ; tous les câbles, connecteurs et boîtiers de la machine doivent donc être considérés comme dangereux. Un câblage incorrect peut entraîner des blessures corporelles ou endommager la machine.
- Assure-toi que tous les branchements électriques sont correctement effectués et fixés à l'aide de vis si nécessaire avant de mettre la machine sous tension.
- Assure-toi de bien mettre à la terre le système de soudage laser portable via le conducteur de terre de protection du câble d'alimentation.
- Vérifie que la tension secteur utilisée est bien celle prévue avant de mettre sous tension le système de soudage laser portable afin d'éviter d'endommager la machine. Repère les indications figurant sur ton modèle.
- N'enlève pas les capots de protection, car cela pourrait entraîner un risque d'électrocution et annuler la garantie de l'appareil.
- Note que toutes les connexions externes, à l'exception des connexions d'alimentation, sont conformes à la définition de la très basse tension protégée (PELV) utilisée dans la norme CEI 61140. Les sorties non alimentées des autres appareils connectés à ce produit doivent également être en PELV ou en très basse tension de sécurité (SELV).
AVERTISSEMENT #
Risque lié à une installation incomplète
L'utilisation d'une machine qui n'est pas entièrement installée peut entraîner des blessures graves.
- N'utilise la machine que si elle a été entièrement installée.
- Avant de mettre la machine en marche, assure-toi que tous les équipements de sécurité et de protection sont bien présents et en état de marche.
AVIS N°
Appose des panneaux d'avertissement et d'information sur les lasers !
- Appose les panneaux d'avertissement et d'information relatifs au laser à l'extérieur du boîtier de la machine, à un endroit où ils sont facilement lisibles sans que tu aies à t'exposer au rayonnement laser de la machine ou à tout autre rayonnement optique.
- Appose les panneaux d'avertissement et d'information relatifs au laser à tous les points d'accès.
- Remplace les panneaux d'avertissement et d'information sur les lasers qui sont usés.
AVIS N°
Avant toute utilisation, le système de soudage au laser doit être correctement installé et entièrement raccordé.
Informations supplémentaires #
Déballage #
AVERTISSEMENT #
Risque de blessure lié aux charges lourdes
Soulever et transporter des charges lourdes peut entraîner des blessures au dos.
- Ne porte pas de charges lourdes tout seul.
- Veille à ne pas dépasser le poids maximal autorisé par personne.
- N'utilise que des équipements de levage adaptés et en bon état technique, dotés d'une capacité de levage suffisante.
ATTENTION #
Risque de dommages matériels
Tu risques d'endommager la machine si tu la sors de son emballage en la tirant par le câble et le tuyau ou par le câble.
- Ne soulève pas la machine en la tenant par le faisceau de câbles et de tuyaux ou par le câble.
- Ne pas plier, écraser ou tordre l'ensemble câble-gaine ni le câble.
- Sors les machines une par une.
- À la réception du produit, examine attentivement l'emballage pour vérifier qu'il ne présente pas de traces extérieures de dommages dus au transport.
- En cas de dommages liés au transport, vérifie que le contenu de la livraison n'est pas endommagé et préviens Maxphotonics.

- Ouvre le carton par le haut.
-

- Lis le mode d'emploi.
-
- Sors le chalumeau et les accessoires de leur emballage et vérifie que le câble à fibre optique est intact et en bon état.
-
-
- Sors la soudeuse laser.
- Garde l'emballage d'origine au cas où tu en aurais besoin plus tard pour le rangement ou l'expédition.
- Si tu as des questions, n'hésite pas à contacter le service client.
- Respecte la réglementation locale lors de l'élimination des emballages.




Informations supplémentaires #
Faire un contrôle visuel #
Veuille respecter les consignes suivantes lorsque tu déballes l'appareil de son emballage d'expédition :
- Vérifie soigneusement l'emballage pour t'assurer qu'il ne présente aucun signe extérieur de dommage lié au transport. En cas de dommage lié au transport, vérifie si l'équipement a été endommagé et préviens Maxphotonics.
- Sors l'appareil de son emballage en veillant à ce que le câble à fibre optique reste intact et ne soit pas endommagé.
- L'appareil est emballé dans une caisse en bois avec une isolation en mousse, équipée de coussins en mousse et d'indicateurs de chocs afin de garantir et de faciliter une manipulation en toute sécurité pendant le transport.
- Fais particulièrement attention lorsque tu déballes les composants matériels.
Mise en marche de la soudeuse laser #
AVIS N°
Mise en marche du laser
Il faut activer la machine une fois à l'aide d'un code d'autorisation pour pouvoir l'utiliser.
- Regarde attentivement les vidéos de formation.
- Réussis le test.
Suis les instructions suivantes pour mettre en marche ton poste de soudage laser portable :
- Saisis le lien suivant dans la barre de recherche du navigateur ou scanne le code QR.
- theo.inc/fr/boutique/catégories-de-produits/
-
- Enregistre l'appareil.
- Saisis tes données personnelles.
- Saisis le numéro de série indiqué sur le bon de livraison.
- Regarde attentivement les vidéos de formation.
- Prends des notes.
- Discute des questions en suspens avec tes supérieurs ou les techniciens de service de Maxphotonics.
- Réponds aux questions du test (choix multiple).
- Clique sur le bouton « Envoyer » pour obtenir les résultats du test.
- Une fois le test réussi, le code d'autorisation pour l'appareil de soudage laser portable t'est envoyé par e-mail.
- Saisis le code d'autorisation dans le champ « Code d'autorisation » du menu « Machine » ; voir « Informations système ».
Configuration du système de soudage au laser #
ATTENTION #

Risque de blessure pendant l'installation
Lors de la mise en place du système de soudage au laser, celui-ci peut ne pas être encore stable. Il existe un risque de blessure lié au renversement, à la chute ou au déplacement de pièces de la machine.
- Porte des gants de sécurité et des chaussures robustes lorsque tu installes la machine.
- Installe la machine sur une surface plane.
- Bloque les roulettes de la machine à l'aide des freins pour éviter qu'elle ne roule tout seule.
ATTENTION #

Risque de trébucher et de tomber
Des câbles mal acheminés peuvent entraîner des blessures dues à des trébuchements ou à des chutes.
- Après l'installation et avant la mise en service du système de soudage laser, assure-toi que les câbles sont correctement posés et qu'ils ne forment ni boucles ni obstacles.
AVIS N°
Avant toute utilisation, le système de soudage au laser doit être correctement installé et entièrement raccordé.

|
a |
Câble d'alimentation |
b |
Câble en boucle |
|
c |
Connexion EX-CTRL (interrupteur de verrouillage de porte) |
d |
Orifice d'entrée du gaz de protection |
|
e |
Connexion à la terre |
f |
Câble de communication |
|
g |
Doublure de torche |
|
|
Informations supplémentaires #
Branchement de la soudeuse laser #
ATTENTION #
Risque d'endommagement de l'appareil
La soudeuse laser sera irrémédiablement endommagée si la pince de fixation de la pièce est connectée à la torche de soudage.
- Fixez uniquement la pince de serrage à la pièce à souder.
AVIS N°
Assure-toi que l'interrupteur d'alimentation de la soudeuse laser est bien éteint avant de brancher le système de soudage laser.
AVIS N°
Interrupteur de verrouillage de porte
Le raccordement sur place du commutateur de verrouillage de porte est à la charge de l'exploitant.
- Branche le câble d'alimentation (a) du système de soudage laser à la source d'alimentation.
- Branche le câble en boucle (b) à l'avant de la soudeuse laser. Fixe l'autre extrémité du câble en boucle à la pièce ou au plateau de la table à l'aide de la pince de fixation.
- Raccordez le connecteur de l'interrupteur de verrouillage de porte (c) à la soudeuse laser et serre bien les deux vis.
- Raccordez le tuyau de gaz (d) à l'orifice d'entrée du gaz de protection situé à l'arrière de la soudeuse laser (voir « Raccordement du gaz »).
- Branche le câble de mise à la terre (e) pour assurer une connexion sûre entre la cosse de mise à la terre du boîtier du laser et la mise à la terre de l'installation (voir la procédure de mise à la terre électrostatique).
Raccordement du dévidoir au poste de soudage laser #
- FEEDER : Raccordez le câble de communication/câble du dévidoir (f) au connecteur FEEDER situé à l'arrière de la soudeuse laser et au connecteur FEEDER du dévidoir.
Raccordement du dévidoir à la torche de soudage #
- Raccordez le manchon de torche (g) au dévidoir (voir « Raccordement du manchon de torche au dévidoir ») et au module du dévidoir (voir « Raccordement du manchon de torche à la torche de soudage »).
Procédure de mise à la terre électrostatique #
Il est important d'établir une connexion sécurisée entre la vis de mise à la terre du boîtier du laser et la mise à la terre de l'installation à l'aide du câble de mise à la terre fourni, afin d'éviter tout dommage éventuel au laser dû à l'électricité statique.

|
1 |
Raccordement du câble de terre MA1-35 |
2 |
Raccordement du câble de terre pour les modèles MA1-45, MA1-65 et MA1-ULTRA |
- Branche le câble de mise à la terre à la borne de mise à la terre de la soudeuse laser.
-

- Relie le câble de terre à la prise de terre de l'installation.

Raccordement du gaz #
La tête de soudage est refroidie par un gaz de protection, ce qui nécessite de maintenir une pureté optimale du gaz et une pression d'air adéquate. En général, on utilise de l'azote et de l'argon comme gaz de protection. La pureté du gaz de protection doit être de 99,99 % et la pression d'entrée du gaz doit être comprise entre 0,8 et 1,5 bar. Pour un processus de soudage efficace, il est essentiel d'utiliser un détendeur avec un débitmètre (débit nominal d'au moins 8 l/min) pour contrôler précisément le débit d'air.
- Raccordez un tuyau de gaz d'un diamètre extérieur de 6 mm à l'arrivée de gaz.
- Règle le débit de gaz entre 8 et 12 l/min.
- Sélectionne le bouton « Gas Manual » (Commande manuelle du gaz) en mode Expert pour régler le débit de gaz.
Remplacer les buses #
Pour changer les buses de soudage et d'alimentation en fil, dévisse la buse du support et visse la nouvelle buse.
Préparation du dévidoir #
ATTENTION #
Risque d'écrasement lors de l'ouverture et de la fermeture du boîtier
Tu risques de te blesser aux mains et aux doigts.
- Fais attention à tes mains et à tes doigts lorsque tu ouvres et fermes le boîtier.
Informations supplémentaires #
Changer la bobine de fil #
Les bobines sont disponibles avec des diamètres de trou différents. Il peut donc être nécessaire d'utiliser un adaptateur.

|
1 |
Écrou de fixation |
2 |
Bobine de fil |
|
3 |
Broche |
4 |
Clous |
- Ouvre le boîtier à l'aide de la poignée.
- Desserre l'écrou de fixation (1) de la bobine de fil (2).
- Retire la bobine de fil.
- Installe la nouvelle bobine de fil sur l'axe (3).
- Serre l'écrou de fixation.
Remplacer les rouleaux d'alimentation du fil #

|
1 |
Levier |
2 |
Rouleaux d'alimentation |
Le type de fil (U, V) et son épaisseur sont indiqués sur les rouleaux d'alimentation. Les rouleaux d'alimentation de type U sont utilisés pour le soudage avec du fil d'aluminium, tandis que les rouleaux de type V sont utilisés pour le soudage avec du fil d'acier inoxydable ou d'acier.
- Abaisse les deux leviers (1).
- Desserre les vis de fixation des rouleaux d'alimentation en fil (2).
- Retire les rouleaux d'alimentation en fil.
- Installe les nouveaux rouleaux d'alimentation en fil.
- Serre les vis de fixation.
- Remets les deux leviers en position haute.
Enfiler le fil de soudage #
AVERTISSEMENT #
Risque de blessure
Si tu enfiles le fil de soudure et que tu le déplaces à la main, tu risques de te blesser aux yeux.
- Ne regarde pas directement le raccord de la gaine de la torche sur le dévidoir.
- Ne regarde pas directement vers la sortie de la gaine de la torche.
- Ne regarde pas directement dans la buse d'alimentation en fil.
- Porte des lunettes de protection.

|
1 |
Levier |
2 |
Fil de soudure |
|
3 |
Rouleaux d'alimentation en fil |
4 |
Raccordement de la gaine de torche |
- Abaisse les deux leviers (1).
- Enfile le fil de soudure (2) sur le côté, sous le levier droit (a).
- Tire le fil de soudage situé au-dessus du rouleau d'alimentation droit (3) pour le faire sortir de l'ouverture, puis enfile-le vers la gauche dans l'ouverture suivante (b).
- Tire le fil de soudage situé au-dessus du rouleau d'alimentation gauche pour le faire sortir de l'ouverture, puis enfile-le vers la gauche dans l'ouverture suivante (c).
- Fais passer le fil de soudage sous le levier gauche pour l'insérer dans le raccord du manchon de la torche (d).
- Fais avancer le fil de soudage jusqu'à ce qu'il dépasse d'environ 10 cm du raccord de la gaine de la torche (e).
- Remets les deux leviers en position haute.
Raccordement de la gaine de la torche au dévidoir #
- Enfile le fil de soudure dans le manchon de la torche.
- Raccordez la gaine de la torche au raccord prévu à cet effet sur le dévidoir.
Préparation du chalumeau #
Informations supplémentaires #
Installation du module d'alimentation en fil #
AVIS N°
Lors du montage du module d'alimentation en fil, assure-toi que la buse d'alimentation en fil est parallèle à la buse de soudage. Le laser pilote, qui est émis par l'ouverture de sortie de la torche de soudage, doit atteindre le centre du fil de soudage déployé.

|
1 |
Vis |
2 |
Module d'alimentation en fil |
|
3 |
Buse d'alimentation en fil |
4 |
Buse de soudage |
- Desserre les vis (1) du module d'alimentation en fil (2).
- Fais glisser le module d'alimentation en fil (2) sur le tube de mesure (a).
- Règle la longueur du tube de mesure ou le plan focal du laser (voir « Réglage du plan focal du laser »).
- Aligne la buse d'alimentation en fil (3) et la buse de soudage (4) de manière à ce qu'elles soient parallèles l'une à l'autre.
- Serre les vis (2) situées sur le côté du module d'alimentation en fil.
Raccordement de la gaine de la torche à la torche de soudage #
AVERTISSEMENT #
Risque de blessure
Si tu enfiles le fil de soudure et que tu le déplaces à la main, tu risques de te blesser aux yeux.
- Ne regarde pas directement le raccord de la gaine de la torche sur le dévidoir.
- Ne regarde pas directement vers la sortie de la gaine de la torche.
- Ne regarde pas directement dans la buse d'alimentation en fil.
- Porte des lunettes de protection.
AVIS N°
Si possible, dispose la gaine de la torche bien à plat ou en lui donnant un grand rayon de courbure pour que le fil de soudage ne perce pas l'ensemble câble-tuyau lorsqu'il est déployé.
Si le fil de soudage a été enfilé à nouveau, il faut le faire passer une fois entièrement à travers la gaine de la torche jusqu'au bout.

|
1 |
Buse d'alimentation en fil |
2 |
Raccord rapide de la buse d'alimentation en fil |
|
3 |
Crochet d'alimentation en fil pour la gaine de la torche |
|
|
- Fais sortir le fil de soudage du manchon de la torche d'environ 10 cm (voir « Utilisation du dévidoir »).
- Enfile le fil de soudage dans la buse d'alimentation (1).
- Raccordez le manchon de la torche au raccord rapide de la buse d'alimentation en fil (2).
- Laisse le fil de soudage dépasser d'environ 1 cm de la gaine de la torche.
- Fais passer la gaine de la torche à travers le crochet d'alimentation en fil (3).
Réglage du plan focal du laser #

|
1 |
Tube gradué |
2 |
Échelle |
|
3 |
Écrou |
|
|
Une échelle (2) allant de -15 à +15 est graduée sur le tube de visée (1). En fonction de la pièce à souder, le plan focal du faisceau laser peut être réglé en conséquence.
|
Paramètres |
Description |
|---|---|
|
de 0 à -15 |
L'attention se porte désormais sous la surface de la pièce à souder. Ces réglages sont utilisés, par exemple, pour la tôle épaisse. |
|
0 |
Le point focal du faisceau laser se trouve directement sur la surface de la pièce à souder. |
|
de 0 à +15 |
L'attention se porte désormais sur la surface de la pièce à souder. Ces réglages sont utilisés, par exemple, pour la tôle fine. |
- Desserre l'écrou (3) à la main (a).
- Tire ou enfonce (b) le tube gradué (1) jusqu'à la valeur souhaitée, en fonction du matériau et de son épaisseur.
- Serre l'écrou à la main.
Opération n°
DANGER #
Risque d'électrocution
La tension d'alimentation du laser peut être mortelle ; tous les câbles, connecteurs et boîtiers de la machine doivent donc être considérés comme dangereux. Un câblage incorrect peut entraîner des blessures corporelles ou endommager la machine.
- Assure-toi que tous les branchements électriques sont correctement effectués et fixés à l'aide de vis si nécessaire avant de mettre la machine sous tension.
- Assure-toi de bien mettre à la terre le système de soudage laser portable via le conducteur de terre de protection du câble d'alimentation.
- Vérifie que la tension secteur utilisée est bien celle prévue avant de mettre sous tension le système de soudage laser portable afin d'éviter d'endommager la machine. Repère les indications figurant sur ton modèle.
- N'enlève pas les capots de protection, car cela pourrait entraîner un risque d'électrocution et annuler la garantie de l'appareil.
- Note que toutes les connexions externes, à l'exception des connexions d'alimentation, sont conformes à la définition de la très basse tension protégée (PELV) utilisée dans la norme CEI 61140. Les sorties non alimentées des autres appareils connectés à ce produit doivent également être en PELV ou en très basse tension de sécurité (SELV).
AVERTISSEMENT #
Rayonnement laser – laser de classe 4
La machine répond aux exigences applicables aux produits de classe laser 4.
- Respecte les réglementations légales et locales en vigueur en matière de sécurité laser.
- Il est interdit d'intervenir sur la machine ou d'y apporter des modifications.
- Les réparations ne doivent être effectuées que par Maxphotonics .
AVERTISSEMENT #
Risque lié à l'utilisation du système de soudage au laser par du personnel non formé
Des réglages incorrects effectués par du personnel non formé peuvent entraîner des blessures graves et endommager le système.
- Assure-toi que seules des personnes formées effectuent les saisies sur l'écran.
AVERTISSEMENT #



Risque de blessure dû à l'absence d'équipement de protection individuelle
Le processus de soudage au laser comporte divers risques.
- Porte ton équipement de protection individuelle, qui comprend des lunettes de protection laser, un casque de soudage laser ou un masque de protection laser, des gants de protection laser, un tablier de protection laser et, si nécessaire, une protection auditive.
- Assure-toi que l'ensemble de l'équipement de protection individuelle est adapté à la puissance de sortie et à la gamme de longueurs d'onde indiquées sur l'étiquette de sécurité du laser.
- Porte des vêtements longs qui couvrent entièrement la peau et garde les manches et le col boutonnés.
AVERTISSEMENT #
Risque de blessure
Des équipements de sécurité et de protection défectueux ou hors d'usage peuvent entraîner des blessures graves.
- Avant de mettre la machine en marche, assure-toi que tous les équipements de sécurité et de protection sont bien présents et en état de marche !
- Fais réparer les équipements de sécurité et de protection défectueux.
- Ne désactive jamais les dispositifs de sécurité et les équipements de protection.
AVERTISSEMENT #
Risque lié à une installation incomplète
L'utilisation d'une machine qui n'est pas entièrement installée peut entraîner des blessures graves.
- N'utilise la machine que si elle a été entièrement installée.
- Avant de mettre la machine en marche, assure-toi que tous les équipements de sécurité et de protection sont bien présents et en état de marche.
AVERTISSEMENT #


Risque d'incendie et d'explosion
La chaleur et les étincelles produites lors du soudage peuvent provoquer des incendies ou des explosions.
- Sois conscient des risques potentiels liés au soudage et prends les précautions nécessaires.
- Assure-toi que tous les matériaux inflammables et combustibles sont maintenus à une distance de sécurité de la zone de soudage.
- Ne procède au soudage au laser que dans les zones balisées, exemptes de matériaux inflammables.
- Évite de souder des récipients contenant des substances inflammables ou combustibles. Si tu ne sais pas ce qu’il y a dedans, considère-les comme potentiellement dangereux.
- Garde toujours un extincteur à portée de main et assure-toi que tout le personnel chargé du soudage a suivi une formation complète sur l'utilisation des extincteurs.
AVERTISSEMENT #
Risque de blessure lié à un système de soudage au laser défectueux
L'utilisation d'un système de soudage au laser défectueux peut entraîner des blessures graves et endommager le système.
- N'utilise le système de soudage au laser que s'il n'est ni défectueux ni endommagé et qu'aucune pièce ne manque ou n'est desserrée.
ATTENTION #
Risque de surchauffe
La soudeuse laser est refroidie par air, et la torche de soudage est refroidie au gaz. Un fonctionnement à des températures plus élevées peut accélérer le vieillissement, augmenter le courant de seuil et réduire le rendement.
- Assure-toi que la zone de travail est bien aérée.
- Éteins la soudeuse laser et contacte le service après-vente si l'appareil surchauffe.
ATTENTION #
Risque de trébucher et de tomber
Des câbles mal acheminés peuvent entraîner des blessures dues à des trébuchements ou à des chutes.
- Après l'installation et avant la mise en service du système de soudage laser, assure-toi que les câbles sont correctement posés et qu'ils ne forment ni boucles ni obstacles.
Informations supplémentaires #
Utilisation de la soudeuse laser #
AVERTISSEMENT #
Risque de blessure en cas d'utilisation non conforme
Pendant le fonctionnement, des accidents peuvent se produire si des personnes non autorisées utilisent la machine.
- Ne laisse pas la machine sans surveillance pendant son fonctionnement.
- Retire la clé de sécurité pour empêcher toute personne non autorisée d'utiliser la machine.
Informations supplémentaires #
Mise en marche de la soudeuse laser #
- Mets la machine à souder au laser sous tension à l'aide de l'interrupteur situé à l'arrière.
- Les consignes de sécurité s'affichent à l'écran.
-
- Confirme les consignes de sécurité en cliquant sur le bouton « Accepter ».
- Le mode de base est activé automatiquement.
- Insère la clé de sécurité dans l'interrupteur à clé et tourne-la en position 1.

Lancer le processus de soudage #
DANGER #

Inhalation de fumées de soudage
L'interaction du laser avec les matériaux cibles, comme les plastiques, les métaux et les composites, peut entraîner leur vaporisation et générer des nuages de fumées et de vapeurs toxiques et dangereuses. Celles-ci sont souvent invisibles et représentent un risque grave pour la santé. L'exposition aux fumées de soudage peut avoir des effets néfastes sur les poumons, le cœur, les reins et le système nerveux central.
Dans les pièces fermées mal ventilées, les concentrations de fumées et de gaz toxiques peuvent entraîner une perte de conscience ou une asphyxie, et les oxydes d'azote produits en forte concentration peuvent être mortels.
- Installe des systèmes d'aspiration pour éliminer les fumées, les vapeurs, les particules et les résidus dangereux de la zone de travail.
- Consulte les fiches de données de sécurité et les consignes de sécurité de tous les matériaux de soudage utilisés et respecte-les.
- Note que, en plus du système d'extraction, un apport d'air frais peut s'avérer nécessaire dans les petits espaces ou dans d'autres situations à risque.
- Travaille toujours dans des endroits bien aérés.
- Surveille régulièrement la qualité de l'air pour déterminer la concentration de vapeurs nocives dans la zone de travail.
- Éloigne ta tête de la source de fumées pendant que tu soudes pour éviter d'être exposé à ces fumées dangereuses.
- Porte un masque de protection respiratoire dans les espaces confinés ou dans toute autre situation où cela s'avère nécessaire.
AVERTISSEMENT #
Attention : rayonnement laser !
L'exposition au rayonnement laser peut entraîner des lésions irréversibles de la rétine ou de la cornée.
- Pour éviter tout risque de blessure aux yeux, ne regarde pas directement la sortie du laser et veilleux à porter des lunettes de protection adaptées lorsque tu utilises le laser.
- N'ouvre pas le système de soudage laser portable, car il ne contient aucune pièce ni ne peut être réparé par l'utilisateur.
AVERTISSEMENT #


Risque de blessure dû aux reflets
Des réflexions diffuses et spéculaires peuvent se produire pendant le processus de soudage ; elles peuvent se former sous différents angles à proximité de l'ouverture de sortie de la torche de soudage et causer de graves lésions rétiniennes ou cornéennes. Cela peut potentiellement entraîner des lésions oculaires irréversibles. Les faisceaux laser de classe 4 peuvent également provoquer des incendies et causer des lésions cutanées ou endommager les matériaux lors de la manipulation des appareils ou à proximité de ceux-ci.
- Porte un équipement de protection individuelle adapté : lunettes de protection laser/casque de soudage laser, gants de protection laser, tablier de protection laser.
- L'utilisateur et les tiers doivent toujours tenir compte des réflexions possibles. Une mauvaise configuration des paramètres du laser peut entraîner davantage de réflexions.
- L'utilisateur et les personnes présentes doivent toujours rester derrière la torche de soudage.
- Assure-toi que personne ne se trouve dans la zone de réflexion et qu'aucun matériau inflammable n'est présent pendant le soudage.
- Utilise une buse adaptée à la position de soudage.
- Lorsque tu soudes des matériaux très réfléchissants (comme l'aluminium ou le cuivre), fais particulièrement attention, car une partie de l'énergie du faisceau laser peut être réfléchie par la zone de soudage.
- Assure-toi de connaître le cône de réflexion prévu pour chaque pièce traitée et évite de regarder dans ce cône ou d'y placer une partie de ton corps.
AVERTISSEMENT #

Risque de brûlures sur les surfaces chaudes
Le fait de toucher les surfaces chaudes des pièces à usiner peut provoquer des brûlures.
- Porte l'équipement de protection individuelle : des gants de sécurité laser.
ATTENTION #

Risque de lésions auditives
Le soudage au laser de pièces bruyantes génère un bruit susceptible de causer des lésions auditives.
- Porte des protections auditives.
- Régle les paramètres de soudage sur l'écran (voir Mode de base et Mode expert).
- Vérifie et règle le débit du gaz de protection.
- Vérifie et règle le débit du gaz de protection à l'aide du bouton « Manuel gaz » dans l'onglet « Accueil » du menu « Mode expert» (voir l'onglet « Accueil »).
- Fixez la pince de serrage sur la pièce à souder.
- Respecte les consignes de sécurité :
- L'utilisateur et les éventuels tiers portent l'équipement de protection individuelle prescrit (voir Équipement de protection individuelle (EPI)) et se trouvent en dehors de la zone de danger (voir Zone de danger).
- Le boîtier laser (voir Équipement de la station de travail) est prêt pour le soudage au laser.
- Vérifie les équipements de sécurité et de protection (voir les mesures de sécurité relatives au laser). Les portes sont fermées et le contacteur de verrouillage des portes est connecté à la machine.
- Active le laser à l'aide du bouton « Laser Enable ».
- Un message s'affiche.
-
- Clique sur le bouton Fermer.
- Le laser est activé et prêt à l'emploi.
- Appuie sur la gâchette du laser et maintiens-la enfoncée.

Arrêter le processus de soudage #
- Relâche la gâchette du laser.
Mise hors tension de la soudeuse laser #
- Éteins l'interrupteur d'alimentation situé à l'arrière de la soudeuse laser.
- Insère la clé de sécurité dans l'interrupteur à clé et tourne-la en position 0.
- Retire la clé de sécurité pour empêcher toute personne non autorisée d'utiliser la machine.
- Débranche la fiche d'alimentation de la prise.
Utilisation de l'interface utilisateur #
AVERTISSEMENT #
Risque lié à l'utilisation du système de soudage au laser par du personnel non formé
Des réglages incorrects effectués par du personnel non formé peuvent entraîner des blessures graves et endommager le système.
- Assure-toi que seules des personnes formées effectuent les saisies sur l'écran.

|
1 |
Barre de menu |
2 |
Bouton Mode de base |
|
3 |
Bouton Mode expert |
4 |
Bouton « Paramètres de processus » |
|
5 |
Bouton « Informations système » |
6 |
Bouton « Config » |
|
7 |
Onglets |
8 |
Onglet Accueil |
|
9 |
Onglet « Détails » |
10 |
Onglet « Statut » |
|
11 |
Onglet « Avertissement » |
12 |
Interface utilisateur |
Informations supplémentaires #
Réglage des paramètres #
- Clique sur le champ de saisie à côté du paramètre à modifier.
- Un pavé numérique s'affiche, sur lequel tu peux saisir la valeur souhaitée.
- Clique sur le bouton Entrée pour valider le réglage.
-
- Clique sur le bouton « Enregistrer sous » pour enregistrer les modifications.

- Le jeu de paramètres est enregistré dans le menu Paramètres de processus> Personnaliser. Tu peux y enregistrer jusqu'à 32 jeux de paramètres.
Mode de base #

|
1 |
Bouton Mode de base |
2 |
Paramètre du matériau |
|
3 |
Paramètre d'épaisseur |
4 |
Paramètre de la méthode de soudage |
|
5 |
Bouton d'alimentation du fil |
6 |
Bouton en forme d'écaille de poisson |
|
7 |
Bouton « Activer le laser » |
|
|
- Le menu « Mode de base» (1) te permet de régler les paramètres relatifs au matériau (2), à l'épaisseur (3) et à la méthode de soudage (4).
- L'alimentation en fil se lance à l'aide du bouton « Wire Feed » (5).
- Le motif « écailles de poisson » s'active à l'aide du bouton « Écailles de poisson » (6).
Mode D #
Le mode D n'est disponible que sur la soudeuse laser MA1-35.

Ce mode s'active et se désactive à l'aide du bouton d'arrêt. Tu peux régler des valeurs comprises entre -1 et +2 sur le contrôleur. Le mode D+ ne peut être activé que si le rendement de la machine est ≥ 90 %. En sélectionnant différentes options, tu peux régler la machine pour qu'elle augmente son rendement au-delà de 100 % afin d'obtenir une meilleure profondeur de soudure.
Mode expert #
Clique sur le bouton « Mode expert» pour ouvrir l'interface utilisateur du mode expert et définir les paramètres de soudage avancés ainsi que les réglages détaillés.
Tu peux définir ces paramètres dans le menu « Mode expert», sous les onglets Accueil, Détails, État et Avertissements.
Informations supplémentaires #
Onglet Accueil #
Clique sur l'onglet Accueil pour ouvrir l'interface utilisateur et configurer les paramètres.

|
1 |
Bouton Mode expert |
2 |
Menu d'accueil |
|
3 |
Champ de saisie « Largeur d'oscillation » |
4 |
Champ de saisie de la puissance laser |
|
5 |
Champ de saisie « Fréquence d'oscillation » |
6 |
Bouton d'alimentation du fil |
|
7 |
Bouton « Activer/Désactiver le laser » |
8 |
Bouton manuel de l'accélérateur |
|
9 |
Bouton « Activer le laser » |
|
|
|
Paramètres |
Description |
|---|---|
|
Largeur de l'oscillation |
Réglable de 0 à 4 mm. |
|
Puissance du laser |
Réglable de 0 à 100 %. 100 % = Puissance maximale de la machine |
|
Fréquence d'oscillation |
La fréquence d'oscillation maximale est de 220 Hz à pleine amplitude d'oscillation. Lorsque l'amplitude d'oscillation diminue, la fréquence d'oscillation peut être augmentée en conséquence. |
|
Alimentation en fil |
Active/désactive l'alimentation en fil. |
|
Laser |
Allume le bloc d'alimentation du laser. |
|
Manuel d'utilisation du gaz |
Active/désactive le test manuel du gaz pour vérifier et régler le débit de gaz. |
|
Activer le laser |
Active le laser. La soudeuse laser est prête à émettre. |
Onglet « Détails » #
Clique sur l'onglet « Détails » pour ouvrir l'interface utilisateur et définir les paramètres détaillés.
AVIS N°
Les valeurs de puissance laser, de fréquence de modulation et d'amplitude de modulation sur cette interface correspondent à celles affichées sur la page principale.

|
1 |
Bouton Mode expert |
2 |
Menu Détails |
|
3 |
Bouton d'alimentation du fil |
4 |
Boutons du mode clair |
|
5 |
Champs de saisie des paramètres |
6 |
Bouton « Enregistrer sous » |
|
7 |
Bouton de réglage de l'alimentation en fil |
|
|
|
Paramètres |
Description |
|---|---|
|
Alimentation en fil |
Gris : L'alimentation en fil est désactivée. Orange : L'alimentation en fil est synchronisée avec le laser. |
|
Mode clair |
Le mode clair existe en trois versions :
|
|
Puissance du laser [%] |
Réglage de la puissance de sortie du laser. |
|
Fréquence d'oscillation [Hz] |
Réglage de la fréquence d'oscillation du laser. |
|
Largeur de balancement [mm] |
Réglage de l'amplitude de l'oscillation. |
|
Temporisation de l'allumage [ms] |
Réglage de la durée de pré-écoulement avant que le laser n'émette. |
|
Temporisation de coupure du gaz [ms] |
Réglage de la durée de post-circulation après l'arrêt du laser. |
Informations supplémentaires #
Configurer le mode d'éclairage #
Le mode Lumière se décline en trois variantes (4). Clique sur l'un des boutons pour définir les paramètres du mode correspondant dans l'interface utilisateur.
|
Mode |
Paramètres |
Description |
|---|---|---|
|
CW Pulse |
Temporisation d'extinction [ms] |
Réglage de la durée de post-fonctionnement une fois que le laser a cessé d'émettre. |
|
Temps de montée en puissance [ms] |
Période de montée en puissance jusqu'à ce que le laser atteigne la puissance souhaitée. Valeur spécifiée : au moins 100 ms. |
|
|
Temps de décélération [ms] |
Période de décélération après la coupure de l'alimentation laser. |
|
|
Pulse |
Fréquence du laser [Hz] |
Nombre d'impulsions laser par seconde. |
|
Facteur de service [%] |
Facteur de marche, rapport entre le temps de fonctionnement et le temps d'arrêt du laser. |
|
|
Tir |
Durée de la prise de vue [ms] |
Durée d'activation du laser. |
|
Intervalle entre les prises de vue [ms] |
Intervalle de temps entre chaque pointage. |
Réglage des paramètres d'alimentation en fil #
AVIS N°
Le dévidoir et le module de dévidoir doivent être connectés à la soudeuse laser pour pouvoir modifier les paramètres d'alimentation en fil.
- Clique sur l'onglet « Détails » dans le menu « Mode expert».
- Clique sur le bouton « Réglage de l'alimentation en fil » pour régler les paramètres d'alimentation en fil dans le menu « Réglage de l'alimentation en fil ».
- Règle la vitesse d'alimentation du fil.
Tu peux aussi accéder au menu « Réglages d'alimentation du fil » via le bouton « Réglages d'alimentation du fil » dans le menu « Paramètres de processus » (voir « Paramètres de processus »).

|
1 |
Boutons CW et Pulse |
2 |
Champs de saisie des paramètres |
|
Mode |
Paramètres |
Description |
|---|---|---|
|
CW Pulse |
Vitesse d'avance du fil [mm/s] |
Réglage de la vitesse d'alimentation du fil Réduis la vitesse pour les petits contours ou les matériaux épais. |
|
Vitesse de retrait [mm/s] |
Une fois l'appareil éteint, le fil est retiré du bain de fusion à la vitesse définie. |
|
|
Délai de transmission [ms] |
Délai après la mise sous tension du laser. Le fil commence à fonctionner une fois le laser allumé. |
|
|
Délai de réinjection [ms] |
Retrait retardé du bain de fusion. |
|
|
Longueur de course [mm] |
Plage de réglage de la distance à laquelle le fil est tiré hors du bain de fusion. |
|
|
Longueur de réalimentation [mm] |
Une fois retiré, le fil est repoussé vers l'avant jusqu'à la position optimale pour démarrer le processus. |
|
|
Pulse |
Durée d'impulsion [ms] |
Durée d'activation du laser. |
|
Lissé de la texture [%] |
Lissage du joint. Plus la valeur est élevée, plus le raccord est lisse. |
Onglet « Statut » #
Clique sur l'onglet « État » pour accéder à l'interface utilisateur et consulter la pression actuelle du gaz, la température de la vitre de sécurité ainsi que des informations sur l'état de fonctionnement du système de soudage laser.

|
1 |
Bouton Mode expert |
2 |
Menu État |
|
3 |
Champ d'affichage de la pression du gaz |
4 |
Champ d'affichage de la température du gaz de protection |
|
5 |
Champs d'état |
|
|
|
Paramètres |
Description |
|---|---|
|
Pression du gaz |
Indique la pression actuelle du gaz de protection. |
|
Température de la lentille P |
Indique la température actuelle de la vitre de protection de la torche de soudage. |
|
Laser |
Vert : le laser est activé. Gris : En attente |
|
Feu rouge |
Vert : Le voyant rouge s'allume. Gris : En attente |
|
Gaz |
Vert : la vanne de gaz d'inertage est ouverte. Gris : En attente |
|
Alimentation en fil |
Vert : L'alimentation en fil est activée. Gris : En attente |
|
Verrouillage de sécurité |
Vert : le contact de porte est fermé. Gray : Le contact de porte est ouvert. |
|
Passage du flambeau |
Vert : le câble en boucle est en contact avec la buse de soudage. Gray : Le circuit de sécurité est ouvert. |
Onglet « Avertissement » #
Clique sur l'onglet « Avertissements » pour afficher toutes les informations relatives aux alarmes générées par le système de soudage laser.
On t'informe des problèmes ou des problèmes potentiels qui nécessitent une dépannage.

|
1 |
Bouton Mode expert |
2 |
Menu d'avertissement |
|
3 |
Avertissement : ça concerne l'utilisateur |
4 |
Avertissement : concerne le service |
|
Paramètres |
Description |
|---|---|
|
Torch Communicate |
La communication entre le laser et la tête de soudage portative ne fonctionne pas correctement. Vérifie si les câbles sont bien branchés (voir « Raccordement de la soudeuse laser ») et contacte le service après-vente (voir « Importateur/Service après-vente »). |
|
Arrêt d'urgence |
Alarme d'arrêt d'urgence du laser : vérifie si le bouton d'arrêt d'urgence est activé. |
|
Alarme de verrouillage |
Vérifie si l'interface de sécurité externe à deux canaux est fermée (interrupteur de verrouillage de porte). |
|
Détection de connexion à la terre |
Si la prise de terre de protection (PE) n'est pas correctement raccordée, la machine déclenche une alarme. Même si aucun défaut à la terre n'est détecté, l'appareil déclenchera tout de même une alarme. Contacte le service après-vente (voir les coordonnées de l'entreprise). |
|
Gaz |
La pression du gaz de protection est trop faible. Vérifie si l'alimentation en gaz de protection est ouverte et si la bouteille de gaz contient suffisamment de pression. |
|
Température de la lentille P |
La température du verre de sécurité est trop élevée. Vérifie :
|
Tous les autres messages d'erreur sont destinés uniquement au service après-vente (voir Importeur/Service) et ne nécessitent aucune intervention de ta part.
Paramètres de processus #
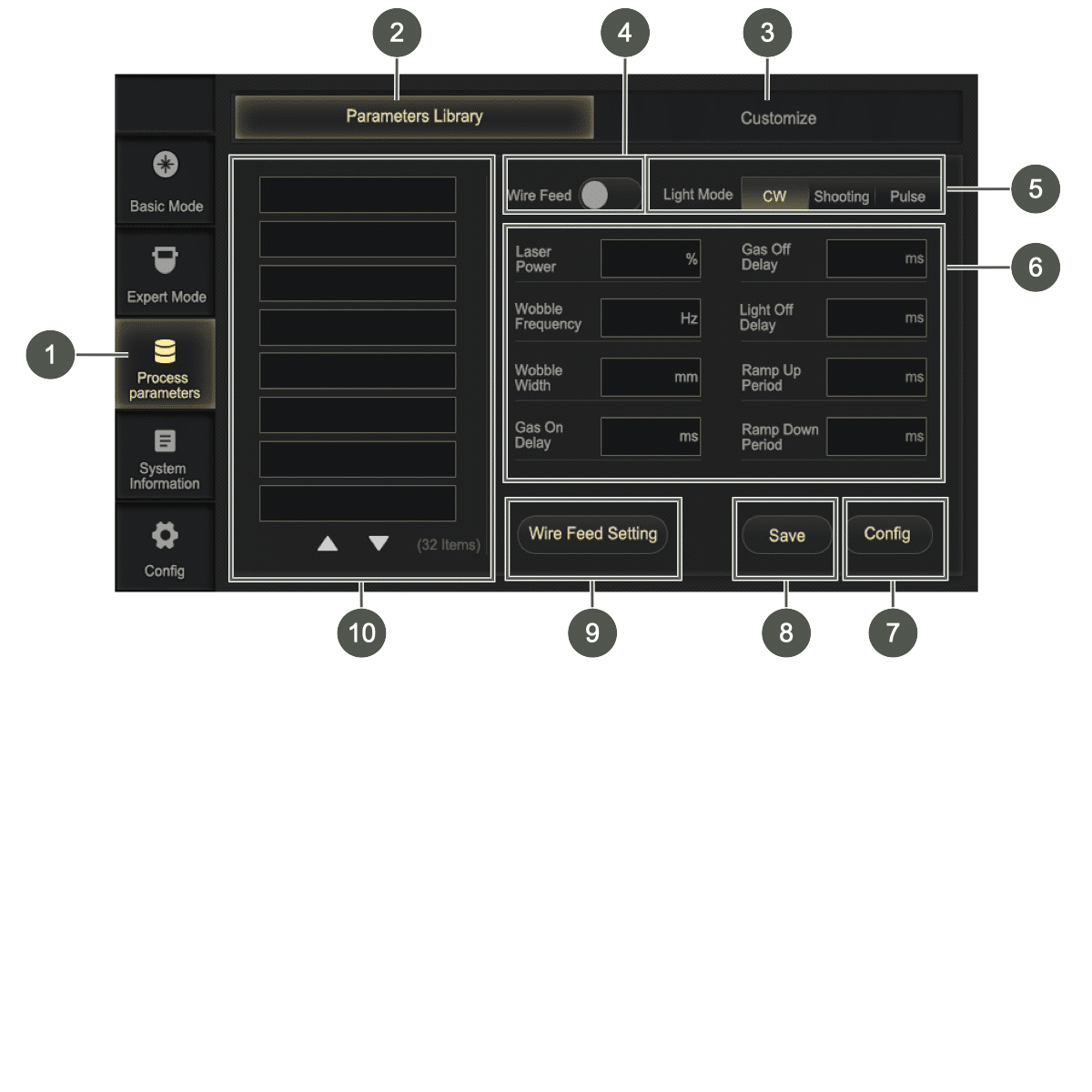
Clique sur le bouton « Paramètres de processus » (1) pour ouvrir l'interface utilisateur et créer et gérer les jeux de paramètres dans les onglets « Bibliothèque de paramètres » (2) et « Personnaliser » (3).
Tu disposes de quatre pages sur lesquelles tu peux enregistrer au total 32 jeux de paramètres.
Pour plus d'informations sur les paramètres, consulte la section Mode expert ; voir Mode expert.
Bibliothèque de paramètres #
Dans l'onglet « Bibliothèque de paramètres » (2) de l'interface utilisateur, tu peux définir des paramètres dans des ensembles de paramètres prédéfinis.
Personnaliser #
Dans l'onglet « Personnalisé » (3) de l'interface utilisateur, tu peux définir des paramètres à l'aide de jeux de paramètres prédéfinis.
Informations supplémentaires #
Gestion des jeux de paramètres #
- Clique sur un jeu de paramètres (10) dans la liste pour afficher les paramètres.
- Clique sur le champ de saisie à côté du paramètre (6) pour modifier ce dernier.
- Un pavé numérique s'affiche, sur lequel tu peux saisir la valeur souhaitée.
- Clique sur le bouton Entrée pour valider le réglage.
-
- Clique sur le bouton « Enregistrer » (8) pour enregistrer les modifications.
- Une boîte de dialogue s'ouvre.
-

- Clique dans le champ de saisie à côté du nom du jeu de paramètres.
- Enregistre le jeu de paramètres.
- Bouton Enregistrer: le jeu de paramètres est mis à jour avec les nouveaux paramètres et le nom du jeu de paramètres existant.
- Bouton « Enregistrer sous » : le jeu de paramètres est enregistré sous le nouveau nom de jeu de paramètres.
- Bouton Annuler: la boîte de dialogue se ferme. Aucune modification n'est enregistrée.
- Clique sur le bouton « Config » (7) si tu veux utiliser le jeu de paramètres sélectionné pour les réglages de soudage actuels.

Créer un ensemble de paramètres #
- Clique sur un champ vide dans la liste des jeux de paramètres.
- Clique sur le bouton « Enregistrer ».
- Une boîte de dialogue s'ouvre.
-
- Clique dans le champ de saisie à côté du nom du jeu de paramètres.
- Donne un nouveau nom à ce jeu de paramètres.
- Crée un nouvel ensemble de paramètres en cliquant sur le bouton Enregistrer.
Supprimer un ensemble de paramètres #
Si le nombre maximal de jeux de paramètres est atteint, il faut soit écraser un jeu de paramètres, soit en supprimer un.
Lorsque tu enregistres le jeu de paramètres, écrase le nom du jeu de paramètres ou saisis le nouveau nom « EMPTY », puis enregistre pour supprimer le jeu de paramètres.
Informations système #
Clique sur le bouton « Informations système » pour afficher les détails du système.
Clique sur la flèche en bas à droite pour afficher les informations sur le laser.

Informations système #
La section « Informations système » affiche des informations importantes telles que les détails de la version et les données commerciales :
- Modèle
- Numéro de série de la carte mère
- N° de série de la torche
- Version du logiciel
- Version du matériel
- Version MCU
- Version laser
- Version du dévidoir
Informations générales #
Les informations suivantes s'affichent dans la zone « Informations générales » :
- Date de commande
- Date d'expiration
- Code d'autorisation
- Date de fabrication
- Temps machine
Le code d'autorisation obtenu lors de la formation peut être saisi dans les « Informations générales » pour déverrouiller la machine ou prolonger son temps de fonctionnement.
Si la date d'expiration du logiciel approche, une boîte de dialogue s'affiche pour t'avertir que l'expiration est imminente.
Pour pouvoir continuer à utiliser l'appareil sans interruption, tu dois contacter le service après-vente (voir Importeur/Service) et demander un nouveau code de licence.

Infos sur le laser #

Paramètres système #
Tu as besoin d'un mot de passe de service pour accéder aux paramètres système. Ce mot de passe n'est attribué qu'aux revendeurs agréés ayant suivi avec succès la formation chez Maxphotonics.
Il n'y a aucun réglage que tu dois effectuer pour faire fonctionner le système.
Utilisation du dévidoir #
AVERTISSEMENT #
Risque de blessure
Si tu enfiles le fil de soudure et que tu le déplaces à la main, tu risques de te blesser aux yeux.
- Ne regarde pas directement le raccord de la gaine de la torche sur le dévidoir.
- Ne regarde pas directement vers la sortie de la gaine de la torche.
- Ne regarde pas directement dans la buse d'alimentation en fil.
- Porte des lunettes de protection.
|
Figure |
Bouton |
Description |
|---|---|---|
|
|
Bouton marche/arrêt / Bouton de mise en marche |
Mise en marche/arrêt du dévidoir. Le bouton s'allume en rouge lorsque l'alimentation en fil est activée. |
|
|
Alimentation manuelle du fil |
Alimentation manuelle du fil. On s'en sert pendant le soudage ou lors du remplacement de la bobine de fil. Le bouton s'allume en vert lorsque le dispositif d'alimentation fait avancer le fil. Pour activer l'alimentation automatique du fil, appuie sur le bouton pendant 5 secondes. Pour l'arrêter, appuie brièvement sur le bouton. L'alimentation en fil peut également être activée et commandée via l'écran de la soudeuse laser (voir Mode Expert) ou via le commutateur d'alimentation en fil situé sur la torche de soudage (voir Torche de soudage). |
|
|
Bouton de retrait manuel |
Retrait manuel du fil. On s'en sert pour les travaux quotidiens de soudure ou de nettoyage. Le bouton s'allume en vert quand on retire le fil. |



Nettoyage et remplacement des pièces d'usure #
Il est indispensable que tu inspectes et vérifies régulièrement les pièces d'usure ; cela permet de réduire les problèmes de soudage et les mauvais résultats, d'augmenter la durée de vie de l'appareil et de garantir ta sécurité.
Ça comprend :
- Verre de sécurité
- Buse de soudage
- Alimentation en fil
DANGER #
Risque de blessure mortelle en cas de modifications inappropriées du système de soudage au laser
Les réparations effectuées par des personnes non qualifiées et l'utilisation de pièces de rechange non homologuées peuvent entraîner des blessures graves, notamment des chocs électriques ou des brûlures, voire la mort, pendant le fonctionnement.
- Les réparations de la machine ne doivent être effectuées que par Maxphotonics.
- N'effectue des interventions que sur les composants décrits dans la section « Nettoyage et remplacement des pièces d'usure ».
- Il est strictement interdit de démonter et de remonter le système de soudage laser portable sans autorisation, car cela peut entraîner des chocs électriques ou des brûlures, ainsi que des dommages aux composants concernés.
- Si tu démonte le produit sans autorisation, la garantie sera annulée.
AVERTISSEMENT #
Risque de blessure lié à un système de soudage au laser défectueux
L'utilisation d'un système de soudage au laser défectueux peut entraîner des blessures graves et endommager le système.
- N'utilise le système de soudage au laser que s'il n'est ni défectueux ni endommagé et qu'aucune pièce ne manque ou n'est desserrée.
AVIS N°
Les réparations ne peuvent être effectuées que par notre service après-vente.
Réparations #
- Si une réparation s'avère nécessaire, contacte Maxphotonics (voir Importateur/Service).
- Emballe le produit dans un emballage adapté (emballage d'origine) et renvoie-le.
- Si la période de garantie du produit a expiré ou si les conditions de garantie ne sont pas remplies, les frais de réparation sont à la charge du client.
- Le fabricant se réserve le droit de modifier la conception ou la structure des produits, et les informations peuvent être modifiées sans préavis.
Pièces de rechange n°
Contacte le service après-vente (voir « Importateur/Service ») ou rends-toi sur la boutique en ligne de Maxphotonics tu as besoin de pièces de rechange.
- Saisis le lien suivant dans la barre de recherche du navigateur ou scanne le code QR.
- theo.inc/fr/boutique/catégories-de-produits/
Informations supplémentaires #
Soudeuse laser #
AVERTISSEMENT #
Risque de blessure
Avant de procéder au nettoyage, débranche l'appareil du secteur.
- Fais effectuer les réparations de l'appareil Maxphotonics par Maxphotonics .
Informations supplémentaires #
Inspection visuelle de la soudeuse laser #
- Vérifie que tous les ventilateurs de refroidissement tournent sans à-coups et de manière régulière lorsqu'ils sont en marche.
- Vérifie que les tuyaux de gaz ne fuient pas.
- Vérifie si le module d'alimentation en fil et l'isolation se sont détachés.
- Vérifie si le câble en boucle est défectueux.
Nettoyage de la soudeuse laser #
La soudeuse laser portable est refroidie par air. Il faut donc nettoyer régulièrement les conduits de ventilation et la grille, au moins tous les deux mois.
Tu dois utiliser régulièrement un aspirateur et de l'air comprimé pour aspirer ou souffler la poussière à l'intérieur de la soudeuse laser.
On te conseille de nettoyer l'appareil une fois par semaine avec de l'air comprimé à une pression maximale de 2 bars.

- Éteins la soudeuse laser à l'aide de l'interrupteur d'alimentation et débranche-la de la prise.
- Attends que la soudeuse laser s'éteigne.
- Nettoie la soudeuse laser dans la partie supérieure à l'air comprimé et élimine les saletés grossières.
Nettoyage de la grille (aspiration) #
AVIS N°
Nettoie régulièrement la grille du système de soudage laser portable, au moins tous les trois mois, pour éliminer la poussière et les impuretés de l'entrée d'air.
- Éteins la soudeuse laser à l'aide de l'interrupteur d'alimentation et débranche-la de la prise.
- Attends que la soudeuse laser s'éteigne.
- Pose l'appareil sur le côté gauche, sur une surface moelleuse.
- Dévisse les 6 vis cruciformes de la grille située sur la face inférieure.
- Retire la grille.
- Passe l'aspirateur sur les trois ouvertures de ventilation rondes et l'ouverture oblongue.
- Nettoie les orifices d'aération avec de l'air comprimé à faible pression.
- Nettoie le boîtier avec un chiffon propre.
Torche de soudage n°
Informations supplémentaires #
Nettoyage de la torche de soudage #
AVIS N°
Nettoie la torche de soudage avec un chiffon sec, pas avec de l'air comprimé.
- Nettoie la torche de soudage avec un chiffon propre.
Remplacer le verre de sécurité #
ATTENTION #
Dommages causés à l'appareil
Le faisceau optique du soudeur laser portatif passe à travers une vitre de protection dotée d'un revêtement antireflet. Toute trace de poussière ou de saleté sur cette vitre peut causer de graves dommages, entraînant la surchauffe du soudeur laser portatif ou un dysfonctionnement des dispositifs optiques en aval.
- Remplace le verre de sécurité à intervalles réguliers, en fonction de l'utilisation de la soudeuse laser.
AVIS N°
Ne touche pas le verre de sécurité directement avec les doigts. Un contact direct avec la peau peut contaminer le verre de sécurité et le rendre inutilisable.
Si de la suie se forme pendant le soudage ou si la puissance du laser diminue, cela peut être dû à un verre de protection encrassé.

|
1 |
Vis moletée |
2 |
Compartiment en verre de sécurité |
|
3 |
Arbre |
4 |
Bague d'étanchéité |
|
5 |
Verre de sécurité |
|
|
- Éteins la soudeuse laser à l'aide de l'interrupteur d'alimentation et débranche-la de la prise.
- Desserre la vis moletée (1).
- Retire le compartiment de la visière de protection (2) de la torche de soudage.
- Couvre l'axe (3) du compartiment du verre de sécurité avec du ruban adhésif pour protéger l'optique de la saleté.
- Retire la bague d'étanchéité (4).
- Fais basculer le verre de sécurité (5) vers l'extérieur.
- Insère un nouveau verre de protection et essuie-le avec le film qui se trouve dans le compartiment prévu à cet effet.
-
- Insère la bague d'étanchéité.
- Retire le ruban adhésif.
- Insère le compartiment pour verre de sécurité dans la torche de soudage.
- Serre la vis moletée.

Dévidoir n°
Informations supplémentaires #
Inspection visuelle du dévidoir de fil #
Avant de mettre le dévidoir en marche, vérifie que les éléments suivants ne sont pas endommagés :
- Câble de commande et connecteur
- Fonctionnement de l'alimentation électrique et du bouton d'alimentation en fil
- Mécanisme de freinage des roulettes
- Gaine de torche (plis et dommages)
Inspection visuelle des rouleaux d'alimentation en fil et des rouleaux de pression #
- Vérifie le profil rainuré des rouleaux d'alimentation en fil et l'état d'usure des rouleaux de pression.
- Assure-toi que les rainures sont exemptes de saletés. Remplace-les si elles sont très usées.
Inspection visuelle de la gaine de la torche #
- Vérifie les raccords de la gaine de la torche.
- Vérifie que la gaine de la torche n'est pas endommagée, par exemple qu'elle ne présente pas de plis.
- Vérifie que la gaine de la torche n'est pas bouchée.
Vérification du numéro du moteur
Écoute bien s'il y a des bruits inhabituels qui viennent du moteur.
Nettoyage du dévidoir #
Au moins une fois par mois, nettoie l'appareil avec un chiffon sec et passe l'aspirateur dessus.
Nettoyage de la gaine de la torche #
Utilise de l'air comprimé pour éliminer les petits bouchons causés par des copeaux métalliques.
Aide en cas de problèmes #
AVIS N°
Contacte notre service si tu ne peux pas effectuer les travaux toi-même.
|
Défaut |
Raison |
Élimination |
|---|---|---|
|
Le laser n'émet pas. |
La clé de sécurité n'est pas insérée et tournée en position 1. |
Insère la clé de sécurité et tourne-la en position 1 (voir « Clé de sécurité »). |
|
Le laser perd de la puissance ou produit de la suie. |
Le verre de sécurité est souillé. |
Remplace le verre de sécurité (voir « Remplacer le verre de sécurité »). |
|
Le laser n'est pas activé. |
Le câble en boucle n'est pas branché. |
Branche le câble en boucle (voir « Mise en place du système de soudage laser » et « Raccordement de la soudeuse laser »). |
|
Le laser pilote ne s'active pas lorsque la pièce entre en contact avec l'appareil. |
Le câble en boucle n'est pas branché. |
Pour plus d'informations sur le raccordement du système de soudage laser, consulte les sections « Mise en place du système de soudage laser » et « Raccordement de la soudeuse laser ». |
Informations supplémentaires #
Messages système #
|
Message |
Raison |
Élimination |
|---|---|---|
|
|
Le nombre maximal de jeux de paramètres a été atteint. |
Remplace ou supprime les jeux de paramètres (voir « Gestion des jeux de paramètres »). |
|
|
La date d'expiration du logiciel est déjà passée ou va (bientôt) arriver. |
Contacte Maxphotonics (voir Importateur/Service). |
|
|
La mise à jour du logiciel est terminée. |
|
|
|
Le code d'autorisation n'est pas valide. |
Contacte Maxphotonics (voir Importateur/Service). |
|
|
Le code d'autorisation est incorrect. |
|
|
|
L'alimentation électrique présente un défaut à la terre. |
Vérifie les connexions (voir « Mise en place du système de soudage laser »). |
|
|
L'interrupteur d'arrêt d'urgence est activé. |
Désactive l'interrupteur d'arrêt d'urgence (voir « Interrupteur d'arrêt d'urgence »). |
|
|
Le mot de passe du service est incorrect. |
|
|
|
Le système de soudage au laser est encrassé. |
Nettoie le système de soudage au laser (voir « Nettoyage et remplacement des pièces d'usure »). |
|
|
Le commutateur à clé est verrouillé. |
Place l'interrupteur de sécurité en position 1 (voir Clé de sécurité). |









Avertissement n°
L'onglet « Avertissements » du menu « Mode expert» affiche toutes les informations relatives aux alarmes générées par le système de soudage laser (voir l'onglet « Avertissements »).
On t'informe des problèmes ou des problèmes potentiels qui nécessitent une dépannage.
Transport et stockage #
AVIS N°
Emballe la machine pour le transport et le stockage de manière à ce qu'elle soit protégée contre les chocs et l'humidité. L'emballage d'origine offre une protection optimale.
Assure-toi que les conditions ambiantes admissibles indiquées dans les caractéristiques techniques sont respectées.
ATTENTION #
Risque de blessure
Si les enfants ou des personnes non autorisées ont accès à la machine pendant son stockage, cela peut entraîner des blessures.
- Range la machine hors de portée des enfants et des personnes non autorisées.
Assure-toi que le lieu de montage est sûr, protégé et sec. Pour plus d'informations, consulte les données techniques (voir « Installation de soudage laser » et « Dévidoir de fil »).
Élimination n°
Élimine la machine et ses composants conformément à la réglementation nationale en vigueur.
Jette toujours les emballages de manière écologique.
Déclaration de conformité n°


Caractéristiques techniques #
Informations supplémentaires #
Dimensions #



Système de soudage au laser #
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Poids |
29 ± 3 |
38 ± 3 |
39 ± 3 |
42 ± 3 |
|
Puissance d'entrée (à pleine puissance) |
3 000 W |
4 800 W |
6 000 W |
6 000 W |
|
Puissance de sortie |
environ 800 W |
environ 1 200 W |
environ 1 500 W |
~2 000 W |
|
Longueur de la tige du laser |
1070 – 1090 nm |
|||
|
Fréquence de modulation maximale |
10 kHz |
|||
|
Durée de l'arrêt du laser |
0 à 100 ms |
|||
|
Niveau de pression acoustique |
85 dB(A)
|
|||
|
Profondeur de pénétration dans l'acier inoxydable |
Jusqu'à environ 3,5 mm |
Jusqu'à environ 4,5 mm |
Jusqu'à environ 6,5 mm |
Jusqu'à environ 8,0 mm |
|
Profondeur de pénétration dans l'acier |
Jusqu'à environ 3,5 mm |
Jusqu'à environ 4,5 mm |
Jusqu'à environ 6,5 mm |
Jusqu'à environ 8,0 mm |
|
Profondeur de pénétration dans l'aluminium |
Jusqu'à environ 3,0 mm |
Jusqu'à environ 4,0 mm |
Jusqu'à environ 5,5 mm |
Jusqu'à environ 6,0 mm |
Informations supplémentaires #
Paramètres généraux #
|
Caractéristiques |
Conditions de test |
Min. |
Nom. |
Max. |
Unité |
|---|---|---|---|---|---|
|
Tension de fonctionnement |
|
200 |
220 |
240 |
VAC |
|
Température ambiante de fonctionnement |
|
0 |
|
40 |
°C |
|
Humidité relative de l'air |
|
10 |
|
85 |
% |
|
Méthode de refroidissement du laser |
Dissipation de la chaleur par refroidissement direct à l'air |
||||
|
Méthode de refroidissement de la torche |
Refroidissement par gaz du connecteur à fibre optique et des composants optiques |
||||
|
Température de stockage |
|
-10 |
|
60 |
°C |
Entrée n°
|
Désignation |
Valeur |
Unité |
|---|---|---|
|
Puissance du laser |
1500 |
W |
|
Taille du faisceau non focalisé |
5.495 |
mm |
|
Angle de divergence |
27.5 |
mrad |
|
Temps d'exposition |
1 |
s |
Résultat n°
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Valeur NOHD |
118 m |
144 m |
178 m |
282 m |
|
NHZ |
22 m |
27 m |
34 m |
53 m |
|
MPE (EMZB) |
70,7 m² |
|||
Propriétés optiques #
|
Caractéristiques |
Conditions de test |
Min. |
Nom. |
Max. |
Unité |
|||
|---|---|---|---|---|---|---|---|---|
|
Type de fonctionnement |
CW/modulé |
|||||||
|
Polarisation |
Randomisé |
|||||||
|
Résultat |
100 % CW | Température ambiante 26 °C |
700 1000 1400 |
800 1200 1500 |
|
W |
|||
|
Plage de réglage de la puissance |
1 % | Température ambiante : 26 °C |
10 |
|
100 |
% |
|||
|
Longueur d'onde centrale |
100 % CW |
|
1080 |
|
nm |
|||
|
Rendement électro-optique |
Réglage linéaire de 10 à 100 % |
|
27 |
|
% |
|||
|
Bande passante spectrale (3 dB) |
100 % CW |
|
3 |
5 |
nm |
|||
|
Stabilité de l'alimentation à court terme |
100 % CW > 1 h |
|
2 |
|
% |
|||
|
M2 |
100 % CW |
|
1.3 |
|
|
|||
|
Durée d'activation du laser ON |
10 % → 90 % de puissance |
|
50 |
100 |
nous |
|||
|
Temps de désactivation du laser |
90 % → 10 % de rendement |
|
50 |
100 |
nous |
|||
|
Détection de rupture de fibre |
|
|
|
20 |
ms |
|||
|
Puissance affichée de la lumière rouge |
100 % CW |
300 |
|
1000 |
uW |
|||
|
Longueur du câble blindé à fibres optiques |
MA1-35 |
4.35 |
m |
|||||
|
MA1-45, MA1-65, Ultra |
5.6 |
m |
||||||
|
Rayon de courbure d'un câble à fibre optique blindé |
|
200 |
|
|
mm |
|||
|
Connecteur de sortie laser |
QCS intégré sur la fibre |
|||||||
|
Durée d'éclairage continu (s) |
120 secondes allumé, 6 secondes éteint |
|||||||
|
Valeur NOHD |
Puissance de sortie à 100 % 2 m de distance |
|
|
0.183 |
W/mm² |
|||
Dévidoir n°
|
Poids |
13 ± 3 |
|
Tension d'alimentation |
24 V CC |
|
Conditions ambiantes |
Pas de vibrations, pas de chocs |
|
Température ambiante de fonctionnement |
5 à 50 °C |
|
Humidité ambiante |
< 90% RH |
|
Température de l'environnement de stockage |
de -15 à 85 °C |
|
Poids maximal du rouleau de fil |
25 kg |
|
Alimentation électrique |
Externe (par rapport à MA1) |
Paramètres du procédé de soudage #
Informations supplémentaires #
Paramètres de procédé pour le soudage laser manuel #
AVIS N°
Note les paramètres de procédé pour le soudage bout à bout, le soudage en angle, le soudage par recouvrement, etc.
|
Matériau |
Position de soudage |
Épaisseur |
Puissance du laser |
Largeur |
Fréquence de vibration |
Réglage de la mise au point |
Débit d'air |
|---|---|---|---|---|---|---|---|
|
mm |
W |
mm |
Hz |
mm |
l/min |
||
|
Acier au carbone (Q235B) |
Soudure en angle |
1 |
500 |
1 – 2 |
60 à 80 |
-1 à 1 |
8 – 10 |
|
Soudure en angle |
1.5 |
650 |
2 |
60 à 80 |
-1 à 1 |
8 – 10 |
|
|
Soudure en angle |
2.5 |
800 |
2.5 |
50 à 70 |
-2 à 1 |
8 – 10 |
|
|
Acier inoxydable (SUS304) |
Soudure en angle |
1 |
300 |
1 – 2 |
40 à 70 |
-1 à 1 |
8 – 10 |
|
Soudure en angle |
2 |
550 |
2 |
40 à 70 |
-1 à 1 |
8 – 10 |
|
|
Soudure en angle |
2.5 |
800 |
2.5 |
40 à 70 |
-2 à 1 |
8 – 10 |
|
|
Tôle galvanisée |
Soudure en angle |
1 |
300 |
1 – 2 |
60 à 80 |
-1 à 1 |
8 – 10 |
|
Soudure en angle |
2 |
400 |
2 |
60 à 80 |
-1 à 1 |
8 – 10 |
|
|
Soudure en angle |
2.5 |
500 |
2.5 |
50 à 70 |
-2 à 1 |
8 – 10 |
|
|
Alliage d'aluminium (Al6061) |
Soudure en angle |
1 |
600 |
1 – 2 |
60 à 80 |
-1 à 1 |
8 – 10 |
|
Soudure en angle |
2 |
800 |
2 |
60 à 80 |
-1 à 1 |
8 – 10 |
Remarques #
- La position de soudage traîne.
- Gaz de protection pour le soudage : azote (pureté 99,99 %).
- Le pourcentage de puissance est compris entre 10 et 100 %, la largeur d'oscillation entre 0 et 4 mm (2 à 3 mm sont recommandés), la fréquence d'oscillation entre 0 et 220 Hz (40 à 80 Hz sont recommandés pour le soudage manuel) et le débit de gaz entre 8 et 10 l/min. À condition que les autres paramètres restent inchangés, la puissance du laser doit être augmentée en conséquence si la largeur d'oscillation ou la vitesse de soudage est augmentée.
- Vitesse de soudage = longueur de soudure / temps de soudage (la vitesse de soudage dépend de facteurs humains ; elle est d'environ 10 à 20 mm/s). Étant donné les différents procédés de soudage utilisés par les clients (pression d'air, vitesse manuelle, degré de déviation, angle de soudage), ces données sont fournies à titre indicatif uniquement.
- Condition d'activation du mode D (MA1-35) : le mode D peut être activé si le rendement est ≥ 90 %.
- Les soudeurs doivent respecter toutes les mesures de sécurité relatives au laser (voir « Mesures de sécurité laser »). Les soudeurs doivent porter des lunettes de protection laser. Le soudage laser manuel doit être effectué dans un local agréé et équipé de mesures de sécurité laser. Le personnel non concerné par le soudage et les matériaux inflammables ne doivent pas se trouver dans la pièce, et un extincteur doit être placé à proximité de la zone de soudage.
Paramètres de soudage laser manuel – soudure bout à bout avec dévidoir #
AVIS N°
Note bien les paramètres de procédé pour le soudage à la verticale, le soudage en angle, le soudage par recouvrement, etc.
|
Matériau |
Épaisseur du matériau |
Vitesse d'alimentation du fil |
Puissance du laser |
Largeur de l'oscillation |
Fréquence de vibration |
Plan focal |
Débit d'air |
Consommables de soudage |
Diamètre du fil |
Effet |
|---|---|---|---|---|---|---|---|---|---|---|
|
mm |
mm/s |
W |
mm |
Hz |
mm |
l/min |
/ |
mm |
Pénétration |
|
|
Acier au carbone (S235JR) |
1 |
12 à 15 |
350 |
2 |
40 à 80 |
2~-4 |
15 à 20 |
|
0,8 – 1,0 |
Pénétration |
|
2 |
8 à 10 |
450 |
2 |
40 à 80 |
1 à 3 |
15 à 20 |
|
0,8 – 1,0 |
Pénétration |
|
|
Acier inoxydable (1.4301) |
1 |
12 à 18 |
300 |
1.2 |
40 à 80 |
2~-4 |
15 à 20 |
|
0,8 – 1,2 |
Pénétration |
|
2 |
8 à 10 |
400 |
1.8 |
40 à 80 |
1 à 3 |
15 à 20 |
|
0,8 – 1,2 |
Pénétration |
|
|
Alliage d'aluminium (Al6061) |
1 |
12 à 18 |
600 |
2 |
40 à 80 |
1-1 |
15 à 20 |
AlMg |
1.2 |
Pénétration |
|
2 |
12 à 15 |
750 |
2 |
40 à 80 |
1 à 3 |
15 à 20 |
AlMg |
1.2 |
Pénétration |
Remarques #
- La position de soudage traîne.
- Gaz de protection pour le soudage : azote (pureté 99,99 %).
- Le pourcentage de puissance est compris entre 10 et 100 %, la largeur d'oscillation entre 0 et 4 mm (2 à 3 mm sont recommandés), la fréquence d'oscillation entre 0 et 220 Hz (40 à 80 Hz sont recommandés pour le soudage manuel) et le débit de gaz entre 8 et 10 l/min. À condition que les autres paramètres restent inchangés, la puissance du laser doit être augmentée en conséquence si la largeur d'oscillation ou la vitesse de soudage est augmentée.
- Vitesse de soudage = longueur de soudure / temps de soudage (la vitesse de soudage dépend de facteurs humains ; elle est d'environ 10 à 20 mm/s). Étant donné les différents procédés de soudage utilisés par les clients (pression d'air, vitesse manuelle, degré de déviation, angle de soudage), ces données sont fournies à titre indicatif uniquement.
- Condition d'activation du mode D (MA1-35) : le mode D peut être activé si le rendement est ≥ 90 %.
- Les soudeurs doivent respecter toutes les mesures de sécurité relatives au laser (voir « Mesures de sécurité relatives au laser »). Les soudeurs doivent porter des lunettes de protection contre le laser. Le soudage au laser à la main doit être effectué dans une pièce homologuée et équipée de mesures de sécurité relatives au laser. Aucune personne non impliquée dans le soudage ni aucun matériau inflammable ne doit se trouver dans la pièce, et un extincteur doit être placé à proximité de la zone de soudage.
