Dados da empresa #
Representante autorizado/importador e número de serviço
|
Maxphotonics |
|
|---|---|
|
Endereço |
Dornierstr. 11 |
|
Número de telefone |
+49 (0)8105 7303890 |
|
|
|
|
Site |
theo |
N. º do fabricante
|
Shenzhen MaxPhotonics ., LTD. |
|
|---|---|
|
Endereço |
Parque MaxPhotonics |
|
Número de telefone |
+86 400 900 9588 |
|
|
|
Versão n. º
|
Versão |
Data |
Alterar |
|---|---|---|
|
2.0 |
6 de junho de 2025 |
Lançamento inicial |
Âmbito de aplicação #
Estas instruções de utilização aplicam-se às máquinas das séries MaxPhotonics THEO , geralmente designadas por sistemas de soldadura a laser portáteis.
|
Série |
Tipo |
|---|---|
|
MA1 |
MA1-35 |
|
MA1-45 |
|
|
MA1-65 |
|
|
MA1 ULTRA |
Sobre este manual de instruções #
- A versão em alemão deste manual é o manual de instruções original. Todas as outras versões linguísticas são traduções do manual de instruções original.
- Guarde sempre este manual de instruções num local de fácil acesso, caso necessite de informações sobre a máquina.
- Inclua sempre este manual de instruções quando entregar a máquina a outras pessoas.
- Leia e siga as instruções de segurança e os avisos contidos neste manual de instruções.
Segurança #
ATENÇÃO #

Risco de lesões e danos no sistema de soldadura a laser
A falta de familiarização com as instruções de segurança e o manual de utilização poderá causar ferimentos pessoais e danos no sistema de soldadura a laser.
- Guarde todos os documentos fornecidos para referência futura.
- Respeite as instruções de segurança e siga o manual de instruções para garantir um funcionamento seguro.

Informações adicionais #
Normas de segurança #
Informações adicionais #
Estrutura dos avisos #
PERIGO #
Tipo e origem do risco
Consequências de ignorar o perigo.
- Medidas para prevenir o risco.
Explicação dos símbolos e avisos #
PERIGO #
Risco de lesões fatais
Este aviso indica uma ameaça iminente à vida e à saúde. Ignorar este aviso poderá causar ferimentos graves ou fatais.
AVISO #
Risco elevado de lesões
Este aviso alerta para uma situação perigosa que representa um risco grave para a saúde. Ignorar este aviso pode causar lesões graves ou fatais.
ATENÇÃO #
Risco de lesões
Este aviso alerta para uma situação potencialmente perigosa que representa um risco para a saúde. Ignorar este aviso pode causar ferimentos ligeiros.
AVISO N. º

Este aviso fornece informações adicionais.
Etiquetas de aviso #
Os pictogramas apresentados abaixo encontram-se no sistema de soldadura a laser e/ou são utilizados no manual de instruções.
Estas etiquetas de aviso destinam-se à segurança pessoal e devem ser rigorosamente respeitadas.
|
Símbolo |
Explicação |
|---|---|
|
|
Etiqueta de aviso geral |
|
|
Aviso sobre feixe de laser |
|
|
Aviso de tensão elétrica |
|
|
Aviso de obstáculos no chão |
|
|
Aviso sobre lesões nas mãos |
|
|
Aviso de superfície quente |
|
|
Aviso sobre botijas de gás |
|
|
Aviso relativo a uma cabina de segurança para laser inadequada |
|
|
Aviso sobre feixes diretos e refletidos |
|
|
Aviso sobre feixe de laser |
|
|
Aviso sobre a inalação de fumos de soldadura |












Sinais obrigatórios #
Os pictogramas apresentados abaixo encontram-se no sistema de soldadura a laser e/ou são utilizados no manual de instruções.
Estes sinais obrigatórios destinam-se à segurança pessoal e devem ser respeitados sem exceção.
|
Símbolo |
Explicação |
|---|---|
|
|
Sinais obrigatórios gerais |
|
|
Siga o manual de instruções! |
|
|
Use óculos de proteção contra laser! |
|
|
Use uma máscara de soldadura! |
|
|
Use luvas de proteção contra laser! |
|
|
Use um avental de segurança para laser! |
|
|
Use calçado de segurança! |
|
|
Use proteção auditiva! |
|
|
Moa antes de usar! |









Utilização prevista #
Este sistema de soldadura a laser, composto por uma máquina de soldadura a laser e um alimentador de fio, é uma máquina destinada à soldadura manual de vários materiais, tais como aço, alumínio e aço inoxidável.
Áreas de aplicação:
- O laser destina-se exclusivamente a uso comercial em ambiente industrial (em recintos fechados) e não a uso privado.
- A série MA1 é adequada para aplicações de soldadura e soldadura de liga.
- O laser pode ser utilizado nos seguintes setores: ferragens, materiais de construção, eletrodomésticos, indústria aeroespacial e indústria automóvel.
Possível utilização indevida previsível #
Devem ser evitadas as seguintes práticas devido aos riscos de segurança que envolvem:
- Utilização do laser sem o equipamento de segurança especificado pelo fabricante.
- A utilização da máquina por crianças ou por pessoas que não tenham capacidade para a operar de forma segura ou correta, bem como a utilização da máquina em espaços sem ventilação.
- Manipular, contornar ou desativar os equipamentos de segurança existentes.
- Desmontagem da máquina.
- A manipulação intencional dos elementos de comando, bem como qualquer modificação, alteração ou ampliação da máquina e do sistema elétrico não prevista pelo fabricante.
- Interferência nos componentes eletrónicos causada pelo transporte de ímanes potentes ou outros objetos que emitam radiação intensa.
- Utilização da máquina ou das suas peças quando danificadas, especialmente a cabeça do laser ou o equipamento de segurança.
- Ultrapassar os parâmetros de funcionamento estipulados pelo fabricante.
- Apontar o maçarico de soldadura para pessoas. Quando estiver em funcionamento, o laser só deve ser apontado para a superfície de trabalho.
- Utilização da máquina sem equipamento de proteção individual.
- Expor a máquina a flutuações de temperatura elevadas e bruscas e a ambientes húmidos e molhados.
- Utilização do laser num ambiente explosivo ou na proximidade de líquidos/gases inflamáveis (SEM proteção contra explosões).
Instruções gerais de segurança #
Os soldadores a laser portáteis pertencem à classe 4 da categoria de produtos a laser, uma vez que emitem radiação laser infravermelha invisível com um comprimento de onda de 1080 nm.
A luz de alta intensidade emitida pela cabeça de soldadura tem uma potência média superior a 1 W e pode causar danos diretos ou indiretos aos olhos e à pele. Em particular, a exposição a esta radiação laser pode causar danos irreversíveis na retina ou na córnea.
Para garantir um funcionamento seguro, é essencial usar óculos de proteção contra laser de infravermelho próximo devidamente certificados para 1080 nm antes de utilizar um soldador a laser portátil.
Informações adicionais #
Utilização segura #
AVISO #


Perigo de radiação laser!
A exposição à radiação laser pode causar danos irreversíveis na retina ou na córnea.
- Para evitar possíveis lesões oculares, evite olhar diretamente para a saída do laser e certifique-se de usar óculos de proteção adequados para laser enquanto utiliza o laser.
- Não abra o sistema de soldadura a laser portátil, uma vez que não contém peças nem oferece possibilidades de reparação destinadas ao utilizador.
- Dê formação regular ao seu pessoal e chame a atenção para os riscos inerentes a esta tecnologia. A utilização segura e a responsabilidade pela mesma são da responsabilidade do utilizador.
- Instrua todas as pessoas, mesmo aquelas que só ocasionalmente passam por essa zona, a verificarem antecipadamente se o laser está em funcionamento.
- Qualquer operação ou configuração que não esteja em conformidade com as instruções deste manual de utilização pode causar danos ou avarias no sistema.
- A radiação difusa do laser pode causar danos na pele e noutros tecidos. Por este motivo, verifique regularmente se o vidro de proteção e o bico apresentam contaminação. Em caso de dúvida, substitua o vidro de proteção (ver «Substituir o vidro de proteção») e o bico (ver «Substituir os bicos»).
Requisitos do pessoal #
- O sistema de soldadura a laser só pode ser operado por pessoal qualificado.
- O pessoal qualificado é composto por indivíduos que:
- Receberam formação sobre o funcionamento e as normas de segurança aplicáveis.
- Concluíram com sucesso o curso de formação ministrado pela Maxphotonics, pela THEO pelos seus parceiros comerciais e de assistência autorizados.
- Li e compreendi o manual de instruções.
- Durante a montagem, instalação e utilização, devem ser respeitadas as disposições legais e as normas técnicas aplicáveis a nível local.
- É estritamente proibido o acesso à máquina a pessoas que não tenham sido designadas ou autorizadas para a operar. As pessoas não autorizadas devem ser instruídas a abandonar a área de operação.
- O pessoal deve usar sempre equipamento de proteção individual adequado.
- O sistema de soldadura a laser não deve ser utilizado por pessoas com deficiências físicas ou psicológicas, crianças ou idosos.
- Todas as pessoas que se encontrem junto à peça de trabalho ou na sala devem permanecer atrás da tocha de soldadura durante a soldadura a laser.
Responsável pela segurança do laser #
- Antes de utilizar equipamentos laser das classes 3R, 3B ou 4, o empregador deve nomear um responsável pela segurança laser, caso não possua os conhecimentos técnicos necessários.
- As responsabilidades do responsável pela segurança laser estão definidas nas normas europeias aplicáveis.
- O responsável pela segurança laser deve possuir os conhecimentos técnicos necessários para desempenhar as suas funções. A qualificação profissional deve ser comprovada através da conclusão com sucesso de um curso de formação e mantida por meio de formação contínua.
- O responsável pela segurança no uso de laser presta apoio ao empregador nas seguintes áreas:
- Realização da avaliação de riscos
- Implementar as medidas de segurança necessárias
- Monitorizar o funcionamento seguro dos lasers.
- No desempenho das suas funções, o responsável pela segurança laser colabora com o responsável pela segurança no trabalho e com o médico da empresa.
Requisitos do ambiente operacional #
- Os aparelhos de soldadura a laser portáteis são geralmente utilizados:
- Em células de soldadura a laser homologadas
- Abaixo dos 2000 metros de altitude
- Categoria de sobretensão II
- Nível de poluição 2
- Certifique-se de que o local de montagem é seguro, protegido e seco. Encontrará mais informações nos dados técnicos (consulte Technische Daten).
- Disponibilize uma sala ou área separada e/ou crie uma zona de segurança adequada com divisórias ou cortinas de segurança para laser, bem como componentes relevantes para a segurança do laser (luz de aviso, interruptor de segurança codificado, sinal), que cumpra os requisitos de segurança do laser de acordo com a regulamentação local.
- Utilize uma caixa de segurança para laser adequada e informe as outras pessoas no seu local de trabalho.
- Aplique símbolos de aviso de laser em todos os pontos de acesso à zona do laser para indicar que um laser (de classe 4) está em funcionamento.
- Gás: O sistema de soldadura a laser requer argônio como gás de proteção; o aço inoxidável e o alumínio são soldados com nitrogénio (N₂).
- Peças de trabalho: Certifique-se de que a peça de trabalho está posicionada de forma segura e evite que escorregue espontaneamente ou mude de posição.
- Exaustão: A soldadura a laser gera fumos e poeiras prejudiciais para o organismo humano. Assegure uma exaustão adequada.
Medidas de segurança ótica #
- Não olhe diretamente para a abertura de saída do laser do soldador a laser portátil nem para o laser piloto.
- Mantenha sempre o soldador a laser portátil e os dispositivos óticos de saída associados abaixo do nível dos olhos e afastados do utilizador.
- Certifique-se de que todo o equipamento de proteção individual (EPI) foi concebido para a potência de saída e a gama de comprimentos de onda especificadas na etiqueta de segurança do laser afixada no produto.
- Não utilize o soldador a laser portátil em ambientes escuros.
- Certifique-se de que o soldador a laser portátil está desligado e que a alimentação elétrica está desligada (ver «Desligar o soldador a laser») para instalar ou reparar o vidro de segurança, o bocal de cobre e o módulo de alimentação de fio.
- A potência do laser é transmitida através de um vidro de segurança. Certifique-se de que o vidro de segurança está limpo e é de alta qualidade. Qualquer poeira presente na unidade de aquecimento pode danificar o vidro de segurança e o laser.
- Ao resolver uma avaria, o laser deve ser desligado. Volte a ligar o laser depois de a avaria ter sido resolvida.
- Utilize o aparelho estritamente de acordo com as instruções deste manual de utilização; caso contrário, o equipamento de segurança e o funcionamento do aparelho poderão ficar comprometidos, pelo que o fabricante não poderá ser responsabilizado.
Informações adicionais #
Valor NOHD #
A Distância Nominal de Risco Ocular (NOHD) é a zona de perigo dentro da qual olhar diretamente para o feixe de laser pode causar lesões oculares.
É essencial que respeite o valor-limite indicado pelo valor NOHD (ver Propriedades óticas) e utilize o equipamento de proteção individual adequado (ver Equipamento de proteção individual (EPI)).

|
1 |
Zona de risco do laser para a pele e os olhos |
2 |
Zona de risco do laser para os olhos |
|
3 |
Distância de segurança ocular (valor-limite NOHD) |
|
|
Normas de funcionamento elétrico #
- Ao utilizar o dispositivo, certifique-se de que a fonte de alimentação está devidamente ligada à terra e tem a tensão correta.
- Antes de utilizar o dispositivo, verifique se a fonte de alimentação ligada também está devidamente ligada à terra através de uma ligação de proteção à terra.
- Para minimizar o risco de incêndio, utilize apenas fusíveis do mesmo tipo e da mesma classificação, quando necessário. Não utilize outros fusíveis ou materiais para este fim.
- Verifique se a tensão de entrada CA do soldador a laser portátil se encontra dentro do intervalo normal de 200–240 V CA monofásica e se a ligação elétrica está correta. Uma ligação elétrica incorreta pode causar ferimentos pessoais ou danos ao dispositivo.
- Ligue o dispositivo a uma tomada adequada (dependendo do dispositivo: 16 A ou 32 A) e verifique se os cabos apresentam danos.
- Os utilizadores não estão autorizados a efetuar reparações em quaisquer peças, componentes ou módulos, exceto no caso de manutenção que envolva materiais consumíveis da tocha de soldadura. Todas as reparações devem ser efetuadas por técnicos de assistência.
- É estritamente proibido ao utilizador desmontar e remontar por conta própria o soldador a laser portátil, uma vez que tal pode provocar choques elétricos, queimaduras ou danos nos componentes envolvidos.
- A desmontagem do produto sem autorização invalidará a garantia.
Arrefecimento e temperatura #
- A unidade de laser é refrigerada a ar. O funcionamento a temperaturas mais elevadas acelera o processo de envelhecimento, aumenta a corrente de limiar e reduz a eficiência de difração.
- Antes de ligar o laser, verifique se a temperatura ambiente e a humidade do ar se encontram dentro dos valores recomendados (ver Sistema de soldadura a laser).
- A utilização do dispositivo a temperaturas elevadas pode acelerar o processo de envelhecimento, aumentar a corrente de limiar e reduzir a sensibilidade e a eficiência de conversão do dispositivo. Contacte o Serviço de Assistência caso o dispositivo sobreaqueça (ver Importador/Serviço de Assistência).
- Se a temperatura do laser for demasiado elevada, o dispositivo emite um alarme e deixa de emitir luz.
Vida útil #
O fabricante recomenda os seguintes passos para prolongar a vida útil:
- Assegure uma ventilação adequada na área de trabalho e instale a máquina num ambiente seco, fresco e limpo. Evite temperaturas elevadas, humidade e riscos relacionados com a água.
- Ao utilizar o dispositivo, certifique-se de que a entrada de ar na parte inferior do laser permanece desobstruída e mantenha uma zona livre de contaminação num raio de 1 metro para permitir um fluxo de ar ininterrupto. Certifique-se de que a saída de ar superior se encontra a uma altura de 1 metro.
- Evite que corpos estranhos (incluindo líquidos) entrem no soldador a laser pela parte superior, pois isso pode danificar o aparelho e causar ferimentos.
Limpeza #
- Não torça o conjunto de cabo e mangueira, pois isso poderia danificar as fibras de vidro no seu interior.
- Remova regularmente o pó e a sujidade do aparelho.
- Limpe o maçarico utilizando apenas toalhas secas; não utilize ar comprimido.
- Se for detetado algum dano, contacte Maxphotonics .
- Para garantir um funcionamento seguro, a máquina deve ser submetida a inspeções regulares pela nossa equipa de assistência técnica.
- Os bicos e os óculos de proteção devem ser inspecionados e substituídos aos primeiros sinais de danos (ver «Substituição dos bicos» e «Substituição dos óculos de proteção»).
Riscos da soldadura a laser #
Informações adicionais #
Radiação laser #
- Respeite as instruções de segurança para evitar a exposição acidental a feixes invisíveis, diretos ou refletidos.
- Utilize o sistema exclusivamente na área designada para o controlo do laser.
Riscos para a saúde #
A exposição ao laser pode causar danos graves na retina ou na córnea, o que pode resultar em lesões oculares permanentes e, eventualmente, em lesões cutâneas.
Informações adicionais #
Lesões oculares #
Soldador a laser #
Durante a soldadura, são emitidas radiações visíveis e invisíveis, que podem representar um perigo para o utilizador. A interação entre o feixe de laser de alta potência e o material a soldar pode dar origem a radiação laser difusa.
A soldadura pode gerar um plasma que emite radiação ultravioleta e «luz azul». Estas emissões podem causar conjuntivite, danos fotoquímicos na retina e reações cutâneas semelhantes a queimaduras solares. Os utilizadores expostos à luz UV sem proteção adequada podem sofrer danos oculares permanentes.
- O fabricante recomenda que todas as pessoas presentes na área do laser utilizem equipamento de proteção individual, incluindo óculos de proteção contra laser/capacete de soldadura a laser, para proteger os olhos e a pele contra o feixe de laser refletido e difuso, bem como contra a luz laser intensa, a luz ultravioleta, o calor e as faíscas.
Alimentador de arame n. º
Ao enfiar e mover manualmente o fio de soldadura, podem ocorrer lesões oculares.
- Não olhe diretamente para a conexão do revestimento da tocha no alimentador de arame.
- Não olhe diretamente para a saída do revestimento da tocha.
- Não olhe diretamente para o bocal de alimentação do fio.
- Utilize equipamento de proteção individual, como óculos de proteção, um capacete de soldadura a laser ou uma máscara de soldadura a laser, para proteger o rosto e os olhos.
Lesões cutâneas #
Durante a soldadura, os utilizadores estão expostos ao risco de lesões cutâneas causadas pela radiação infravermelha e ultravioleta. Estes tipos de radiação podem provocar queimaduras cutâneas que aumentam o risco de cancro da pele e de envelhecimento prematuro da pele. As faíscas da soldadura também podem causar queimaduras. Após a soldadura a laser, os materiais processados podem permanecer extremamente quentes.
- Recomenda-se que o utilizador e terceiros presentes na área controlada pelo laser utilizem vestuário de proteção, como vestuário de segurança contra laser, luvas resistentes ao calor, chapéus, aventais de couro e outro vestuário resistente ao laser e ao calor.
- Mantenha as mangas e os colarinhos abotoados.
- Nunca coloque as peças processadas numa posição em que o laser possa atingir a peça de trabalho, pois isso pode ser perigoso.
Perigo decorrente de reflexos #
A abertura de saída do soldador a laser portátil pode gerar um feixe de laser secundário que é emitido em vários ângulos. Este processo, no qual o feixe principal gera um feixe divergente quando refletido numa superfície plana, é designado por reflexão especular.
Embora a energia do feixe de laser secundário seja significativamente inferior à do feixe de laser primário, a sua intensidade pode ainda ser suficiente para causar danos aos olhos, à pele ou a certas superfícies de materiais.
- Utilize equipamento de proteção individual adequado: óculos de proteção contra laser/capacete de soldadura a laser, luvas de proteção contra laser, avental de proteção contra laser.
- O utilizador e terceiros devem estar sempre atentos a possíveis reflexos. Uma configuração incorreta dos parâmetros do laser pode provocar mais reflexos.
- O utilizador e terceiros devem permanecer sempre atrás da tocha de soldadura.
- Certifique-se de que não há ninguém na zona de reflexão e de que não existem materiais inflamáveis durante o processo de soldadura.
- Utilize um bico adequado à posição de soldadura.
- Ao soldar materiais altamente refletores (por exemplo, alumínio ou cobre), tenha especial cuidado, uma vez que parte da energia do feixe de laser pode ser refletida pela área de soldadura.
- Certifique-se de que conhece o cone de reflexão previsto para cada peça processada e evite olhar para o cone de reflexão previsto ou colocar qualquer parte do corpo dentro dele.
Informações adicionais #
Risco de radiação secundária #
Durante o processo de soldadura, é gerada radiação luminosa, tanto visível como invisível. A interação entre o feixe de laser de alta potência e o material a soldar pode levar à geração de luz ultravioleta (UV) e de plasmas que emitem «luz azul». Esta radiação pode causar vários problemas de saúde, tais como conjuntivite, danos fotoquímicos na retina e reações cutâneas semelhantes a queimaduras solares.
Os utilizadores que se expõem a estes raios UV invisíveis sem medidas de proteção adequadas correm o risco de sofrer lesões oculares permanentes. Mesmo uma exposição breve aos raios UV durante a soldadura pode causar sintomas como visão turva, sensação de ardor, lacrimejamento excessivo, dor ocular e irritação — frequentemente descritos como a sensação de ter areia nos olhos.
- Consulte um médico imediatamente caso surjam sintomas.
Risco de explosão #
As garrafas de gás representam um risco de explosão se estiverem danificadas ou localizadas nas proximidades da área de soldadura.
- Guarde os cilindros de gás de proteção num local seguro, onde não possam ser danificados por impactos ou pela exposição à soldadura a laser.
- Mantenha os cilindros de gás de proteção afastados de fontes de calor, faíscas e chamas.
- Fixar as garrafas de gás de proteção na posição vertical e prendê-las a um suporte resistente para garrafas de gás.
- Verifique se o regulador está operacional e se possui a classificação adequada para o gás e a pressão específicos que estão a ser utilizados.
- Certifique-se de que a pressão do gás está corretamente regulada.
- Verifique se as mangueiras e as ligações são adequadas para a aplicação e se estão em ótimas condições.
Risco de incêndio #
O calor e as faíscas gerados durante a soldadura podem incendiar materiais inflamáveis nas proximidades da zona de soldadura ou provocar a sua explosão.
- Mantenha os materiais inflamáveis afastados da área de soldadura, uma vez que o calor e as faíscas gerados durante o processo de soldadura podem provocar incêndios ou explosões.
- Não trabalhe em ambientes que contenham substâncias inflamáveis ou combustíveis. Realize soldaduras a laser apenas em áreas isentas de materiais combustíveis.
- Nunca realize trabalhos de soldadura em recipientes que contenham, ou se suspeite que contenham, materiais inflamáveis ou combustíveis.
- Mantenha extintores de incêndio por perto, num local de fácil acesso, e certifique-se de que o pessoal recebe formação sobre a sua utilização correta.
- O laser pode inflamar substâncias voláteis, tais como álcool, gasolina, éter e outros solventes. Tome as precauções de segurança necessárias e evite a exposição a solventes ou a materiais e gases combustíveis durante a instalação e o funcionamento do dispositivo.
Comportamento em caso de acidentes #
- Ative o interruptor de paragem de emergência (ver Interruptor de paragem de emergência).
- Cumpra todas as normas de segurança especificadas e as medidas gerais de prevenção de acidentes em vigor na empresa.
- Consulte um médico imediatamente.
Comportamento em caso de incêndio #
- Desligue a máquina (consulte «Desligar a máquina de soldadura a laser»).
- Cumpra todas as normas de segurança especificadas e as medidas gerais de prevenção de incêndios em vigor na empresa.
- Consulte um médico.
Risco associado aos fumos de soldadura #
Os fumos de soldadura podem consistir em partículas finas e gases resultantes da combinação de materiais de soldadura, materiais de adição, gases de proteção, tintas, revestimentos, reações químicas e poluição atmosférica. Os fumos de soldadura podem ter efeitos negativos nos pulmões, no coração, nos rins e no sistema nervoso central.
A interação do laser com materiais-alvo, tais como plásticos, metais e compósitos, pode provocar a sua vaporização e a formação de nuvens tóxicas e perigosas de fumos e vapores. Estas são frequentemente invisíveis e representam um grave risco para a saúde. Realizar trabalhos de soldadura em espaços fechados com pouca ventilação é extremamente perigoso, uma vez que se podem acumular rapidamente concentrações tóxicas de fumos e gases, podendo levar à perda de consciência ou à asfixia. A radiação ultravioleta emitida durante a soldadura reage com o oxigénio e o azoto presentes no ar, gerando ozono e óxido de azoto, que podem ser mortais em concentrações elevadas. Os gases de proteção utilizados durante a soldadura podem deslocar o ar, causando danos físicos ou mesmo a morte.
Para reduzir estes riscos:
- Instale sistemas de extração de fumos para remover fumos, vapores, partículas e resíduos perigosos da área de trabalho.
- Leia as fichas de dados de segurança e as advertências fornecidas com os materiais de soldadura e cumpra as instruções nelas contidas.
- Note-se que, para além do sistema de extração, pode ser necessário um fornecimento de ar fresco em espaços pequenos ou noutras situações de risco.
- Trabalhe sempre em espaços bem ventilados.
- Monitorize regularmente a qualidade do ar para determinar a concentração de vapores nocivos na área de trabalho.
- Mantenha a cabeça afastada da fonte de fumos durante a soldadura, para evitar a exposição a fumos perigosos.
- Utilize proteção respiratória em espaços confinados ou noutras situações em que tal seja necessário.
Medidas de segurança relativas ao laser #
Informações adicionais #
Equipamento de proteção individual (EPI) #
Independentemente de se tratar da instalação de um laser num sistema novo ou da adaptação de um sistema já existente, o utilizador é o único responsável por determinar a adequação do equipamento de proteção individual.
Todo o equipamento de proteção individual deve ser adequado à potência de saída e à gama de comprimentos de onda da máquina e deve proporcionar uma proteção adequada. Os riscos de radiação secundária decorrentes do processo de soldadura também devem ser tidos em consideração.
Para evitar lesões nos olhos e na pele, bem como danos auditivos, é necessário usar vestuário e equipamento de proteção que cumpram os regulamentos aplicáveis.
A roupa deve ser prática (ajustada ao corpo) e não deve limitar os movimentos. O cabelo comprido deve, obrigatoriamente, ser preso com uma rede de cabelo.
O equipamento de proteção individual é composto por:
- Óculos de proteção contra laser
- Capacete para soldadura a laser
- Proteção auditiva
- Luvas de segurança
- Calçado de segurança
- Roupa comprida
Informações adicionais #
Óculos de proteção contra laser ou capacete de soldadura a laser #
Utilize óculos de proteção contra laser certificados pela norma EN 207:2017 ou um capacete de soldadura a laser que cumpra os requisitos relativos à potência de saída do laser. Os óculos de proteção contra laser e o capacete de soldadura a laser devem proporcionar proteção em toda a gama de comprimentos de onda do dispositivo.
É obrigatório o uso de óculos de proteção contra laser ou de um capacete de soldadura a laser e de uma máscara facial durante a utilização ou manuseamento do produto.
As pessoas que se encontrem nas imediações da máquina devem usar o mesmo equipamento de proteção individual.
Potência do laser: até 2000 W em modo de onda contínua (CW)
And direct or near indirect exposure (e.g. < 1 m distance)
Nível de proteção contra laser recomendado para o equipamento de segurança:
- OD9+ para 1070 nm a 1075 nm, D LB6 + IR LB8 + M LB9
- OD8+ para 1075 nm a 1080 nm, D LB6 + IRM LB8
- OD7+ para 1080 nm a 1087 nm, D LB6 + IRM LB7
Capacete de soldadura a laser: Regulamento (UE) n.º 2016/425 relativo aos EPI, EN ISO 16321-1:2022, EN ISO 16321-2:2021, EN 207:2017
Nível de proteção contra laser do material: 900-1100 D LB5 / LB7 R LB8 CE
Nível de proteção contra laser da janela de visualização: 900-1080 D LB7 IR LB8 CE
Recomendação n. º
|
Símbolo |
Explicação |
|---|---|
|
|
Recomendamos o uso de um capacete de soldadura a laser.
|

Luvas de segurança para laser #
Utilize luvas de segurança resistentes ao laser e ao calor que ofereçam proteção contra riscos mecânicos, em conformidade com a norma EN 388:2016+A1, e que sejam adequadas para soldadores, em conformidade com a norma EN 12477:2001+A1:2005.
As luvas de segurança devem oferecer proteção contra a radiação laser com um comprimento de onda de 1070 nm, de modo a evitar que a exposição da pele exceda o limite máximo permitido. As luvas de segurança devem ser adequadas, de acordo com a norma EN ISO 11611, para utilização sobre vestuário de proteção em soldadura e processos semelhantes. Devem também ser adequadas, de acordo com a norma EN ISO 11612, para utilização sobre vestuário de proteção destinado a proporcionar proteção contra o calor e as chamas.
Avental de segurança para laser #
Utilize vestuário de proteção certificado para soldadura e processos semelhantes, em conformidade com as normas EN ISO 13688:2013+A1:20221 e EN ISO 11611:2015.
Equipamento de segurança e proteção #
Informações adicionais #
Formação de pessoal #
Apenas as pessoas que tenham recebido instrução e formação adequadas estão autorizadas a operar o sistema de soldadura a laser.
Equipamento de proteção individual #
Utilize equipamento de proteção individual (ver Equipamento de proteção individual (EPI)) com o nível de proteção contra laser adequado. As especificações encontram-se nos dados técnicos.
Chave de segurança n. º
Sem a chave de segurança, o dispositivo de soldadura a laser pode ser ligado através do interruptor de alimentação, mas não será possível acionar o laser.
- Posição 1: Laser ativado.
- Posição 0: Laser desativado.
Interruptor de bloqueio da porta e caixa de segurança a laser #
A máquina de soldadura a laser só pode ser utilizada numa célula de soldadura a laser ou num recinto equipado com dispositivos de segurança interligados. Em caso de entrada inesperada, o dispositivo de interligação (interruptor de contacto da porta) desliga automaticamente o sistema de soldadura a laser. O laser é desativado.
O operador é responsável pela instalação correta de um interruptor de contacto de porta adequado que permita o acesso à área de trabalho controlada do laser e por garantir o seu funcionamento fiável.
Interruptor de paragem de emergência #
O interruptor de paragem de emergência desliga o laser imediatamente. A mensagem «Paragem de emergência ativada!» é exibida no painel de controlo.
- O interruptor de paragem de emergência permanece bloqueado na posição pressionada. Já não é possível soldar.
- Ao rodar o interruptor de paragem de emergência, este desbloqueia-se e volta à sua posição inicial.
Rodízios com travão #
A máquina de soldadura a laser e o alimentador de fio estão equipados com rodízios com travões para garantir a estabilidade.
Controlo das funções na tocha de soldadura #
O processo de soldadura só é iniciado quando a ponta do laser da tocha de soldadura entra em contacto com a superfície da peça e o gatilho do laser é acionado.
Equipamento da estação de trabalho #
- A estação de trabalho a ocupar é definida pelo operador.
- Assegurar a disponibilidade de espaços de trabalho, áreas funcionais, áreas de armazenamento e vias de circulação/evacuação em número suficiente.
- A máquina de soldadura a laser é operada por uma única pessoa.
Elementos de comando do dispositivo #
- Pega na estrutura do soldador a laser para utilização móvel. O dispositivo pode ser deslocado e manobrado.
- Painel de controlo para trabalhos de colocação em serviço e regulação da máquina de soldadura a laser
- Maçarico para soldar peças
Informações adicionais #
Caixa de proteção para segurança laser #
Trabalhe numa cabina de segurança para laser adequada, em conformidade com a norma IEC 60825-4:2006:
- Cabina de proteção contra laser/célula de soldadura a laser
- Cortina de segurança a laser
- Divisória de segurança para laser
Extração de fumos de soldadura #
Instale sistemas de extração de fumos para remover fumos, vapores, partículas e resíduos perigosos da área de trabalho.
Instruções de trabalho #
|
|
Durante a soldadura, mantenha-se sempre atrás da área de reflexão e fora da zona de reflexão do laser.
|
|
|
Tenha cuidado ao soldar materiais altamente refletores (por exemplo, alumínio ou cobre), uma vez que são possíveis múltiplas reflexões.
|



Zona de perigo n. º
|
|
Durante a soldadura, toda a área à frente do soldador a laser portátil é considerada uma zona de perigo devido à radiação laser emitida. Apenas o utilizador está autorizado a permanecer nas imediações da área de trabalho. |

Normas e regulamentos #
De acordo com as normas e requisitos da UE e nacionais, os lasers devem ser classificados com base na sua potência de saída e comprimento de onda. Todos os produtos laser da série MA1 são classificados como produtos laser de classe 4, em conformidade com a norma EN 60825-1.
Imunidade contra interferências eletromagnéticas #
- EN IEC 61000-6-4:2019
- EN IEC 61000-6-2:2019
Segurança da fonte de alimentação #
- EN 62368-1:2014+A11:2017
Segurança com laser #
- ISO 12100:2010
- ISO 11553:2017
- EN 60204-1:2018
Segurança funcional #
- EN 60825-1:2014+A11:2021
- CDRH 21 CFR 1040.10
Theo #
A THEO é uma plataforma de aprendizagem online que oferece aos operadores formação básica sobre a utilização segura e a manutenção das máquinas de soldadura THEO .
Para mais cursos de formação, instruções sobre a configuração das máquinas e vídeos de segurança, visite a THEO em: theo.
Principais ofertas da THEO :
- Configuração e funcionamento da máquina: Tutoriais em vídeo passo a passo sobre a configuração e o funcionamento básico dos soldadores a laser portáteis da série MA1.
- Relatórios de segurança sobre lasers: Vídeos de formação e instruções sobre os riscos dos lasers de classe 4, com ênfase na avaliação de riscos e nas medidas de segurança.
- Equipamento de proteção individual (EPI): Tutoriais detalhados sobre a utilização correta de óculos de proteção contra laser infravermelho de 1080 nm e outro equipamento de proteção necessário.
- Práticas de trabalho seguras: Cursos online sobre manuseamento adequado, rotinas de manutenção e procedimentos de segurança para garantir o cumprimento das normas do setor.
Os operadores podem concluir o módulo da THEO online ao seu próprio ritmo. Os tutoriais em vídeo e os materiais escritos foram concebidos tanto para principiantes como para utilizadores experientes, promovendo práticas de trabalho seguras e o máximo desempenho.
Após a conclusão bem-sucedida dos cursos, os participantes recebem um certificado.
Registe o número de série do seu dispositivo MA1 para ter acesso a recursos adicionais e obter a licença do software do dispositivo. O registo garante que terá acesso a todas as funções e funcionalidades, bem como ao apoio técnico do produto.
Descrição do produto #
Os lasers da série MA1 são produtos laser certificados da classe 4. Estes lasers baseiam-se na tecnologia de laser de díodo e apresentam um intervalo de comprimento de onda de 1070 nm a 1090 nm, com uma eficiência de aproximadamente 30%.
O sistema de soldadura a laser portátil é composto por um soldador a laser, uma tocha de soldadura, um alimentador de fio e um sistema de controlo.
Os números na designação do modelo indicam a profundidade de penetração do soldador a laser portátil.
Exemplo: MA1-35: 3,5 mm para aços de alta liga
Informações adicionais #
Conteúdo da entrega #
|
Não. |
Componente |
Descrição |
Quantidade |
|---|---|---|---|
|
1 |
Soldador a laser portátil com tocha de soldadura e cabo de alimentação |
MA1-35 / MA1-45 / MA1-65 / MA1 ULTRA |
1 |
|
2 |
Cabo de terra |
5 m ou 10 m |
1 |
|
3 |
Óculos de proteção contra laser |
Nível de proteção (OD7+) D LB6+ IRM LB7 Nível de proteção (OD8+) D LB6+ IRM LB8 |
1 |
|
4 |
Bicos de soldadura |
Bicos 1, 3, A, B e bico plano |
2 unidades |
|
5 |
Óculos de proteção |
φ20 * 3 |
5 |
|
6 |
Bicos de alimentação de fio |
0,8 / 1,0 / 1,2 / 1,6 mm |
1 unidade |
|
7 |
Palitos de limpeza 1 |
25 unidades |
1 |
|
8 |
Paus de limpeza 2 |
25 unidades |
1 |
|
9 |
Alimentador de fio (embalado individualmente) |
Incluindo revestimento para tochas de aço inoxidável e rolos de alimentação de fio |
1 |
|
10 |
Cabo em loop |
3 m |
1 |
|
11 |
Manual de instruções |
/ |
1 |
|
12 |
Instruções de segurança |
/ |
1 |
|
13 |
Mangueira de gás |
6,5 m |
1 |
|
14 |
Etiquetas de segurança |
Aviso sobre feixe de laser Use óculos de proteção contra laser! |
1 unidade |
Símbolos na máquina #
|
Símbolo |
Significado |
|---|---|
|
|
Placa de identificação |
|
|
Placa de identificação |
|
|
Radiação laser visível! Evite o contacto direto com os olhos! Produto laser de classe 2 |
|
|
Aviso de sobreaquecimento! Antes da utilização, certifique-se de que a temperatura ambiente se situa entre 0 e 40 °C. Em caso de sobreaquecimento, utilize este produto com precaução e certifique-se de que a dissipação de calor é suficiente. |
|
|
Radiação laser visível! Evite o contacto direto dos olhos com radiação direta ou difusa! Produto laser de classe 4 |
|
|
Radiação laser invisível! Evite a exposição dos olhos e da pele à radiação direta ou difusa. Produto laser de classe 4 |
|
|
Não desligue os dispositivos durante o funcionamento! |
|
|
Cuidado com o laser! Use óculos de proteção contra laser! |
|
|
Evite a exposição! Este produto laser de classe 4 emite radiação laser visível e invisível. |
|
|
Radiação laser! Evite a exposição direta da radiação difusa do laser aos olhos ou à pele. |










Visão geral do produto #
Informações adicionais #
Soldador a laser #
Informações adicionais #
Vista frontal #
O sistema de soldadura a laser possui um ecrã industrial de 7 polegadas que está diretamente ligado à unidade de controlo e ao sistema de laser. Esta ligação permite o controlo dos dispositivos e a monitorização do estado.
MA1-35 #

|
1 |
Interruptor de paragem de emergência |
2 |
Interface de circuito de segurança |
|
3 |
Ligação da tocha de soldadura |
4 |
Rodízios com travão |
|
5 |
Anel de bloqueio (interruptor com chave) |
6 |
Enrolador de cabo |
|
7 |
Ecrã |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Interruptor de paragem de emergência |
2 |
Interface de circuito de segurança |
|
3 |
Ligação da tocha de soldadura |
4 |
Rodízios com travão |
|
5 |
Anel de bloqueio (interruptor com chave) |
6 |
Enrolador de cabo |
|
7 |
Ecrã |
|
|
Vista traseira #
A ligação de controlo externo da máquina de soldadura a laser inclui uma interface RS232 (DB9) e uma interface EX-CTRL (DB25).
MA1-35 #

|
1 |
Interruptor de alimentação |
2 |
Ligação EX-CTRL |
|
3 |
RS-232: Ligação de manutenção |
4 |
Ligação à rede elétrica |
|
5 |
Ligação à terra |
6 |
ALIMENTADOR: Ligação do alimentador de fio |
|
7 |
Orifício de entrada do gás de proteção |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Ligação EX-CTRL |
2 |
RS-232: Ligação de manutenção |
|
3 |
ALIMENTADOR: Ligação do alimentador de fio |
4 |
Ligação à terra |
|
5 |
Interruptor de alimentação |
6 |
Orifício de entrada do gás de proteção |
|
7 |
Ligação à rede elétrica |
|
|
Vista lateral #

|
1 |
Pega |
2 |
Enrolador de cabo |
|
3 |
Cabo de fibra ótica |
4 |
Maçarico de soldadura |
Maçarico de soldadura n. º

|
1 |
Bocal de soldadura |
2 |
Tubo de medição |
|
3 |
Parafuso serrilhado |
4 |
Compartimento de vidro de segurança |
|
5 |
Lente de focagem |
6 |
Luzes indicadoras |
|
7 |
Interruptor de alimentação do fio (ligado/desligado) |
8 |
Disparador a laser |
|
9 |
Pega |
10 |
Gancho de alimentação de arame para o revestimento da tocha |
|
11 |
Ligação do revestimento do maçarico |
12 |
Bocal de alimentação de fio |
Alimentador de arame n. º

|
1 |
Alimentador de fio |
2 |
Botão de avanço manual |
|
3 |
Botão de levantamento manual |
4 |
Interruptor de ligar/desligar |
|
5 |
Pega |
6 |
Pega da caixa |
|
7 |
Ligação do cabo de comunicação |
8 |
Ligação do revestimento do maçarico |
- O sistema de alimentação do fio de soldadura inclui um sistema de controlo e o posicionamento do fio.
- O dispositivo possui uma ligação direta a laser, um mecanismo com acionamento de dois rolos, cablagem fechada e uma estrutura robusta para maior eficiência e durabilidade.
- Velocidades de alimentação/tração do fio de 2 a 100 mm/s
- Opções de alimentação de fio contínua e pulsada
- Equipado com funções automáticas de bombeamento e enchimento
- Compatibilidade com o diâmetro do fio de soldadura: 0,8 / 1,0 / 1,2 / 1,6 mm
Luzes indicadoras #

|
1 |
Luz indicadora |
|
|
A luz indicadora (1) da cabeça de soldadura indica vários estados de funcionamento.
|
|
Estado de falha Falha na cabeça de soldadura ou no laser. |
|
|
Modo de espera O dispositivo está a funcionar normalmente. |
|
|
Luz laser Se o dispositivo de bloqueio de segurança e o bico de soldadura tocarem simultaneamente no material a soldar, o dispositivo de bloqueio de segurança dá início ao processo de soldadura. A luz laser é emitida ao segurar a cabeça da tocha e premir o botão de disparo do laser. |



Ligações #
Informações adicionais #
Interface de segurança #

|
1 |
Pino 9: EXLOCK2- |
2 |
Pino 8: EMG2- |
|
3 |
Pino 7: EXLOCK1+ |
4 |
Pino 6: EMG1- |
|
5 |
Pino 5: Ativar - |
6 |
Pino 3: EX-CTRL- |
|
7 |
Pino 1: Falha 2 |
|
|
|
N.º de referência |
PIN |
Nome do sinal |
Tipo |
Funcionalidade |
|---|---|---|---|---|
|
1 |
9 |
EXLOCK2- |
Contacto final |
Entrada do canal 2 do interbloqueio Bloqueio de segurança externo; contactos flutuantes. O laser não pode ser ligado se os dois contactos não estiverem ligados entre si. NÃO ligue uma tensão externa. |
|
22 |
EXLOCK2+ |
|||
|
2 |
8 |
EMG2- |
EM |
Entrada de desligamento de emergência 2 Se a tensão for baixa (0 V), o desligamento de emergência NÃO é acionado (inválido). Se a tensão for elevada (24 V), o interruptor de paragem de emergência é acionado (ativado). |
|
21 |
EMG2+ |
|||
|
3 |
7 |
EXLOCK1- |
Contacto final |
Entrada do canal 1 do interbloqueio Bloqueio de segurança externo; contactos flutuantes. O laser não pode ser ligado se os dois contactos não estiverem ligados entre si. NÃO ligue uma tensão externa. |
|
20 |
EXLOCK1+ |
|||
|
4 |
6 |
EMG1- |
EM |
Entrada de desligamento de emergência 1 Se a tensão for baixa (0 V), o desligamento de emergência NÃO é acionado (inválido). Se a tensão for elevada (24 V), o interruptor de paragem de emergência é acionado (ativado). |
|
19 |
EMG1+ |
|||
|
5 |
5 |
Ativar- |
EM |
Ativar laser Ativação do laser LIGADA/DESLIGADA; se a tensão for elevada (24 V), a ativação do laser está LIGADA. Se a tensão for baixa (0 V), a ativação do laser está desligada. |
|
18 |
Ativar+ |
|||
|
6 |
3 |
EX-CTRL- |
EM |
Arranque externo Controlo externo da ativação/desativação da emissão do laser; se a tensão for elevada (24 V), a emissão do laser está ativada. Se a tensão for baixa (0 V), a emissão do laser está desligada. Se a função «enable» e o botão EX-CTRL estiverem ativados, o laser é ligado. |
|
16 |
EX-CTRL+ |
|||
|
7 |
1 |
Erro 2 |
FORA |
Saída de alarme Ligação a uma fita LED externa para indicar o estado do alarme. Os dois contactos são contactos de saída de relé. Se o LASER estiver a funcionar corretamente, os dois pinos estão abertos. Se o LASER apresentar uma avaria, os dois pinos ficam ligados. |
|
14 |
Erro 1 |
AVISO N. º
Estão disponíveis, opcionalmente, funções adicionais, como a ligação a um cobot/robô, através de um código de autorização.
Acessórios #
Informações adicionais #
Bicos de soldadura #
Ao soldar peças com fio, é importante utilizar um bico de soldadura adequado.
Soldadura com alimentação de fio #

Soldadura sem alimentação de fio #

|
1 |
Bicos para soldadura por saltos |
2 |
Bicos para soldadura de cantos internos |
|
3 |
Bicos para soldadura por sobreposição |
4 |
Bicos para soldadura de juntas de topo |
|
5 |
Bicos para soldadura de cantos externos |
|
|
Bocal de alimentação de fio n. º
Na soldadura com fio, deve ser utilizado um bico de alimentação adequado (0,8 – 1,6 mm) para o respetivo diâmetro do fio, de modo a garantir que o fio seja guiado sem problemas.

Colocação em serviço #
PERIGO #


Risco de choque elétrico
A tensão de entrada do laser pode ser mortal e todos os cabos, conectores e caixas da máquina devem ser classificados como perigosos. Uma ligação elétrica incorreta pode causar ferimentos pessoais ou danos à máquina.
- Certifique-se de que todas as ligações elétricas estão corretamente ligadas e fixadas com parafusos, se necessário, antes de ligar a máquina.
- Ligue o sistema de soldadura a laser portátil à terra de forma adequada através do condutor de terra de proteção do cabo de alimentação.
- Verifique se está a ser utilizada a tensão de rede correta antes de ligar o sistema de soldadura a laser portátil à corrente, para evitar danos na máquina. Observe as indicações do seu modelo específico.
- Não retire as tampas de proteção, pois isso pode causar um choque elétrico e invalidar a garantia do dispositivo.
- Note-se que todas as ligações de circuitos externos, com exceção das ligações de alimentação, correspondem à definição de Tensão Extra-Baixa Protegida (PELV) utilizada na norma IEC 61140. As saídas não destinadas à alimentação de outros dispositivos ligados a este produto também devem ser PELV ou Tensão Extra-Baixa de Segurança (SELV).
AVISO #
Risco decorrente de uma instalação incompleta
A utilização de uma máquina que não tenha sido totalmente instalada pode causar ferimentos graves.
- Só deve utilizar a máquina se esta tiver sido totalmente instalada.
- Antes de ligar a máquina, certifique-se de que todo o equipamento de segurança e proteção está presente e em bom estado de funcionamento.
AVISO N. º
Coloque sinais de aviso e de informação sobre laser!
- Coloque os sinais de aviso e de informação sobre o laser no exterior da caixa do laser, num local onde sejam facilmente legíveis, sem que seja necessário expor-se à radiação laser da máquina ou a qualquer outra radiação ótica.
- Coloque os sinais de aviso e de informação sobre o laser em todos os pontos de acesso.
- Substituir os sinais de aviso e de informação sobre laser que estejam gastos.
AVISO N. º
Antes da utilização, o sistema de soldadura a laser deve estar devidamente instalado e totalmente ligado.
Informações adicionais #
Desembalando #
AVISO #
Risco de lesões causadas por cargas pesadas
Levantar e transportar cargas pesadas pode causar lesões nas costas.
- Não transporte cargas pesadas sozinho.
- Certifique-se de que o peso máximo permitido por pessoa não é excedido.
- Utilize apenas equipamento de elevação adequado e em boas condições técnicas, com capacidade de elevação suficiente.
ATENÇÃO #
Risco de danos materiais
A máquina pode ficar danificada se for retirada da embalagem segurando-a pelo conjunto de cabo e mangueira ou pelo cabo.
- Não levante a máquina pelo conjunto de cabo e mangueira nem pelo cabo.
- Não dobre, amasse nem torça o conjunto de cabo e mangueira nem o cabo.
- Retire cada máquina individualmente.
- Ao receber o produto, inspecione cuidadosamente a embalagem para verificar se há sinais externos de danos causados pelo transporte.
- Em caso de danos causados pelo transporte, verifique se o conteúdo da encomenda apresenta danos e notifique Maxphotonics.

- Abra a caixa pela parte de cima.
-

- Leia o manual de instruções.
-
- Retire o maçarico de soldadura e os acessórios da embalagem e certifique-se de que o cabo de fibra ótica está intacto e sem danos.
-
-
- Retire a máquina de soldadura a laser.
- Guarde a embalagem original, caso seja necessária mais tarde para armazenamento ou envio.
- Se tiver alguma dúvida, entre em contacto com a empresa de assistência.
- Respeite a regulamentação local ao eliminar o material de embalagem.




Informações adicionais #
Realizar uma verificação visual #
Por favor, siga as seguintes instruções ao desembalar o dispositivo da embalagem de transporte:
- Inspecione cuidadosamente a embalagem para verificar se existem sinais externos de danos causados pelo transporte. Caso se verifiquem danos causados pelo transporte, inspecione o equipamento para detectar possíveis danos e notifique Maxphotonics.
- Retire o dispositivo da embalagem, certificando-se de que o cabo de fibra ótica permanece intacto e sem danos.
- O dispositivo é embalado numa caixa de madeira com isolamento de espuma, equipada com almofadas de espuma e indicadores de choque para garantir e facilitar o manuseamento seguro durante o transporte.
- Tenha especial cuidado ao desembalar os componentes de hardware.
Ativar a máquina de soldadura a laser #
AVISO N. º
Ativar o laser
A máquina deve ser ativada uma vez com um código de autorização para poder funcionar.
- Assista aos vídeos de formação com atenção.
- Conclua o teste com sucesso.
Siga as instruções a seguir para ativar o seu soldador a laser portátil:
- Introduza o seguinte link no campo de pesquisa do navegador ou digitalize o código QR.
- theo.inc/pt/loja/categorias-da-loja/
-
- Registe o dispositivo.
- Introduza os seus dados pessoais.
- Introduza o número de série que consta na guia de entrega.
- Assista aos vídeos de formação com atenção.
- Tome notas.
- Discuta as questões em aberto com os seus superiores ou com os técnicos de assistência da Maxphotonics.
- Responda às perguntas do teste (escolha múltipla).
- Clique no botão «Enviar» para obter os resultados do teste.
- Após a aprovação no teste, o código de autorização para o dispositivo portátil de soldadura a laser é enviado por e-mail.
- Introduza o código de autorização no campo de introdução «Código de autorização » no menu «Máquina »; consulte «Informações do sistema».
Configuração do sistema de soldadura a laser #
ATENÇÃO #

Risco de lesões durante a montagem
Durante a configuração do sistema de soldadura a laser, este pode ainda não estar estável. Existe o risco de ferimentos causados pela queda, desequilíbrio ou deslocamento de peças da máquina.
- Use luvas de segurança e calçado resistente ao montar a máquina.
- Coloque a máquina numa superfície plana.
- Fixe os rodízios da máquina com os travões para evitar que a máquina se desloque.
ATENÇÃO #

Risco de tropeçar e cair
A disposição inadequada dos cabos pode causar ferimentos por tropeços ou quedas.
- Após a instalação e antes da colocação em funcionamento do sistema de soldadura a laser, certifique-se de que os cabos estão corretamente dispostos e não formam laços nem constituem obstáculos.
AVISO N. º
Antes da utilização, o sistema de soldadura a laser deve estar devidamente instalado e totalmente ligado.

|
a |
Cabo de alimentação |
b |
Cabo em loop |
|
c |
Ligação EX-CTRL (interruptor de interbloqueio da porta) |
d |
Orifício de entrada do gás de proteção |
|
e |
Ligação à terra |
f |
Cabo de comunicação |
|
g |
Revestimento do maçarico |
|
|
Informações adicionais #
Ligar a máquina de soldadura a laser #
ATENÇÃO #
Risco de danos no dispositivo
A máquina de soldadura a laser ficará irremediavelmente danificada se a braçadeira da peça de trabalho estiver ligada à tocha de soldadura.
- Ligue apenas a braçadeira de fixação à peça a soldar.
AVISO N. º
Certifique-se de que o interruptor de alimentação da máquina de soldadura a laser está desligado antes de ligar o sistema de soldadura a laser.
AVISO N. º
Interruptor de bloqueio da porta
A ligação no local do interruptor de bloqueio da porta é da responsabilidade do operador.
- Ligue o cabo de alimentação (a) do sistema de soldadura a laser à fonte de alimentação.
- Ligue o cabo em loop (b) à parte frontal da máquina de soldadura a laser. Fixe a outra extremidade do cabo em loop à peça de trabalho ou ao tampo da mesa utilizando a braçadeira de fixação.
- Ligue o interruptor de bloqueio da porta (c) ao soldador a laser e aperte os dois parafusos.
- Ligue a mangueira de gás (d) à porta de entrada do gás de proteção na parte traseira da máquina de soldadura a laser (ver Ligação do gás).
- Ligue o cabo de ligação à terra (e) para estabelecer uma ligação segura entre a porca de ligação à terra da caixa do laser e a ligação à terra da instalação (ver Procedimento para ligação à terra eletrostática).
Ligar o alimentador de fio à máquina de soldadura a laser #
- ALIMENTADOR: Ligue o cabo de comunicação/cabo do alimentador de fio (f) à ligação FEEDER na parte traseira da máquina de soldadura a laser e à ligação FEEDER no alimentador de fio.
Ligar o alimentador de arame à tocha de soldadura #
- Ligue o revestimento da tocha (g) ao alimentador de fio (ver «Ligar o revestimento da tocha ao alimentador de fio») e ao módulo do alimentador de fio (ver «Ligar o revestimento da tocha à tocha de soldadura»).
Procedimento para ligação à terra eletrostática #
É importante estabelecer uma ligação segura entre o terminal de terra da caixa do laser e a terra da instalação, utilizando o cabo de terra fornecido, a fim de evitar possíveis danos no laser causados pela eletricidade estática.

|
1 |
Ligação do cabo de terra MA1-35 |
2 |
Ligação do cabo de terra MA1-45, MA1-65 e MA1-ULTRA |
- Ligue o cabo de terra à ligação de terra da máquina de soldadura a laser.
-

- Ligue o cabo de terra à ligação à terra da instalação.

Ligação do gás #
A cabeça de soldadura é arrefecida por gás de proteção, o que exige a manutenção de uma pureza ideal do gás e da pressão do ar. Geralmente, o azoto e o árgon são utilizados como gás de proteção. A pureza do gás de proteção deve ser de 99,99% e a pressão do gás na entrada deve situar-se entre 0,8 e 1,5 bar. Para um processo de soldadura eficaz, é essencial utilizar uma válvula redutora de pressão com um medidor de caudal (caudal nominal de, pelo menos, 8 l/min) para controlar com precisão o fluxo de ar.
- Ligue uma mangueira de gás com um diâmetro exterior de 6 mm à entrada de gás.
- Regule o caudal de gás para 8 – 12 l/min.
- Selecione o botão «Manual de aceleração» no Modo Avançado para ajustar o fluxo de aceleração.
Substituição dos bicos #
Para substituir os bicos de soldadura e de alimentação do fio, desaparafuse o bico do suporte e aparafuse o novo bico.
Preparação do alimentador de arame #
ATENÇÃO #
Risco de esmagamento ao abrir e fechar a caixa
Podem ocorrer lesões nas mãos e nos dedos.
- Tenha cuidado com as mãos e os dedos ao abrir e fechar a caixa.
Informações adicionais #
Substituir o carretel de fio #
Os carretéis estão disponíveis com orifícios de diferentes tamanhos. Isso pode tornar necessária a utilização de um adaptador.

|
1 |
Porca de fixação |
2 |
Bobina de fio |
|
3 |
Eixo |
4 |
Tachas |
- Abra a caixa utilizando a alça da caixa.
- Desaperte a porca de fixação (1) do carretel de fio (2).
- Retire o carretel de fio.
- Coloque o novo carretel de fio no eixo (3).
- Aperte a porca de fixação.
Substituição dos rolos de alimentação do fio #

|
1 |
Alavanca |
2 |
Rolos de alimentação |
O tipo de fio (U, V) e a espessura do fio estão indicados nos rolos de alimentação de fio. Os rolos de alimentação de fio U são utilizados para soldar com fio de alumínio e os rolos V são utilizados para soldar com fio de aço inoxidável ou de aço.
- Baixe ambas as alavancas (1).
- Desaperte os parafusos de fixação dos rolos de alimentação do fio (2).
- Retire os rolos de alimentação do fio.
- Instale novos rolos de alimentação de arame.
- Aperte os parafusos de fixação.
- Levante ambas as alavancas.
Enroscar o fio de soldadura #
AVISO #
Risco de lesões
Ao enfiar e mover manualmente o fio de soldadura, podem ocorrer lesões oculares.
- Não olhe diretamente para a conexão do revestimento da tocha no alimentador de arame.
- Não olhe diretamente para a saída do revestimento da tocha.
- Não olhe diretamente para o bocal de alimentação do fio.
- Use óculos de proteção.

|
1 |
Alavanca |
2 |
Fio de soldadura |
|
3 |
Rolos de alimentação de arame |
4 |
Ligação do revestimento do maçarico |
- Baixe ambas as alavancas (1).
- Passe o fio de soldadura (2) lateralmente por baixo da alavanca direita (a).
- Puxe o fio de soldadura por cima do rolo de alimentação direito (3) para fora da abertura e passe-o para a esquerda, introduzindo-o na abertura seguinte (b).
- Puxe o fio de soldadura para fora da abertura situada acima do rolo de alimentação esquerdo e passe-o para a esquerda, introduzindo-o na abertura seguinte (c).
- Passe o fio de soldadura por baixo da alavanca esquerda até à ligação do revestimento da tocha (d).
- Empurre o fio de soldadura até que este sobressaia da ligação do revestimento da tocha (e) cerca de 10 cm.
- Levante ambas as alavancas.
Ligar o revestimento da tocha ao alimentador de arame #
- Enfie o fio de soldadura no revestimento da tocha.
- Ligue o tubo do maçarico à conexão do tubo do maçarico no alimentador de arame.
Preparação do maçarico de soldadura #
Informações adicionais #
Montagem do módulo de alimentação de arame #
AVISO N. º
Ao montar o módulo de alimentação de fio, certifique-se de que o bico de alimentação de fio fica paralelo ao bico de soldadura. O laser piloto, que é emitido pela abertura de saída da tocha de soldadura, deve incidir no centro do fio de soldadura estendido.

|
1 |
Parafuso |
2 |
Módulo de alimentação de fio |
|
3 |
Bocal de alimentação de fio |
4 |
Bocal de soldadura |
- Desaperte os parafusos (1) no módulo do alimentador de arame (2).
- Deslize o módulo alimentador de fio (2) sobre o tubo da balança (a).
- Defina o comprimento do tubo de escala ou o plano focal do laser (ver «Definição do plano focal do laser»).
- Alinhe o bico de alimentação do fio (3) e o bico de soldadura (4) de forma a que fiquem paralelos entre si.
- Aperte os parafusos (2) na lateral do módulo do alimentador de fio.
Ligar o revestimento da tocha à tocha de soldadura #
AVISO #
Risco de lesões
Ao enfiar e mover manualmente o fio de soldadura, podem ocorrer lesões oculares.
- Não olhe diretamente para a conexão do revestimento da tocha no alimentador de arame.
- Não olhe diretamente para a saída do revestimento da tocha.
- Não olhe diretamente para o bocal de alimentação do fio.
- Use óculos de proteção.
AVISO N. º
Se possível, estenda o revestimento da tocha de forma reta ou com um raio amplo, para que o fio de soldadura não perfure o conjunto de cabo e mangueira quando este for estendido.
Se o fio de soldadura tiver sido recolocado, deve ser passado uma vez por completo através do revestimento da tocha até ao fim.

|
1 |
Bocal de alimentação de fio |
2 |
Acoplamento de libertação rápida do bocal de alimentação de fio |
|
3 |
Gancho de alimentação de arame para o revestimento da tocha |
|
|
- Deixe o fio de soldadura sair do revestimento da tocha cerca de 10 cm (ver «Utilização do alimentador de fio»).
- Enfie (a) o fio de soldadura no bocal de alimentação do fio (1).
- Ligue o revestimento da tocha ao acoplamento de libertação rápida do bocal de alimentação do fio (2).
- Deixe o fio de soldadura sair do revestimento da tocha cerca de 1 cm.
- Passe o revestimento da tocha pelo gancho de alimentação do fio (3).
Ajuste do plano focal do laser #

|
1 |
Tubo de medição |
2 |
Escala |
|
3 |
Noz |
|
|
No tubo de escala (1) encontra-se uma escala (2) que vai de -15 a +15. Dependendo da peça a soldar, o plano focal do feixe de laser pode ser ajustado em conformidade.
|
Cenário |
Descrição |
|---|---|
|
0 a -15 |
O foco passa a incidir sobre a parte inferior da peça que está a ser soldada. Estas configurações são utilizadas, por exemplo, para chapas metálicas de grande espessura. |
|
0 |
O foco do feixe de laser está localizado diretamente na superfície da peça a ser soldada. |
|
0 a +15 |
O foco passa a incidir sobre a superfície da peça a ser soldada. Estas configurações são utilizadas, por exemplo, para chapas finas. |
- Desaperte manualmente a porca (3) (a).
- Puxe ou empurre (b) o tubo de medição (1) até ao valor desejado, dependendo do material e da espessura do mesmo.
- Aperte manualmente a porca.
Operação n. º
PERIGO #
Risco de choque elétrico
A tensão de entrada do laser pode ser mortal e todos os cabos, conectores e caixas da máquina devem ser classificados como perigosos. Uma ligação elétrica incorreta pode causar ferimentos pessoais ou danos à máquina.
- Certifique-se de que todas as ligações elétricas estão corretamente ligadas e fixadas com parafusos, se necessário, antes de ligar a máquina.
- Ligue o sistema de soldadura a laser portátil à terra de forma adequada através do condutor de terra de proteção do cabo de alimentação.
- Verifique se está a ser utilizada a tensão de rede correta antes de ligar o sistema de soldadura a laser portátil à corrente, para evitar danos na máquina. Observe as indicações do seu modelo específico.
- Não retire as tampas de proteção, pois isso pode causar um choque elétrico e invalidar a garantia do dispositivo.
- Note-se que todas as ligações de circuitos externos, com exceção das ligações de alimentação, correspondem à definição de Tensão Extra-Baixa Protegida (PELV) utilizada na norma IEC 61140. As saídas não destinadas à alimentação de outros dispositivos ligados a este produto também devem ser PELV ou Tensão Extra-Baixa de Segurança (SELV).
AVISO #
Radiação laser – laser de classe 4
A máquina cumpre os requisitos para um produto da classe de laser 4.
- Respeite os regulamentos legais e locais aplicáveis em matéria de segurança no uso de lasers.
- Não são permitidas intervenções nem modificações na máquina.
- As reparações só podem ser realizadas pelo Maxphotonics .
AVISO #
Risco de operação quando o sistema de soldadura a laser é operado por pessoal não qualificado
Configurações incorretas efetuadas por pessoal não qualificado podem causar ferimentos graves e danos ao sistema.
- Certifique-se de que as entradas no visor são efetuadas apenas por pessoal qualificado.
AVISO #



Risco de lesões devido à falta de equipamento de proteção individual
Durante o processo de soldadura a laser, surgem vários riscos.
- Utilize o seu equipamento de proteção individual, composto por óculos de proteção contra laser, um capacete de soldadura a laser ou uma máscara de proteção contra laser, luvas de proteção contra laser, um avental de proteção contra laser e, se necessário, proteção auditiva.
- Certifique-se de que todo o equipamento de proteção individual foi concebido para a potência de saída e a gama de comprimentos de onda especificadas na etiqueta de segurança do laser.
- Use roupa comprida que cubra totalmente a pele e mantenha as mangas e o colarinho abotoados.
AVISO #
Risco de lesões
Equipamentos de segurança e proteção com defeito ou avariados podem causar lesões graves.
- Antes de ligar a máquina, certifique-se de que todo o equipamento de segurança e proteção está presente e em bom estado de funcionamento!
- Mande reparar o equipamento de segurança e de proteção que esteja com defeito.
- Nunca desative os equipamentos de segurança e proteção.
AVISO #
Risco decorrente de uma instalação incompleta
A utilização de uma máquina que não tenha sido totalmente instalada pode causar ferimentos graves.
- Só deve utilizar a máquina se esta tiver sido totalmente instalada.
- Antes de ligar a máquina, certifique-se de que todo o equipamento de segurança e proteção está presente e em bom estado de funcionamento.
AVISO #


Risco de incêndio e explosão
O calor e as faíscas gerados durante a soldadura podem provocar incêndios ou explosões.
- Esteja ciente dos riscos potenciais durante a soldadura e tome as precauções necessárias.
- Certifique-se de que todos os materiais inflamáveis e combustíveis são mantidos a uma distância segura da área de soldadura.
- A soldadura a laser só deve ser realizada em áreas sinalizadas e isentas de materiais combustíveis.
- Evite soldar recipientes que contenham substâncias inflamáveis ou combustíveis. Se o conteúdo dos recipientes for impossível de identificar, considere-os potencialmente perigosos.
- Mantenha sempre um extintor de incêndio por perto e certifique-se de que todo o pessoal de soldadura recebeu formação completa sobre a utilização de extintores de incêndio.
AVISO #
Risco de lesões devido a um sistema de soldadura a laser defeituoso
A utilização de um sistema de soldadura a laser com defeito pode causar ferimentos graves e danos no próprio sistema.
- Só deve utilizar o sistema de soldadura a laser se este não apresentar avarias nem danos e se não faltar nenhuma peça nem houver peças soltas.
ATENÇÃO #
Risco de sobreaquecimento
A máquina de soldadura a laser é refrigerada a ar, e a tocha de soldadura é refrigerada a gás. O funcionamento a temperaturas mais elevadas pode acelerar o envelhecimento, aumentar a corrente de limiar e reduzir a eficiência do desempenho.
- Certifique-se de que a área de trabalho está suficientemente ventilada.
- Desligue a máquina de soldadura a laser e contacte o Serviço de Assistência caso o aparelho sobreaqueça.
ATENÇÃO #
Risco de tropeçar e cair
A disposição inadequada dos cabos pode causar ferimentos por tropeços ou quedas.
- Após a instalação e antes da colocação em funcionamento do sistema de soldadura a laser, certifique-se de que os cabos estão corretamente dispostos e não formam laços nem constituem obstáculos.
Informações adicionais #
Utilização da máquina de soldadura a laser #
AVISO #
Risco de lesões devido a utilização não autorizada
Durante o funcionamento, podem ocorrer acidentes devido à utilização não autorizada da máquina por pessoas não autorizadas.
- Não deixe a máquina sem vigilância durante o funcionamento.
- Retire a chave de segurança para impedir que pessoas não autorizadas utilizem a máquina.
Informações adicionais #
Ligar a máquina de soldadura a laser #
- Ligue o interruptor de alimentação na parte traseira da máquina de soldadura a laser.
- As instruções de segurança são apresentadas no ecrã.
-
- Confirme as instruções de segurança premindo o botão «Aceitar ».
- O Modo Básico é definido automaticamente.
- Insira a chave de segurança na fechadura e rode-a para a posição 1.

Iniciar o processo de soldadura #
PERIGO #

Inalação de fumos de soldadura
A interação do laser com materiais-alvo, tais como plásticos, metais e compósitos, pode provocar a sua vaporização e a formação de nuvens tóxicas e perigosas de fumos e vapores. Estes são frequentemente invisíveis e representam um grave risco para a saúde. A exposição aos fumos de soldadura pode ter efeitos negativos nos pulmões, no coração, nos rins e no sistema nervoso central.
Em espaços fechados com pouca ventilação, as concentrações de fumos e gases tóxicos podem provocar perda de consciência ou asfixia, e os óxidos de azoto produzidos em altas concentrações podem causar a morte.
- Instale sistemas de extração de fumos para remover fumos, vapores, partículas e resíduos perigosos da área de trabalho.
- Consulte as fichas de dados de segurança e as instruções de precaução relativas a todos os materiais de soldadura utilizados e cumpra-as.
- Note-se que, para além do sistema de extração, pode ser necessário um fornecimento de ar fresco em espaços pequenos ou noutras situações de risco.
- Trabalhe sempre em espaços bem ventilados.
- Monitorize regularmente a qualidade do ar para determinar a concentração de vapores nocivos na área de trabalho.
- Mantenha a cabeça afastada da fonte de fumos durante a soldadura, para evitar a exposição a fumos perigosos.
- Utilize proteção respiratória em espaços confinados ou noutras situações em que tal seja necessário.
AVISO #
Perigo de radiação laser!
A exposição à radiação laser pode causar danos irreversíveis na retina ou na córnea.
- Para evitar possíveis lesões oculares, evite olhar diretamente para a saída do laser e certifique-se de usar óculos de proteção adequados para laser enquanto utiliza o laser.
- Não abra o sistema de soldadura a laser portátil, uma vez que não contém peças nem oferece possibilidades de reparação destinadas ao utilizador.
AVISO #


Risco de lesões causadas por reflexos
Durante o processo de soldadura, podem ocorrer reflexos difusos e especulares, que podem ser gerados em diferentes ângulos junto à abertura de saída da tocha de soldadura e causar lesões graves na retina ou na córnea. Isto pode potencialmente causar lesões oculares permanentes. Os feixes de laser de classe 4 também podem provocar incêndios e causar danos na pele e nos materiais durante a manipulação dos dispositivos ou nas suas proximidades.
- Utilize equipamento de proteção individual adequado: óculos de proteção contra laser/capacete de soldadura a laser, luvas de proteção contra laser, avental de proteção contra laser.
- O utilizador e terceiros devem estar sempre atentos a possíveis reflexos. Uma configuração incorreta dos parâmetros do laser pode provocar mais reflexos.
- O utilizador e terceiros devem permanecer sempre atrás da tocha de soldadura.
- Certifique-se de que não há ninguém na zona de reflexão e de que não existem materiais inflamáveis durante o processo de soldadura.
- Utilize um bico adequado à posição de soldadura.
- Ao soldar materiais altamente refletores (por exemplo, alumínio ou cobre), tenha especial cuidado, uma vez que parte da energia do feixe de laser pode ser refletida pela área de soldadura.
- Certifique-se de que conhece o cone de reflexão previsto para cada peça processada e evite olhar para o cone de reflexão previsto ou colocar qualquer parte do corpo dentro dele.
AVISO #

Risco de queimaduras em superfícies quentes
Tocar em superfícies quentes nas peças em trabalho pode causar queimaduras.
- Utilize o equipamento de proteção individual: luvas de segurança para laser.
ATENÇÃO #

Risco de danos auditivos
A soldadura a laser de peças que geram ruído produz ruído que pode causar danos auditivos.
- Use proteção auditiva.
- Defina os parâmetros de soldadura no ecrã (consulte o Modo Básico e o Modo Avançado).
- Verifique e ajuste o caudal do gás de proteção.
- Verifique e defina o caudal do gás de proteção utilizando o botão «Manual de gás» no separador «Início» do menu «Modo especialista» (ver separador «Início»).
- Fixe a braçadeira na peça a soldar.
- Cumprir os requisitos de segurança:
- O utilizador e eventuais terceiros devem utilizar o equipamento de proteção individual prescrito (ver Equipamento de proteção individual (EPI)) e devem encontrar-se fora da zona de perigo (ver Zona de perigo).
- A cabina de laser (ver Equipamento da estação de trabalho) está pronta para a soldadura a laser.
- Verifique o equipamento de segurança e proteção (consulte as medidas de segurança relativas ao laser). As portas estão fechadas e o interruptor de interbloqueio das portas está ligado à máquina.
- Ative o laser utilizando o botão «Ativar laser ».
- Aparece um aviso.
-
- Clique no botão Fechar.
- O laser está ativado e pode ser utilizado.
- Mantenha premido o gatilho do laser.

Interromper o processo de soldadura #
- Solte o gatilho do laser.
Desligar a máquina de soldadura a laser #
- Desligue o interruptor de alimentação na parte traseira da máquina de soldadura a laser.
- Insira a chave de segurança na fechadura e rode-a para a posição 0.
- Retire a chave de segurança para impedir que pessoas não autorizadas utilizem a máquina.
- Desligue a ficha da tomada.
Utilização da interface do utilizador #
AVISO #
Risco de operação quando o sistema de soldadura a laser é operado por pessoal não qualificado
Configurações incorretas efetuadas por pessoal não qualificado podem causar ferimentos graves e danos ao sistema.
- Certifique-se de que as entradas no visor são efetuadas apenas por pessoal qualificado.

|
1 |
Barra de menus |
2 |
Botão «Modo Básico» |
|
3 |
Botão «Modo Avançado» |
4 |
Botão «Parâmetros do processo» |
|
5 |
Botão «Informações do sistema» |
6 |
Botão «Configuração» |
|
7 |
Separadores |
8 |
Separador «Página inicial» |
|
9 |
Separador «Detalhes» |
10 |
Separador «Estado» |
|
11 |
Separador «Aviso» |
12 |
Interface do utilizador |
Informações adicionais #
Ajustar os parâmetros #
- Clique no campo de introdução ao lado do parâmetro a ajustar.
- É apresentado um teclado numérico no qual é possível introduzir o valor pretendido.
- Clique no botão Enter para confirmar a configuração.
-
- Clique no botão «Guardar como » para guardar as alterações.

- O conjunto de parâmetros é guardado no menu Parâmetros do processo> Personalizar. Aqui é possível guardar até 32 conjuntos de parâmetros.
Modo Básico #

|
1 |
Botão «Modo Básico» |
2 |
Parâmetro do material |
|
3 |
Parâmetro de espessura |
4 |
Parâmetro do método de soldadura |
|
5 |
Botão de alimentação do fio |
6 |
Botão em forma de escama de peixe |
|
7 |
Botão de ativação do laser |
|
|
- O menu do Modo Básico(1) disponibiliza os parâmetros de material (2), espessura (3) e método de soldadura (4).
- A alimentação do fio é iniciada através do botão «Wire Feed» (5).
- O padrão em escamas de peixe é ativado através do botão «Escamas de peixe» (6).
Modo D #
O modo D está disponível apenas para a máquina de soldadura a laser MA1-35.

O modo é ativado e desativado através do botão de desligar. Os valores de -1 a +2 podem ser definidos no controlador. O modo D+ só pode ser ativado se o rendimento da máquina for ≥ 90%. Ao selecionar várias opções, a máquina pode ser configurada para aumentar o seu rendimento para mais de 100%, a fim de obter uma melhor profundidade de soldadura.
Modo Avançado #
Clique no botão «Modo Avançado»para abrir a interface do Modo Avançado e definir configurações avançadas de soldadura e ajustes detalhados.
As configurações podem ser definidas no menu «Modo Avançado», nos separadores «Página inicial», «Detalhes», «Estado » e «Avisos ».
Informações adicionais #
Separador «Página inicial» #
Clique no separador «Início» para abrir a interface do utilizador e definir os parâmetros.

|
1 |
Botão «Modo Avançado» |
2 |
Menu inicial |
|
3 |
Campo de introdução «Largura da oscilação» |
4 |
Campo de introdução da potência do laser |
|
5 |
Campo de introdução da frequência de oscilação |
6 |
Botão de alimentação do fio |
|
7 |
Botão Ativar/Desativar laser |
8 |
Botão manual do acelerador |
|
9 |
Botão de ativação do laser |
|
|
|
Cenário |
Descrição |
|---|---|
|
Largura da oscilação |
Ajustável de 0 a 4 mm. |
|
Potência do laser |
Ajustável de 0 a 100%. 100% = Capacidade máxima da máquina |
|
Frequência de oscilação |
A frequência máxima de oscilação é de 220 Hz na amplitude máxima de oscilação. Com uma amplitude de oscilação reduzida, a frequência de oscilação pode ser aumentada em conformidade. |
|
Alimentação de arame |
Ativa/desativa o avanço do fio. |
|
Laser |
Liga a fonte de alimentação do laser. |
|
Manual do gás |
Ativa/desativa o teste manual de gás para verificar e ajustar o caudal de gás. |
|
Ativar laser |
Ativa o laser. A máquina de soldadura a laser está pronta para emitir. |
Separador «Detalhes» #
Clique no separador «Detalhes» para abrir a interface do utilizador e definir os parâmetros detalhados.
AVISO N. º
Os valores relativos à potência do laser, frequência de oscilação e amplitude de oscilação nesta interface correspondem aos apresentados na página principal.

|
1 |
Botão «Modo Avançado» |
2 |
Menu Detalhes |
|
3 |
Botão de alimentação do fio |
4 |
Botões do Modo Claro |
|
5 |
Campos de introdução de parâmetros |
6 |
Botão «Guardar como» |
|
7 |
Botão de configuração da alimentação do fio |
|
|
|
Cenário |
Descrição |
|---|---|
|
Alimentação de arame |
Cinza: A alimentação do fio está desligada. Laranja: O avanço do fio está sincronizado com o laser. |
|
Modo Claro |
O Modo Claro está disponível em três versões:
|
|
Potência do laser [%] |
Regulação da potência de saída do laser. |
|
Frequência de oscilação [Hz] |
Regulação da frequência de oscilação do laser. |
|
Largura de oscilação [mm] |
Ajuste da amplitude da oscilação. |
|
Atraso na ativação do gás [ms] |
Definição do tempo de pré-fluxo antes da emissão do laser. |
|
Atraso no corte do gás [ms] |
Definição do tempo de pós-fluxo após o laser ser desligado. |
Informações adicionais #
Definir o modo de iluminação #
O Modo Claro está disponível em três variantes (4). Clique num dos botões para definir as configurações do respetivo modo na interface do utilizador.
|
Modo |
Cenário |
Descrição |
|---|---|---|
|
CW Pulso |
Atraso no desligamento da luz [ms] |
Definição do tempo de pós-funcionamento após o laser deixar de emitir. |
|
Período de aceleração [ms] |
Período de aceleração até o laser atingir a potência definida. O valor especificado deve ser de, pelo menos, 100 ms. |
|
|
Período de desaceleração [ms] |
Período de desaceleração após o desligamento da potência do laser. |
|
|
Pulso |
Frequência do laser [Hz] |
Pulsos de laser por segundo. |
|
Ciclo de trabalho [%] |
Fator de ativação, relação entre o tempo de funcionamento do laser e o tempo de inatividade do laser. |
|
|
Tiro |
Tempo de disparo [ms] |
Tempo de funcionamento do laser. |
|
Intervalo entre disparos [ms] |
Intervalo de tempo entre cada manobra de virada. |
Definir os parâmetros de alimentação do fio #
AVISO N. º
O alimentador de fio e o módulo do alimentador de fio devem estar ligados à máquina de soldadura a laser para que seja possível alterar os parâmetros de alimentação do fio.
- Clique no separador «Detalhes » no menu «Modo Avançado».
- Clique no botão «Configuração da alimentação do fio » para ajustar os parâmetros de alimentação do fio no menu «Configuração da alimentação do fio ».
- Defina a velocidade de alimentação do fio.
O menu «Configuração da alimentação do fio » também pode ser acedido através do botão «Configuração da alimentação do fio» no menu «Parâmetros do processo » (ver «Parâmetros do processo»).

|
1 |
Botões CW e Pulse |
2 |
Campos de introdução de parâmetros |
|
Modo |
Cenário |
Descrição |
|---|---|---|
|
CW Pulso |
Velocidade de alimentação do fio [mm/s] |
Regulação da velocidade de alimentação do fio Reduza a velocidade em contornos pequenos ou materiais espessos. |
|
Velocidade de retirada [mm/s] |
Após desligar, o fio é retirado da poça de fusão à velocidade definida. |
|
|
Atraso na transmissão [ms] |
Atraso após a ativação da alimentação do laser. O fio começa a funcionar após a alimentação do laser ser ligada. |
|
|
Atraso de realimentação [ms] |
Retirada tardia da poça de fusão. |
|
|
Comprimento de recuo [mm] |
Intervalo de ajuste para a distância a que o fio é puxado para fora da poça de fusão. |
|
|
Comprimento de realimentação [mm] |
Após a retirada, o fio é empurrado novamente para a posição ideal para iniciar o processo. |
|
|
Pulso |
Duração do pulso [ms] |
Tempo de funcionamento do laser. |
|
Suavidade da textura [%] |
Alisamento da costura. Quanto maior for o valor, mais suave será a costura. |
Separador «Estado» #
Clique no separador «Status» para aceder à interface do utilizador e visualizar a pressão atual do gás, a temperatura do vidro de segurança e informações sobre o estado de funcionamento do sistema de soldadura a laser.

|
1 |
Botão «Modo Avançado» |
2 |
Menu de estado |
|
3 |
Campo de visualização da pressão do gás |
4 |
Campo de visualização da temperatura do gás de proteção |
|
5 |
Campos de estado |
|
|
|
Cenário |
Descrição |
|---|---|
|
Pressão do gás |
Indica a pressão atual do gás de proteção. |
|
Temperatura da lente P |
Indica a temperatura atual do vidro de segurança na tocha de soldadura. |
|
Laser |
Verde: O laser está ativado. Cinza: Em espera |
|
Luz vermelha |
Verde: A luz vermelha acende. Cinza: Em espera |
|
Gás |
Verde: A válvula do gás de proteção está aberta. Cinza: Em espera |
|
Alimentação de arame |
Verde: A alimentação do fio está ativada. Cinza: Em espera |
|
Bloqueio de segurança |
Verde: O contacto da porta está fechado. Gray: O contacto da porta está aberto. |
|
Passagem da Tocha |
Verde: O cabo em loop está em contacto com o bico de soldadura. Gray: O circuito de segurança está aberto. |
Separador «Aviso» #
Clique no separador «Avisos» para visualizar todas as informações de alarme geradas pelo sistema de soldadura a laser.
É informado de problemas ou potenciais problemas que requerem resolução.

|
1 |
Botão «Modo Avançado» |
2 |
Menu de avisos |
|
3 |
Aviso: Relevante para o utilizador |
4 |
Aviso: Relevante para o serviço |
|
Cenário |
Descrição |
|---|---|
|
Torch Communicate |
A comunicação entre o laser e o cabeçote de soldadura portátil não está a funcionar corretamente. Verifique se os cabos estão ligados (consulte «Ligar o soldador a laser») e contacte o Serviço de Assistência (consulte «Importador/Serviço de Assistência»). |
|
Paragem de emergência |
Alarme de desligamento de emergência do laser: verifique se o interruptor de paragem de emergência está ativado. |
|
Alarme de bloqueio |
Verifique se a interface de segurança externa de dois canais está fechada (interruptor de bloqueio da porta). |
|
Detecção de ligação à terra |
Se a ligação à terra de proteção (PE) não estiver corretamente ligada, a máquina emite um alarme. Mesmo que não seja detetada qualquer falha de ligação à terra, o dispositivo continuará a emitir um alarme. Contacte o Serviço de Assistência (ver dados da empresa). |
|
Gás |
A pressão do gás de proteção está demasiado baixa. Verifique se a válvula do gás de proteção está aberta e se a garrafa de gás tem pressão suficiente. |
|
Temperatura da lente P |
A temperatura do vidro de segurança está demasiado elevada. Por favor, verifique:
|
Todas as outras mensagens de erro destinam-se exclusivamente ao serviço de assistência (ver Importador/Serviço de Assistência) e não implicam qualquer ação por parte do utilizador.
Parâmetros do processo #
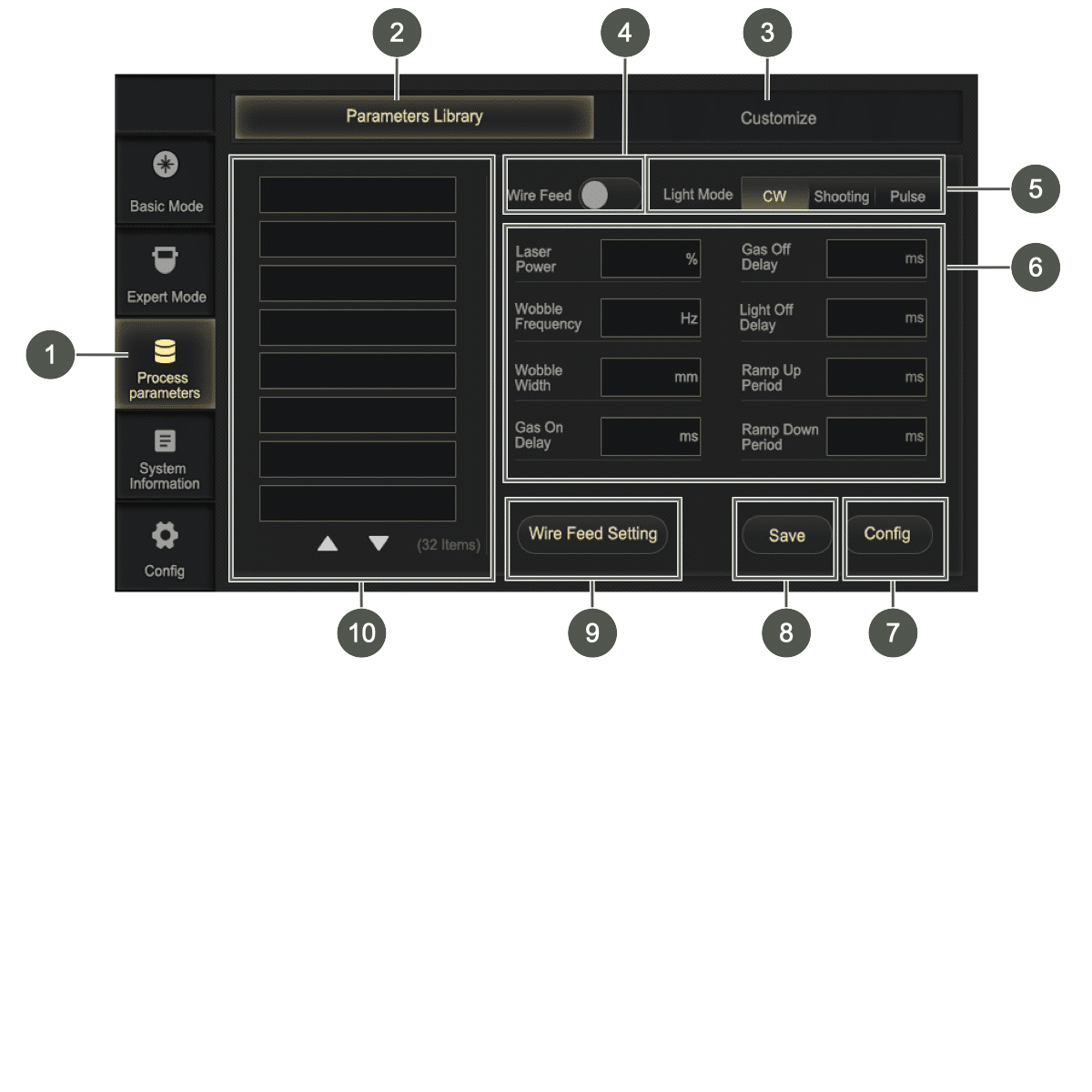
Clique no botão «Parâmetros do processo» (1) para abrir a interface do utilizador e criar e gerir os conjuntos de parâmetros nos separadores «Biblioteca de parâmetros » (2) e «Personalizar» (3).
Estão disponíveis quatro páginas nas quais é possível guardar um total de 32 conjuntos de parâmetros.
Para mais informações sobre os parâmetros, consulte a secção «Modo Avançado»; consulte «Modo Avançado».
Biblioteca de parâmetros #
Na interface do utilizador do separador «Biblioteca de parâmetros» (2) , é possível definir as configurações em conjuntos de parâmetros predefinidos.
Personalizar #
Na interface do utilizador do separador «Personalizado (3) », é possível definir as configurações em conjuntos de parâmetros predefinidos.
Informações adicionais #
Gestão dos conjuntos de parâmetros #
- Clique num conjunto de parâmetros (10) na lista para visualizar os parâmetros.
- Clique no campo de introdução ao lado do parâmetro (6) para editar o parâmetro.
- É apresentado um teclado numérico no qual é possível introduzir o valor pretendido.
- Clique no botão Enter para confirmar a configuração.
-
- Clique no botão Guardar (8) para guardar as alterações.
- Abre-se uma caixa de diálogo.
-

- Clique no campo de entrada ao lado do nome do conjunto de parâmetros.
- Guarde o conjunto de parâmetros.
- Botão «Guardar »: O conjunto de parâmetros é atualizado com as novas definições e o nome do conjunto de parâmetros existente.
- Botão «Guardar como »: O conjunto de parâmetros é guardado com o novo nome do conjunto de parâmetros.
- Botão Cancelar: A caixa de diálogo fecha-se. Nenhuma alteração é guardada.
- Clique no botão Config(7) se pretender utilizar o conjunto de parâmetros selecionado para as definições de soldadura atuais.

Criar um conjunto de parâmetros #
- Clique num campo vazio na lista de conjuntos de parâmetros.
- Clique no botão «Guardar ».
- Abre-se uma caixa de diálogo.
-
- Clique no campo de entrada ao lado do nome do conjunto de parâmetros.
- Atribua um novo nome ao conjunto de parâmetros.
- Crie um novo conjunto de parâmetros clicando no botão Guardar.
Eliminar um conjunto de parâmetros #
Se tiver sido atingido o número máximo de conjuntos de parâmetros, o conjunto de parâmetros deve ser substituído ou eliminado.
Ao guardar o conjunto de parâmetros, substitua o nome do conjunto de parâmetros ou introduza o novo nome EMPTY e guarde para eliminar o conjunto de parâmetros.
Informações do sistema #
Clique no botão «Informações do sistema » para ver os detalhes do sistema.
Clique na seta no canto inferior direito para ver as informações sobre o laser.

Informações do sistema #
A área «Informações do sistema» apresenta informações importantes, tais como dados sobre a versão e dados comerciais:
- Modelo
- N.º de série da placa-mãe
- N.º de série da tocha
- Versão do software
- Versão do hardware
- Versão MCU
- Versão a laser
- Versão do alimentador de arame
Informações gerais #
As seguintes informações são apresentadas na área de Informações Normais:
- Data da encomenda
- Data de validade
- Código de autorização
- Data da máquina
- Tempo de máquina
O código de autorização obtido através do curso de formação pode ser introduzido nas Informações Gerais para desbloquear a máquina ou aumentar o número de horas de funcionamento da mesma.
Se a data de validade do software estiver a aproximar-se, surge uma caixa de diálogo a informar o utilizador da validade iminente.
Para garantir a utilização ininterrupta do dispositivo, é necessário contactar o Serviço de Assistência (ver Importador/Serviço de Assistência) e solicitar um novo código de licença.

Informações sobre o laser #

Definições do sistema #
É necessária uma palavra-passe de serviço para aceder às definições do sistema. A palavra-passe de serviço é atribuída apenas a revendedores autorizados que tenham concluído com sucesso o curso de formação na Maxphotonics.
Não há aqui nenhuma configuração que o utilizador precise de efetuar para utilizar o sistema.
Utilização do alimentador de arame #
AVISO #
Risco de lesões
Ao enfiar e mover manualmente o fio de soldadura, podem ocorrer lesões oculares.
- Não olhe diretamente para a conexão do revestimento da tocha no alimentador de arame.
- Não olhe diretamente para a saída do revestimento da tocha.
- Não olhe diretamente para o bocal de alimentação do fio.
- Use óculos de proteção.
|
Figura |
Botão |
Descrição |
|---|---|---|
|
|
Botão de ligar/desligar |
Ligar/desligar o alimentador de arame. O botão acende a vermelho se o alimentador de fio estiver ligado. |
|
|
Alimentação manual do fio |
Alimentação manual do fio. Isto é utilizado durante a soldadura ou ao substituir o rolo de fio. O botão acende a verde quando o alimentador de fio empurra o fio para a frente. A alimentação automática do fio é ativada premindo o botão durante 5 segundos. Para interromper a alimentação automática do fio, prima o botão brevemente. O alimentador de fio também pode ser ativado e controlado através do ecrã da máquina de soldadura a laser (ver Modo Especialista) ou do interruptor do alimentador de fio na tocha de soldadura (ver Tocha de soldadura). |
|
|
Botão de levantamento manual |
Retirada manual do fio. Isto é utilizado durante os trabalhos diários de soldadura ou limpeza. O botão acende a verde quando o fio é retirado. |



Limpeza e substituição de peças de desgaste #
É necessário que o utilizador inspecione e verifique regularmente as peças de desgaste, o que reduz a ocorrência de problemas de soldadura e maus resultados, aumenta a vida útil do equipamento e garante a segurança do utilizador.
Isto inclui:
- Vidro de segurança
- Bocal de soldadura
- Alimentação de arame
PERIGO #
Risco de lesões fatais devido a alterações inadequadas no sistema de soldadura a laser
Reparações efetuadas por pessoas não qualificadas e a utilização de peças de substituição não autorizadas podem causar ferimentos graves, como choques elétricos ou queimaduras, e até mesmo a morte durante o funcionamento.
- As reparações da máquina só podem ser realizadas pela Maxphotonics.
- Realize trabalhos apenas nos componentes descritos na secção «Limpeza e substituição de peças de desgaste».
- É estritamente proibido desmontar e remontar o sistema de soldadura a laser portátil sem autorização, uma vez que tal pode provocar choques elétricos ou queimaduras, bem como danos nos componentes envolvidos.
- A desmontagem do produto sem autorização invalidará a garantia.
AVISO #
Risco de lesões devido a um sistema de soldadura a laser defeituoso
A utilização de um sistema de soldadura a laser com defeito pode causar ferimentos graves e danos no próprio sistema.
- Só deve utilizar o sistema de soldadura a laser se este não apresentar avarias nem danos e se não faltar nenhuma peça nem houver peças soltas.
AVISO N. º
Os trabalhos de reparação só podem ser realizados pelo nosso Serviço de Assistência.
Reparações #
- Se for necessário efetuar reparações, contacte Maxphotonics (ver Importador/Serviço de Assistência).
- Coloque o produto numa embalagem adequada (embalagem original) e devolva-o.
- Se o período de garantia do produto tiver expirado ou se o âmbito da garantia for excedido, o cliente é responsável pelos custos de reparação.
- O fabricante reserva-se o direito de alterar o design ou a estrutura dos produtos, e as informações podem ser alteradas sem aviso prévio.
Peças sobressalentes #
Contacte o serviço de assistência(ver Importador/Assistência) ou visite a loja online da Maxphotonics necessite de peças sobressalentes.
- Introduza o seguinte link no campo de pesquisa do navegador ou digitalize o código QR.
- theo.inc/pt/loja/categorias-da-loja/
Informações adicionais #
Soldador a laser #
AVISO #
Risco de lesões
Antes de realizar trabalhos de limpeza, desligue o aparelho da rede elétrica.
- As reparações no dispositivo devem ser realizadas Maxphotonics pela Maxphotonics .
Informações adicionais #
Inspeção visual da máquina de soldadura a laser #
- Verifique se todas as ventoinhas de refrigeração giram de forma suave e constante quando ligadas.
- Verifique se as mangueiras de gás apresentam fugas.
- Verifique se o módulo do alimentador de fio e o isolamento se soltaram.
- Verifique se o cabo em loop apresenta algum defeito.
Limpeza do soldador a laser #
A máquina de soldadura a laser portátil é refrigerada a ar. Por isso, os canais de ventilação e a grelha devem ser limpos regularmente, pelo menos de dois em dois meses.
O utilizador deve utilizar regularmente um aspirador e ar comprimido para aspirar ou remover o pó do interior da máquina de soldadura a laser.
Recomendamos limpar o dispositivo uma vez por semana com ar comprimido a uma pressão máxima de 2 bar.

- Desligue a máquina de soldadura a laser através do interruptor principal e desligue-a da fonte de alimentação.
- Aguarde até que a máquina de soldadura a laser desligue.
- Limpe com ar comprimido a máquina de soldadura a laser na zona superior e remova a sujidade mais grossa.
Limpeza da grelha (aspiração) #
AVISO N. º
Limpe regularmente a grelha do sistema de soldadura a laser portátil, pelo menos de três em três meses, para remover o pó e a sujidade da entrada de ar.
- Desligue a máquina de soldadura a laser através do interruptor principal e desligue-a da fonte de alimentação.
- Aguarde até que a máquina de soldadura a laser desligue.
- Coloque o sistema deitado sobre o lado esquerdo numa superfície macia.
- Desaperte os 6 parafusos de cabeça cruzada da grelha na parte inferior.
- Retire a grelha.
- Aspire as três aberturas de ventilação redondas e a abertura oblonga.
- Limpe as aberturas de ventilação com ar ligeiramente comprimido.
- Limpe a caixa com um pano limpo.
Maçarico de soldadura n. º
Informações adicionais #
Limpeza do maçarico de soldadura #
AVISO N. º
Limpe o maçarico com um pano seco, não com ar comprimido.
- Limpe a tocha de soldadura com um pano limpo.
Substituição do vidro de segurança #
ATENÇÃO #
Danos no dispositivo
A saída ótica do soldador a laser portátil é transmitida através de um vidro de segurança com revestimento antirreflexo. Qualquer poeira ou sujidade presente no vidro de segurança pode causar danos graves, resultando na queima do soldador a laser portátil ou no mau funcionamento dos dispositivos óticos a jusante.
- Substitua o vidro de segurança a intervalos regulares, dependendo da utilização do soldador a laser.
AVISO N. º
Não toque diretamente no vidro de segurança com os dedos. O contacto direto com a pele pode contaminar o vidro de segurança e torná-lo inutilizável.
Se se formar fuligem durante o processo de soldadura ou se o laser perder potência, isso poderá dever-se a um vidro de segurança sujo.

|
1 |
Parafuso serrilhado |
2 |
Compartimento de vidro de segurança |
|
3 |
Eixo |
4 |
Anel de vedação |
|
5 |
Vidro de segurança |
|
|
- Desligue a máquina de soldadura a laser através do interruptor principal e desligue-a da fonte de alimentação.
- Desaperte o parafuso ranhurado (1).
- Retire o compartimento do vidro de proteção (2) da tocha de soldadura.
- Cubra o eixo (3) do compartimento do vidro de segurança com fita adesiva para proteger a ótica da sujidade.
- Retire o anel de vedação (4).
- Incline o vidro de segurança (5) para fora.
- Coloque uma nova lente de proteção e limpe-a com o pano que se encontra no compartimento das lentes de proteção.
-
- Insira o anel de vedação.
- Retire a fita adesiva.
- Insira o compartimento do vidro de segurança na tocha de soldadura.
- Aperte o parafuso serrilhado.

Alimentador de arame n. º
Informações adicionais #
Inspeção visual do alimentador de arame #
Antes de colocar o alimentador de arame em funcionamento, verifique se os seguintes componentes apresentam danos:
- Cabo de controlo e conector
- Funcionalidade dos botões de alimentação e de avanço do fio
- Mecanismo de travagem dos rodízios
- Revestimento da tocha (dobras e danos)
Inspeção visual dos rolos de alimentação do fio e dos rolos de pressão #
- Verifique o perfil ranhurado dos rolos de alimentação do fio e o estado de desgaste dos rolos de pressão.
- Certifique-se de que as ranhuras estão livres de sujidade. Substitua-as se estiverem muito gastas.
Inspeção visual do revestimento da tocha #
- Verifique as ligações do revestimento da tocha.
- Verifique se o revestimento da tocha apresenta danos, por exemplo, se está torcido.
- Verifique se há obstruções no revestimento da tocha.
Verificar o número do motor
Preste atenção a ruídos invulgares provenientes do motor.
Limpeza do alimentador de arame #
Pelo menos uma vez por mês, limpe o aparelho com um pano seco e aspire-o.
Limpeza do revestimento da tocha #
Utilize ar comprimido para remover pequenos bloqueios causados por limalhas de metal.
Ajuda com falhas #
AVISO N. º
Contacte o nosso Serviço se não conseguir realizar o trabalho por conta própria.
|
Falha |
Motivo |
Eliminação |
|---|---|---|
|
O laser não emite. |
A chave de segurança não está inserida nem rodada para a posição 1. |
Insira a chave de segurança e rode-a para a posição 1 (ver Chave de segurança). |
|
O laser está a perder potência ou a produzir fuligem. |
O vidro de segurança está sujo. |
Substitua o vidro de segurança (ver «Substituir o vidro de segurança»). |
|
O laser não está ativado. |
O cabo em loop não está ligado. |
Ligue o cabo em loop (consulte «Configuração do sistema de soldadura a laser» e «Ligação do soldador a laser»). |
|
O laser piloto não é ativado quando se estabelece contacto com a peça. |
O cabo em loop não está ligado. |
Para mais informações sobre a ligação do sistema de soldadura a laser, consulte «Configuração do sistema de soldadura a laser » e «Ligação do soldador a laser». |
Informações adicionais #
Mensagens do sistema #
|
Mensagem |
Motivo |
Eliminação |
|---|---|---|
|
|
Foi atingido o número máximo de conjuntos de parâmetros. |
Substitua ou elimine os conjuntos de parâmetros (consulte «Administração dos conjuntos de parâmetros»). |
|
|
A data de validade do software já expirou ou irá expirar (em breve). |
Contacte Maxphotonics (ver Importador/Assistência). |
|
|
A atualização do software foi concluída. |
|
|
|
O código de autorização não é válido. |
Contacte Maxphotonics (ver Importador/Assistência). |
|
|
O código de autorização está incorreto. |
|
|
|
A fonte de alimentação apresenta uma falha de ligação à terra. |
Verifique as ligações (consulte «Configuração do sistema de soldadura a laser»). |
|
|
O interruptor de paragem de emergência está ativado. |
Desative o interruptor de paragem de emergência (ver Interruptor de paragem de emergência). |
|
|
A palavra-passe do serviço está incorreta. |
|
|
|
O sistema de soldadura a laser está contaminado. |
Limpe o sistema de soldadura a laser (consulte «Limpeza e substituição das peças de desgaste»). |
|
|
A chave está bloqueada. |
Gire o interruptor de segurança para a posição 1 (ver Chave de segurança). |









Aviso n. º
O separador «Avisos» no menu «Modo Avançado»apresenta todas as informações de alarme geradas pelo sistema de soldadura a laser (ver separador «Avisos»).
É informado de problemas ou potenciais problemas que requerem resolução.
Transporte e armazenamento #
AVISO N. º
Embale a máquina para transporte e armazenamento de forma a protegê-la contra impactos e humidade. A embalagem original oferece uma proteção ideal.
Assegure-se de que as condições ambientais permitidas, especificadas nos dados técnicos, são respeitadas.
ATENÇÃO #
Risco de lesões
O acesso de crianças e de pessoas não autorizadas à máquina durante o armazenamento pode causar ferimentos.
- Guarde a máquina fora do alcance das crianças e de pessoas não autorizadas.
Certifique-se de que o local de montagem é seguro, protegido e seco. Para mais informações, consulte os dados técnicos (ver «Laserschweißanlage» e «Drahtvorschubgerät»).
N. º de eliminação
Elimine a máquina e os seus componentes de acordo com a legislação nacional aplicável.
Elimine sempre as embalagens de forma ecológica.
Declaração de conformidade n. º


Dados técnicos #
Informações adicionais #
Dimensões #



Sistema de soldadura a laser #
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Peso |
29 ± 3 |
38 ± 3 |
39 ± 3 |
42 ± 3 |
|
Potência de entrada (100 % da potência) |
3000 W |
4800 W |
6000 W |
6000 W |
|
Potência de saída |
~800 W |
~1200 W |
~1500 W |
~2000 W |
|
Comprimento do eixo do laser |
1070 – 1090 nm |
|||
|
Frequência máxima de modulação |
10 kHz |
|||
|
Duração do desligamento do laser |
0 – 100 ms |
|||
|
Nível de pressão sonora |
85 dB(A)
|
|||
|
Profundidade de penetração no aço inoxidável |
Até ~3,5 mm |
Até cerca de 4,5 mm |
Até ~6,5 mm |
Até ~8,0 mm |
|
Profundidade de penetração no aço |
Até ~3,5 mm |
Até cerca de 4,5 mm |
Até ~6,5 mm |
Até ~8,0 mm |
|
Profundidade de penetração no alumínio |
Até ~3,0 mm |
Até ~4,0 mm |
Até ~5,5 mm |
Até ~6,0 mm |
Informações adicionais #
Parâmetros característicos gerais #
|
Características |
Condições de teste |
Mín. |
Nome. |
Máx. |
Unidade |
|---|---|---|---|---|---|
|
Tensão de funcionamento |
|
200 |
220 |
240 |
VAC |
|
Temperatura ambiente de funcionamento |
|
0 |
|
40 |
°C |
|
Humidade relativa do ar |
|
10 |
|
85 |
% |
|
Método de refrigeração do laser |
Dissipação de calor por refrigeração direta a ar |
||||
|
Método de arrefecimento da tocha |
Arrefecimento a gás do conector de fibra ótica e dos componentes óticos |
||||
|
Temperatura de armazenamento |
|
-10 |
|
60 |
°C |
Entrada n. º
|
Designação |
Valor |
Unidade |
|---|---|---|
|
Potência do laser |
1500 |
W |
|
Tamanho do feixe não focado |
5.495 |
mm |
|
Ângulo de divergência |
27.5 |
mrad |
|
Tempo de exposição |
1 |
s |
Saída n. º
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Valor NOHD |
118 m |
144 m |
178 m |
282 m |
|
NHZ |
22 m |
27 m |
34 m |
53 m |
|
MPE (EMZB) |
70,7 m² |
|||
Propriedades óticas #
|
Características |
Condições de teste |
Mín. |
Nome. |
Máx. |
Unidade |
|||
|---|---|---|---|---|---|---|---|---|
|
Tipo de funcionamento |
CW/modulada |
|||||||
|
Polarização |
Aleatório |
|||||||
|
Resultado |
100 % de humidade relativa | Temperatura ambiente 26 °C |
700 1000 1400 |
800 1200 1500 |
|
W |
|||
|
Intervalo de regulação de potência |
1% | Temperatura ambiente 26 °C |
10 |
|
100 |
% |
|||
|
Comprimento de onda central |
100% CW |
|
1080 |
|
nm |
|||
|
Eficiência eletro-óptica |
Ajuste linear de 10 a 100% |
|
27 |
|
% |
|||
|
Largura de banda espectral (3 dB) |
100% CW |
|
3 |
5 |
nm |
|||
|
Estabilidade do fornecimento de energia a curto prazo |
100% CW > 1 h |
|
2 |
|
% |
|||
|
M2 |
100% CW |
|
1.3 |
|
|
|||
|
Tempo de ativação do laser: ON |
10% → 90% de potência |
|
50 |
100 |
nós |
|||
|
Tempo de desligamento do laser |
90% → 10% de rendimento |
|
50 |
100 |
nós |
|||
|
Detecção de rutura de fibra |
|
|
|
20 |
ms |
|||
|
Potência indicada da luz vermelha |
100% CW |
300 |
|
1000 |
uW |
|||
|
Comprimento do cabo blindado com fibras óticas |
MA1-35 |
4.35 |
m |
|||||
|
MA1-45, MA1-65, Ultra |
5.6 |
m |
||||||
|
Raio de curvatura do cabo de fibra ótica blindado |
|
200 |
|
|
mm |
|||
|
Conector de saída do laser |
QCS integrado na fibra |
|||||||
|
Tempo de emissão contínua de luz (s) |
LIGADO 120 s, DESLIGADO 6 s |
|||||||
|
Valor NOHD |
100% de potência de saída 2 m de distância |
|
|
0.183 |
W/mm² |
|||
Alimentador de arame n. º
|
Peso |
13 ± 3 |
|
Tensão de alimentação |
24 V CC |
|
Condições ambientais |
Sem vibração, sem impacto |
|
Temperatura ambiente de funcionamento |
5 – 50 °C |
|
Humidade ambiente |
< 90% RH |
|
Temperatura do ambiente de armazenamento |
-15 a 85 °C |
|
Peso máximo do rolo de arame |
25 kg |
|
Tensão de alimentação |
Externo (do MA1) |
Parâmetros do processo de soldadura #
Informações adicionais #
Parâmetros do processo para soldadura a laser manual #
AVISO N. º
Tome nota dos parâmetros do processo para soldadura de topo, soldadura em ângulo, soldadura por sobreposição, etc.
|
Material |
Posição de soldadura |
Espessura |
Potência do laser |
Largura |
Frequência de oscilação |
Ajuste da focagem |
Caudal de ar |
|---|---|---|---|---|---|---|---|
|
mm |
W |
mm |
Hz |
mm |
l/min |
||
|
Aço ao carbono (Q235B) |
Soldadura em ângulo |
1 |
500 |
1 – 2 |
60–80 |
-1 a 1 |
8 – 10 |
|
Soldadura em ângulo |
1.5 |
650 |
2 |
60–80 |
-1 a 1 |
8 – 10 |
|
|
Soldadura em ângulo |
2.5 |
800 |
2.5 |
50–70 |
-2 a 1 |
8 – 10 |
|
|
Aço inoxidável (SUS304) |
Soldadura em ângulo |
1 |
300 |
1 – 2 |
40–70 |
-1 a 1 |
8 – 10 |
|
Soldadura em ângulo |
2 |
550 |
2 |
40–70 |
-1 a 1 |
8 – 10 |
|
|
Soldadura em ângulo |
2.5 |
800 |
2.5 |
40–70 |
-2 a 1 |
8 – 10 |
|
|
Chapa galvanizada |
Soldadura em ângulo |
1 |
300 |
1 – 2 |
60–80 |
-1 a 1 |
8 – 10 |
|
Soldadura em ângulo |
2 |
400 |
2 |
60–80 |
-1 a 1 |
8 – 10 |
|
|
Soldadura em ângulo |
2.5 |
500 |
2.5 |
50–70 |
-2 a 1 |
8 – 10 |
|
|
Liga de alumínio (Al6061) |
Soldadura em ângulo |
1 |
600 |
1 – 2 |
60–80 |
-1 a 1 |
8 – 10 |
|
Soldadura em ângulo |
2 |
800 |
2 |
60–80 |
-1 a 1 |
8 – 10 |
Observações #
- A posição de soldadura está a demorar.
- Gás de proteção para soldadura: azoto (pureza de 99,99 %).
- A percentagem de potência é de 10 a 100 %, a amplitude de oscilação é de 0 a 4 mm (recomenda-se 2 a 3 mm), a frequência de oscilação é de 0 a 220 Hz (recomenda-se 40 a 80 Hz para soldadura manual) e o caudal de gás é de 8 a 10 l/min. Desde que os outros parâmetros permaneçam inalterados, a potência do laser deve ser aumentada em conformidade se a amplitude de oscilação ou a velocidade de soldadura forem aumentadas.
- Velocidade de soldadura = comprimento da soldadura / tempo de soldadura (a velocidade de soldadura é influenciada por fatores humanos; a velocidade de soldadura é de aproximadamente 10 – 20 mm/s). Devido aos diferentes processos de soldadura utilizados pelos clientes (pressão de ar, velocidade manual, grau de deflexão, ângulo de soldadura), estes dados servem apenas como referência.
- Condição para a ativação do modo D (MA1-35): O modo D pode ser ativado se a potência de saída for ≥ 90%.
- Os soldadores devem cumprir todas as medidas de segurança relativas ao laser (ver Medidas de segurança relativas ao laser). Os soldadores devem usar óculos de proteção contra laser. A soldadura a laser manual deve ser realizada numa sala aprovada e equipada com medidas de segurança relativas ao laser. Não deve haver pessoal não envolvido na soldadura nem materiais inflamáveis na sala, e deve existir um extintor de incêndio junto à área de soldadura.
Parâmetros do processo para soldadura a laser manual – junta de topo com alimentação de fio #
AVISO N. º
Tome nota dos parâmetros do processo para soldadura em coluna, soldadura em ângulo, soldadura por sobreposição, etc.
|
Material |
Espessura do material |
Velocidade de alimentação do fio |
Potência do laser |
Largura da oscilação |
Frequência de oscilação |
Plano focal |
Caudal de ar |
Consumíveis de soldadura |
Diâmetro do fio |
Efeito |
|---|---|---|---|---|---|---|---|---|---|---|
|
mm |
mm/s |
W |
mm |
Hz |
mm |
l/min |
/ |
mm |
Penetração |
|
|
Aço ao carbono (S235JR) |
1 |
12 a 15 |
350 |
2 |
40–80 |
2~-4 |
15–20 |
|
0,8 – 1,0 |
Penetração |
|
2 |
8 a 10 |
450 |
2 |
40–80 |
1–3 |
15–20 |
|
0,8 – 1,0 |
Penetração |
|
|
Aço inoxidável (1.4301) |
1 |
12 a 18 |
300 |
1.2 |
40–80 |
2~-4 |
15–20 |
|
0,8 – 1,2 |
Penetração |
|
2 |
8 a 10 |
400 |
1.8 |
40–80 |
1–3 |
15–20 |
|
0,8 – 1,2 |
Penetração |
|
|
Liga de alumínio (Al6061) |
1 |
12 a 18 |
600 |
2 |
40–80 |
1-1 |
15–20 |
AlMg |
1.2 |
Penetração |
|
2 |
12 a 15 |
750 |
2 |
40–80 |
1–3 |
15–20 |
AlMg |
1.2 |
Penetração |
Observações #
- A posição de soldadura está a demorar.
- Gás de proteção para soldadura: azoto (pureza de 99,99 %).
- A percentagem de potência é de 10 a 100 %, a amplitude de oscilação é de 0 a 4 mm (recomenda-se 2 a 3 mm), a frequência de oscilação é de 0 a 220 Hz (recomenda-se 40 a 80 Hz para soldadura manual) e o caudal de gás é de 8 a 10 l/min. Desde que os outros parâmetros permaneçam inalterados, a potência do laser deve ser aumentada em conformidade se a amplitude de oscilação ou a velocidade de soldadura forem aumentadas.
- Velocidade de soldadura = comprimento da soldadura / tempo de soldadura (a velocidade de soldadura é influenciada por fatores humanos; a velocidade de soldadura é de aproximadamente 10 – 20 mm/s). Devido aos diferentes processos de soldadura utilizados pelos clientes (pressão de ar, velocidade manual, grau de deflexão, ângulo de soldadura), estes dados servem apenas como referência.
- Condição para a ativação do modo D (MA1-35): O modo D pode ser ativado se a potência de saída for ≥ 90%.
- Os soldadores devem cumprir todas as medidas de segurança relativas ao laser (ver Medidas de segurança relativas ao laser). Os soldadores devem usar óculos de proteção contra laser. A soldadura a laser manual deve ser realizada numa sala aprovada, dotada de medidas de segurança relativas ao laser. Não deve haver pessoal não envolvido na soldadura nem materiais inflamáveis na sala, e deve existir um extintor de incêndio junto à área de soldadura.
