Dane firmy #
Upoważniony przedstawiciel/importer i numer serwisu
|
Maxphotonics z o.o. |
|
|---|---|
|
Adres |
Dornierstr. 11 |
|
Numer telefonu |
+49 (0)8105 7303890 |
|
|
|
|
Strona internetowa |
theo |
Nr producenta
|
Shenzhen MaxPhotonics . z o.o. |
|
|---|---|
|
Adres |
Park MaxPhotonics |
|
Numer telefonu |
+86 400 900 9588 |
|
|
|
Wersja nr
|
Wersja |
Data |
Zmiana |
|---|---|---|
|
2.0 |
6 czerwca 2025 r. |
Pierwsze wydanie |
Zakres stosowania #
Niniejsza instrukcja obsługi dotyczy urządzeń z serii MaxPhotonics THEO , powszechnie nazywanych ręcznymi systemami spawania laserowego.
|
Seria |
Typ |
|---|---|
|
MA1 |
MA1-35 |
|
MA1-45 |
|
|
MA1-65 |
|
|
MA1 ULTRA |
Informacje o niniejszej instrukcji obsługi #
- Wersja niemiecka niniejszej instrukcji jest oryginalną instrukcją obsługi. Wszystkie pozostałe wersje językowe są tłumaczeniami oryginalnej instrukcji obsługi.
- Należy zawsze przechowywać niniejszą instrukcję obsługi w miejscu łatwo dostępnym, na wypadek gdyby potrzebne były informacje dotyczące urządzenia.
- W przypadku przekazania urządzenia innym osobom należy zawsze dołączyć niniejszą instrukcję obsługi.
- Należy zapoznać się z instrukcjami bezpieczeństwa i ostrzeżeniami zawartymi w niniejszej instrukcji obsługi oraz stosować się do nich.
Bezpieczeństwo #
UWAGA #

Ryzyko obrażeń i uszkodzenia systemu spawania laserowego
Nieznajomość instrukcji bezpieczeństwa i instrukcji obsługi może spowodować obrażenia ciała oraz uszkodzenie systemu spawania laserowego.
- Zachowaj wszystkie dostarczone dokumenty na przyszłość.
- Należy przestrzegać wskazówek dotyczących bezpieczeństwa i postępować zgodnie z instrukcją obsługi, aby zapewnić bezpieczną eksploatację.

Dodatkowe informacje #
Przepisy bezpieczeństwa #
Dodatkowe informacje #
Struktura ostrzeżeń #
ZAGROŻENIE #
Rodzaj zagrożenia i jego źródło
Konsekwencje zlekceważenia zagrożenia.
- Środki mające na celu zapobieganie zagrożeniu.
Objaśnienie symboli i informacji #
ZAGROŻENIE #
Ryzyko odniesienia obrażeń zagrażających życiu
To ostrzeżenie wskazuje na bezpośrednie zagrożenie dla życia i zdrowia. Zignorowanie tego ostrzeżenia może spowodować poważne obrażenia lub śmierć.
OSTRZEŻENIE #
Wysokie ryzyko odniesienia obrażeń
Niniejsze ostrzeżenie informuje o niebezpiecznej sytuacji, która stanowi poważne zagrożenie dla zdrowia. Zignorowanie tego ostrzeżenia może doprowadzić do poważnych obrażeń lub śmierci.
UWAGA #
Ryzyko odniesienia obrażeń
Niniejsze ostrzeżenie informuje o potencjalnie niebezpiecznej sytuacji, która stanowi zagrożenie dla zdrowia. Zignorowanie tego ostrzeżenia może spowodować drobne obrażenia.
OGŁOSZENIE nr

W niniejszym ogłoszeniu zamieszczono dodatkowe informacje.
Etykiety ostrzegawcze #
Poniższe piktogramy znajdują się na systemie spawania laserowego i/lub są używane w instrukcji obsługi.
Te ostrzeżenia służą zapewnieniu bezpieczeństwa osobistego i należy ich bezwzględnie przestrzegać.
|
Symbol |
Wyjaśnienie |
|---|---|
|
|
Ogólna etykieta ostrzegawcza |
|
|
Ostrzeżenie dotyczące wiązki laserowej |
|
|
Ostrzeżenie dotyczące napięcia elektrycznego |
|
|
Ostrzeżenie o przeszkodach na podłodze |
|
|
Ostrzeżenie dotyczące urazów dłoni |
|
|
Ostrzeżenie o gorącej powierzchni |
|
|
Ostrzeżenie dotyczące butli gazowych |
|
|
Ostrzeżenie dotyczące nieodpowiedniej obudowy zabezpieczającej przed promieniowaniem laserowym |
|
|
Ostrzeżenie dotyczące promieniowania bezpośredniego i odbitego |
|
|
Ostrzeżenie dotyczące wiązki laserowej |
|
|
Ostrzeżenie dotyczące wdychania oparów spawalniczych |












Obowiązkowe znaki #
Poniższe piktogramy znajdują się na systemie spawania laserowego i/lub są używane w instrukcji obsługi.
Te obowiązkowe znaki służą bezpieczeństwu osobistemu i należy ich bezwzględnie przestrzegać.
|
Symbol |
Wyjaśnienie |
|---|---|
|
|
Ogólne znaki nakazowe |
|
|
Postępuj zgodnie z instrukcją obsługi! |
|
|
Należy nosić okulary ochronne do pracy z laserem! |
|
|
Noś maskę spawalniczą! |
|
|
Należy nosić rękawice ochronne do pracy z laserem! |
|
|
Noś fartuch ochronny do pracy z laserem! |
|
|
Noś obuwie ochronne! |
|
|
Należy nosić ochronniki słuchu! |
|
|
Przed użyciem zmielić! |









Przeznaczenie #
Ten system spawania laserowego, składający się ze spawarki laserowej i podajnika drutu, jest urządzeniem służącym do ręcznego spawania różnych materiałów, takich jak stal, aluminium i stal nierdzewna.
Obszary zastosowania:
- Laser jest przeznaczony wyłącznie do użytku komercyjnego w środowisku przemysłowym (w pomieszczeniach) i nie nadaje się do użytku prywatnego.
- Seria MA1 nadaje się do zastosowań związanych ze spawaniem i lutowaniem.
- Laser może znaleźć zastosowanie w następujących branżach: produkcja artykułów metalowych, materiałów budowlanych, sprzętu kuchennego, przemysł lotniczy i kosmiczny oraz przemysł motoryzacyjny.
Potencjalne przewidywalne nadużycie #
Należy unikać poniższych praktyk ze względu na związane z nimi zagrożenia dla bezpieczeństwa:
- Użytkowanie lasera bez wyposażenia zabezpieczającego określonego przez producenta.
- Korzystanie z urządzenia przez dzieci lub osoby, które nie są w stanie obsługiwać go bezpiecznie lub prawidłowo, a także użytkowanie urządzenia w pomieszczeniach niewentylowanych.
- Manipulowanie, omijanie lub wyłączanie istniejących urządzeń zabezpieczających.
- Demontaż maszyny.
- Celowe manipulowanie elementami obsługowymi oraz wszelkie modyfikacje, zmiany lub rozbudowa maszyny i instalacji elektrycznej, które nie zostały przewidziane przez producenta.
- Zakłócenia w działaniu układów elektronicznych spowodowane noszeniem silnych magnesów lub innych przedmiotów emitujących silne promieniowanie.
- Używanie urządzenia lub jego części, gdy są uszkodzone, zwłaszcza głowicy laserowej lub elementów zabezpieczających.
- Przekroczenie parametrów eksploatacyjnych określonych przez producenta.
- Kierowanie palnika spawalniczego w stronę osób. Podczas pracy laser może być skierowany wyłącznie na powierzchnię roboczą.
- Korzystanie z maszyny bez środków ochrony indywidualnej.
- Narażanie urządzenia na duże i gwałtowne wahania temperatury oraz na wilgotne i mokre warunki otoczenia.
- Używanie lasera w środowisku zagrożonym wybuchem lub w pobliżu łatwopalnych cieczy/gazów (brak zabezpieczenia przeciwwybuchowego).
Ogólne wskazówki dotyczące bezpieczeństwa #
Ręczne spawarki laserowe należą do produktów laserowych klasy 4, ponieważ emitują niewidzialne promieniowanie laserowe w zakresie podczerwieni o długości fali 1080 nm.
Światło o wysokiej intensywności emitowane przez głowicę spawalniczą ma średnią moc ponad 1 W i może powodować bezpośrednie lub pośrednie uszkodzenia oczu i skóry. W szczególności narażenie na to promieniowanie laserowe może spowodować nieodwracalne uszkodzenia siatkówki lub rogówki.
Aby zapewnić bezpieczeństwo pracy, przed rozpoczęciem pracy z ręczną spawarką laserową należy bezwzględnie założyć okulary ochronne z certyfikatem zgodności z normami dotyczącymi promieniowania laserowego w zakresie bliskiej podczerwieni o długości fali 1080 nm.
Dodatkowe informacje #
Bezpieczne użytkowanie #
OSTRZEŻENIE #


Zagrożenie promieniowaniem laserowym!
Narażenie na promieniowanie laserowe może spowodować nieodwracalne uszkodzenie siatkówki lub rogówki.
- Aby uniknąć ewentualnych urazów oczu, nie należy patrzeć bezpośrednio na wylot wiązki lasera i podczas korzystania z urządzenia należy nosić odpowiednie okulary ochronne.
- Nie należy otwierać ręcznego systemu spawania laserowego, ponieważ nie zawiera on żadnych elementów przeznaczonych do samodzielnej naprawy przez użytkownika.
- Należy regularnie szkolić personel i zwracać uwagę na zagrożenia związane z tą technologią. Za bezpieczne użytkowanie i odpowiedzialność za korzystanie z urządzenia odpowiada użytkownik.
- Należy poinstruować wszystkich, nawet osoby, które pojawiają się w tym miejscu tylko sporadycznie, aby przed wejściem upewniły się, czy laser jest włączony.
- Każda czynność lub ustawienie niezgodne z instrukcjami zawartymi w niniejszej instrukcji obsługi może spowodować uszkodzenie lub nieprawidłowe działanie systemu.
- Rozproszone promieniowanie laserowe może powodować uszkodzenia skóry i innych tkanek. Z tego powodu należy regularnie sprawdzać, czy na szkle ochronnym i dyszy nie ma zanieczyszczeń. W razie wątpliwości należy wymienić szkło ochronne (patrz: Wymiana szkła ochronnego) oraz dyszę (patrz: Wymiana dysz).
Wymagania dotyczące personelu #
- Z systemu spawania laserowego może korzystać wyłącznie wykwalifikowany personel.
- Wykwalifikowany personel to osoby, które:
- Zostali przeszkoleni w zakresie obsługi oraz obowiązujących przepisów bezpieczeństwa.
- Ukończyli z wynikiem pozytywnym szkolenie organizowane przez Maxphotonics, THEO ich autoryzowanych partnerów handlowych i serwisowych.
- Zapoznałem się z instrukcją obsługi i ją zrozumiałem.
- Podczas montażu, instalacji i użytkowania należy przestrzegać obowiązujących lokalnych przepisów prawnych i norm technicznych.
- Osobom, które nie zostały wyznaczone lub upoważnione do obsługi maszyny, surowo zabrania się zbliżania do niej. Osoby nieupoważnione należy poprosić o opuszczenie obszaru roboczego.
- Pracownicy muszą zawsze nosić odpowiednie środki ochrony indywidualnej.
- Z systemu spawania laserowego nie mogą korzystać osoby z zaburzeniami psychicznymi lub niepełnosprawnością fizyczną, dzieci ani osoby starsze.
- Podczas spawania laserowego wszystkie osoby znajdujące się przy obrabianym elemencie lub w pomieszczeniu muszą znajdować się za palnikiem spawalniczym.
Osoba odpowiedzialna za bezpieczeństwo laserowe #
- Przed rozpoczęciem eksploatacji urządzeń laserowych klasy 3R, 3B lub 4 pracodawca musi wyznaczyć osobę odpowiedzialną za bezpieczeństwo laserowe, jeśli nie dysponuje niezbędną wiedzą techniczną.
- Obowiązki osoby odpowiedzialnej za bezpieczeństwo laserowe zostały określone w odpowiednich normach europejskich.
- Osoba odpowiedzialna za bezpieczeństwo laserowe musi posiadać wiedzę techniczną niezbędną do wykonywania swoich obowiązków. Kwalifikacje zawodowe należy wykazać poprzez pomyślne ukończenie szkolenia i utrzymywać poprzez ciągłe doskonalenie zawodowe.
- Osoba odpowiedzialna za bezpieczeństwo laserowe wspiera pracodawcę w następujących kwestiach:
- Przeprowadzenie oceny ryzyka
- Wdrożenie niezbędnych środków bezpieczeństwa
- Monitorowanie bezpiecznej pracy laserów.
- W ramach wykonywania swoich obowiązków inspektor ds. bezpieczeństwa laserowego współpracuje z inspektorem ds. bezpieczeństwa pracy oraz lekarzem zakładowym.
Wymagania dotyczące środowiska pracy #
- Ręczne spawarki laserowe są zazwyczaj stosowane:
- W zatwierdzonych stanowiskach do spawania laserowego
- Poniżej wysokości 2000 metrów
- Kategoria przepięciowa II
- Stopień zanieczyszczenia 2
- Należy upewnić się, że miejsce montażu jest bezpieczne, osłonięte i suche. Więcej informacji można znaleźć w danych technicznych (patrz Technische Daten).
- Należy zapewnić oddzielne pomieszczenie lub strefę i/lub utworzyć odpowiednią strefę bezpieczeństwa za pomocą odpowiednich przegród lub zasłon zabezpieczających przed promieniowaniem laserowym, a także elementów związanych z bezpieczeństwem laserowym (światło ostrzegawcze, kodowany wyłącznik bezpieczeństwa, sygnalizacja), które spełniają wymogi bezpieczeństwa laserowego zgodnie z lokalnymi przepisami.
- Należy stosować odpowiednią obudowę zabezpieczającą przed promieniowaniem laserowym oraz poinformować o tym inne osoby w miejscu pracy.
- W wszystkich punktach dostępu do strefy działania lasera należy umieścić laserowe symbole ostrzegawcze, informujące o pracy lasera (klasy 4).
- Gaz: System spawania laserowego wymaga argonu jako gazu osłonowego; stal nierdzewna i aluminium są spawane przy użyciu azotu (N2).
- Elementy obrabiane: Należy upewnić się, że element obrabiany jest bezpiecznie zamocowany, oraz zapobiegać jego samoczylnemu przesuwaniu się lub zmianie położenia.
- Odciąg: Spawanie laserowe powoduje powstawanie oparów i pyłu, które są szkodliwe dla zdrowia. Należy zapewnić odpowiedni system odciągu.
Środki bezpieczeństwa dotyczące optyki #
- Nie należy patrzeć bezpośrednio na otwór wyjściowy lasera w ręcznej spawarce laserowej ani na laser pilotujący.
- Ręczną spawarkę laserową oraz związane z nią optyczne urządzenia wyjściowe należy zawsze trzymać poniżej poziomu oczu i z dala od użytkownika.
- Należy upewnić się, że cały sprzęt ochrony osobistej (PPE) jest przystosowany do mocy wyjściowej i zakresu długości fal podanych na etykiecie dotyczącej bezpieczeństwa lasera umieszczonej na produkcie.
- Nie należy używać ręcznej spawarki laserowej w ciemnych pomieszczeniach.
- Przed przystąpieniem do montażu lub naprawy szyby ochronnej, dyszy miedzianej i modułu podajnika drutu należy upewnić się, że ręczna spawarka laserowa jest wyłączona, a zasilanie odłączone (patrz: Wyłączanie spawarki laserowej).
- Energia lasera przechodzi przez szybę ochronną. Należy upewnić się, że szyba ochronna jest czysta i wysokiej jakości. Jakikolwiek kurz na elemencie grzewczym może spowodować uszkodzenie szyby ochronnej i lasera.
- Podczas usuwania usterki należy wyłączyć laser. Po usunięciu usterki należy ponownie włączyć laser.
- Urządzenie należy obsługiwać wyłącznie zgodnie z instrukcją obsługi; w przeciwnym razie może dojść do uszkodzenia elementów zabezpieczających lub obniżenia wydajności urządzenia, za co producent nie ponosi odpowiedzialności.
Dodatkowe informacje #
Wartość NOHD #
Nominalna odległość zagrożenia dla oczu (NOHD) to strefa zagrożenia, w której bezpośrednie patrzenie w wiązkę lasera może spowodować uszkodzenie wzroku.
Konieczne jest przestrzeganie wartości granicznej określonej przez współczynnik NOHD (patrz: Właściwości optyczne) oraz stosowanie odpowiednich środków ochrony indywidualnej (patrz: Środki ochrony indywidualnej (ŚOI)).

|
1 |
Strefa zagrożenia lasera dla skóry i oczu |
2 |
Strefa zagrożenia dla oczu spowodowanego promieniowaniem laserowym |
|
3 |
Bezpieczna odległość od oczu (wartość graniczna NOHD) |
|
|
Przepisy dotyczące eksploatacji instalacji elektrycznej #
- Podczas użytkowania urządzenia należy upewnić się, że źródło zasilania jest prawidłowo uziemione i ma odpowiednie napięcie.
- Przed uruchomieniem urządzenia należy sprawdzić, czy podłączony zasilacz jest również prawidłowo uziemiony za pomocą przewodu ochronnego.
- Aby zminimalizować ryzyko pożaru, w razie potrzeby należy stosować wyłącznie bezpieczniki tego samego typu i o tej samej wartości znamionowej. Nie należy używać do tego celu innych bezpieczników ani materiałów.
- Należy sprawdzić, czy napięcie wejściowe zasilania prądem przemiennym ręcznej spawarki laserowej mieści się w normalnym zakresie dla napięcia jednofazowego, tj. 200–240 V AC, oraz czy okablowanie jest prawidłowe. Nieprawidłowe okablowanie może spowodować obrażenia ciała lub uszkodzenie urządzenia.
- Podłącz urządzenie do odpowiedniego gniazdka (w zależności od urządzenia: 16 A lub 32 A) i sprawdź, czy przewody nie są uszkodzone.
- Użytkownicy nie mogą samodzielnie naprawiać żadnych części, podzespołów ani modułów, z wyjątkiem czynności konserwacyjnych związanych z materiałami eksploatacyjnymi palnika spawalniczego. Wszelkie naprawy muszą być wykonywane przez techników serwisowych.
- Użytkownikowi surowo zabrania się samodzielnego demontażu i ponownego montażu ręcznej spawarki laserowej, ponieważ może to spowodować porażenie prądem, oparzenia lub uszkodzenie odpowiednich elementów.
- Rozmontowanie produktu bez uprzedniej zgody spowoduje utratę gwarancji.
Chłodzenie i temperatura #
- Zespół laserowy jest chłodzony powietrzem. Praca w wyższych temperaturach przyspiesza proces starzenia, zwiększa prąd progowy i zmniejsza wydajność dyfrakcyjną.
- Przed uruchomieniem lasera należy sprawdzić, czy temperatura otoczenia i wilgotność powietrza mieszczą się w zalecanych granicach (patrz: Urządzenie do spawania laserowego).
- Użytkowanie urządzenia w podwyższonych temperaturach może przyspieszyć proces starzenia się, zwiększyć prąd progowy oraz obniżyć czułość i sprawność konwersji urządzenia. W przypadku przegrzania urządzenia należy skontaktować się z serwisem (patrz: Importer/Serwis).
- Jeśli temperatura lasera jest zbyt wysoka, urządzenie uruchamia alarm i przestaje emitować światło.
Okres użytkowania #
Producent zaleca wykonanie następujących czynności w celu przedłużenia okresu użytkowania:
- Należy zapewnić odpowiednią wentylację w miejscu pracy oraz ustawić maszynę w suchym, chłodnym i czystym otoczeniu. Należy unikać wysokich temperatur, wilgoci i zagrożenia zalaniem.
- Podczas użytkowania urządzenia należy upewnić się, że wlot powietrza w dolnej części lasera pozostaje wolny od przeszkód, a także utrzymywać strefę wolną od zanieczyszczeń w promieniu 1 metra, aby zapewnić nieprzerwany przepływ powietrza. Należy upewnić się, że górny wylot powietrza znajduje się na wysokości 1 metra.
- Należy zapobiegać przedostawaniu się ciał obcych (w tym płynów) do spawarki laserowej od góry, ponieważ może to spowodować uszkodzenie urządzenia i doprowadzić do obrażeń ciała.
Czyszczenie #
- Nie należy zginać zespołu przewodu i węża, ponieważ mogłoby to spowodować pęknięcie znajdujących się w nim włókien szklanych.
- Należy regularnie usuwać kurz i zabrudzenia z urządzenia.
- Do czyszczenia palnika spawalniczego używaj wyłącznie suchych ręczników; nie używaj sprężonego powietrza.
- W przypadku stwierdzenia jakichkolwiek uszkodzeń prosimy o kontakt Maxphotonics .
- W trosce o bezpieczeństwo eksploatacji urządzenie powinno być regularnie sprawdzane przez nasz zespół serwisowy.
- Dysze i okulary ochronne należy sprawdzić i wymienić przy pierwszych oznakach uszkodzenia (patrz: Wymiana dysz i Wymiana okularów ochronnych).
Zagrożenia związane ze spawaniem laserowym #
Dodatkowe informacje #
Promieniowanie laserowe #
- Należy przestrzegać instrukcji bezpieczeństwa, aby uniknąć przypadkowego narażenia na działanie niewidzialnych promieni bezpośrednich lub odbitych.
- Urządzenie należy użytkować wyłącznie w wyznaczonym obszarze objętym kontrolą lasera.
Zagrożenie dla zdrowia #
Ekspozycja na promieniowanie laserowe może spowodować poważne uszkodzenia siatkówki lub rogówki, co może prowadzić do trwałego uszkodzenia wzroku, a także ewentualnie do uszkodzenia skóry.
Dodatkowe informacje #
Uszkodzenie oczu #
Spawarka laserowa #
Podczas spawania emitowane jest promieniowanie widzialne i niewidzialne, które może stanowić zagrożenie dla użytkownika. Oddziaływanie wiązki lasera o dużej mocy z spawanym materiałem może prowadzić do powstania rozproszonego promieniowania laserowego.
Podczas spawania może powstawać plazma emitująca promieniowanie ultrafioletowe oraz „niebieskie światło”. Emisje te mogą powodować zapalenie spojówek, fotochemiczne uszkodzenia siatkówki oraz reakcje skórne przypominające oparzenia słoneczne. Użytkownicy narażeni na działanie promieniowania UV bez odpowiedniej ochrony mogą doznać trwałego uszkodzenia wzroku.
- Producent zaleca, aby wszystkie osoby przebywające w strefie działania lasera nosiły środki ochrony indywidualnej, w tym okulary ochronne do pracy z laserem lub hełm spawalniczy, w celu ochrony oczu i skóry przed odbitym i rozproszonym promieniem lasera oraz przed silnym światłem laserowym, promieniowaniem ultrafioletowym, ciepłem i iskrami.
Podajnik drutu nr
Podczas nawlekania i ręcznego przesuwania drutu spawalniczego może dojść do urazów oczu.
- Nie należy patrzeć bezpośrednio na złącze wkładki palnika w podajniku drutu.
- Nie patrz bezpośrednio na wylot rurki palnika.
- Nie należy patrzeć bezpośrednio na dyszę podającą drut.
- Należy nosić środki ochrony indywidualnej, takie jak okulary ochronne, hełm do spawania laserowego lub maska do spawania laserowego, aby chronić twarz i oczy.
Uszkodzenia skóry #
Podczas spawania użytkownicy są narażeni na ryzyko uszkodzeń skóry spowodowanych promieniowaniem podczerwonym i ultrafioletowym. Promieniowanie to może powodować oparzenia skóry, które zwiększają ryzyko zachorowania na raka skóry oraz przedwczesnego starzenia się skóry. Oparzenia mogą być również spowodowane iskrami powstającymi podczas spawania. Po spawaniu laserowym obrabiane materiały mogą pozostawać bardzo gorące.
- Zaleca się, aby użytkownik oraz osoby postronne przebywające w strefie objętej kontrolą lasera nosiły odzież ochronną, taką jak odzież zabezpieczająca przed promieniowaniem laserowym, rękawice odporne na wysoką temperaturę, czapki, skórzane fartuchy oraz inną odzież odporną na promieniowanie laserowe i wysoką temperaturę.
- Zapiąć rękawy i kołnierzyki.
- Nigdy nie należy układać obrabianych elementów w pozycji, w której promień lasera może przebić się przez obrabiany przedmiot, ponieważ może to stanowić zagrożenie.
Zagrożenie związane z odbiciami #
Otwór wyjściowy ręcznej spawarki laserowej może generować wiązkę laserową wtórną, która jest emitowana pod różnymi kątami. Proces ten, w którym wiązka główna tworzy wiązkę rozbieżną po odbiciu od płaskiej powierzchni, nazywany jest odbiciem lustrzanym.
Chociaż energia wiązki lasera wtórnego jest znacznie niższa niż wiązki lasera głównego, jej natężenie może nadal być wystarczające, by spowodować uszkodzenie oczu, skóry lub niektórych powierzchni materiałów.
- Należy stosować odpowiednie środki ochrony indywidualnej: okulary ochronne do pracy z laserem/hełm spawalniczy do pracy z laserem, rękawice ochronne do pracy z laserem, fartuch ochronny do pracy z laserem.
- Użytkownik i osoby postronne muszą zawsze mieć na uwadze możliwość wystąpienia odbicia. Nieprawidłowe ustawienia lasera mogą powodować zwiększoną liczbę odbicia.
- Użytkownik i osoby postronne muszą zawsze znajdować się za palnikiem spawalniczym.
- Należy upewnić się, że w obszarze odbicia nie ma żadnych osób oraz że podczas spawania nie ma w pobliżu żadnych materiałów łatwopalnych.
- Należy używać dyszy odpowiedniej do pozycji spawania.
- Podczas spawania materiałów o wysokim współczynniku odbicia (np. aluminium lub miedzi) należy zachować szczególną ostrożność, ponieważ część energii wiązki laserowej może zostać odbita od spawanego obszaru.
- Upewnij się, że znasz obszar przewidywanego odbicia dla każdej obrabianej części i unikaj patrzenia w ten obszar oraz wkładania do niego jakiejkolwiek części ciała.
Dodatkowe informacje #
Zagrożenie związane z promieniowaniem wtórnym #
Podczas procesu spawania powstaje promieniowanie zarówno w zakresie światła widzialnego, jak i niewidzialnego. Oddziaływanie wiązki lasera o dużej mocy z spawanym materiałem może prowadzić do powstawania promieniowania ultrafioletowego (UV) oraz plazmy emitującej „niebieskie światło”. Promieniowanie to może powodować różne problemy zdrowotne, takie jak zapalenie spojówek, fotochemiczne uszkodzenia siatkówki oraz reakcje skórne podobne do oparzeń słonecznych.
Użytkownicy narażeni na działanie tych niewidzialnych promieni UV bez odpowiednich środków ochronnych narażają się na ryzyko trwałego uszkodzenia wzroku. Nawet krótka ekspozycja na promieniowanie UV podczas spawania może wywołać takie objawy, jak niewyraźne widzenie, uczucie pieczenia, nadmierne łzawienie, ból oczu i podrażnienie – często opisywane jako uczucie, jakby w oczach był piasek.
- W razie wystąpienia objawów należy natychmiast skonsultować się z lekarzem.
Zagrożenie wybuchem #
Butle gazowe stanowią zagrożenie wybuchem, jeśli są uszkodzone lub znajdują się w pobliżu miejsca spawania.
- Butle z gazem osłonowym należy przechowywać w bezpiecznym miejscu, gdzie nie zostaną uszkodzone w wyniku uderzeń lub ekspozycji na promieniowanie lasera podczas spawania.
- Butle z gazem osłonowym należy przechowywać z dala od źródeł ciepła, iskier i otwartego ognia.
- Butle z gazem osłonowym należy ustawić w pozycji pionowej i zamocować na solidnym uchwycie do butli gazowych.
- Należy sprawdzić, czy regulator działa prawidłowo i czy jest odpowiednio przystosowany do danego rodzaju gazu oraz ciśnienia, z którym ma pracować.
- Upewnij się, że ciśnienie gazu jest prawidłowo ustawione.
- Należy sprawdzić, czy przewody i złącza są odpowiednie do danego zastosowania i czy są w idealnym stanie.
Zagrożenie pożarowe #
Ciepło i iskry powstające podczas spawania mogą spowodować zapłon materiałów palnych znajdujących się w pobliżu miejsca spawania lub doprowadzić do ich wybuchu.
- Należy trzymać materiały łatwopalne z dala od miejsca spawania, ponieważ ciepło i iskry powstające podczas spawania mogą spowodować pożar lub wybuch.
- Nie należy pracować w miejscach, w których znajdują się substancje łatwopalne lub palne. Spawanie laserowe należy wykonywać wyłącznie w miejscach wolnych od materiałów palnych.
- Nigdy nie należy wykonywać prac spawalniczych na zbiornikach, które zawierają lub mogą zawierać materiały łatwopalne lub palne.
- Gaśnice należy przechowywać w pobliżu, w łatwo dostępnym miejscu, oraz zadbać o to, by personel został przeszkolony w zakresie ich prawidłowego użytkowania.
- Laser może spowodować zapłon substancji lotnych, takich jak alkohol, benzyna, eter i inne rozpuszczalniki. Należy podjąć niezbędne środki bezpieczeństwa oraz unikać kontaktu z rozpuszczalnikami, materiałami palnymi i gazami podczas instalacji i użytkowania urządzenia.
Postępowanie w razie wypadku #
- Włącz wyłącznik awaryjny (patrz: Wyłącznik awaryjny).
- Należy przestrzegać wszystkich określonych przepisów bezpieczeństwa oraz ogólnych zasad zapobiegania wypadkom obowiązujących w całej firmie.
- Należy natychmiast skonsultować się z lekarzem.
Postępowanie w razie pożaru #
- Wyłącz urządzenie (patrz: Wyłączanie spawarki laserowej).
- Należy przestrzegać wszystkich określonych przepisów bezpieczeństwa oraz ogólnych zasad przeciwpożarowych obowiązujących w całej firmie.
- Należy skonsultować się z lekarzem.
Zagrożenie związane z oparami spawalniczymi #
Opary spawalnicze mogą składać się z drobnych cząstek i gazów powstających w wyniku połączenia materiałów spawalniczych, materiałów wypełniających, gazów osłonowych, farb, powłok, reakcji chemicznych oraz zanieczyszczeń powietrza. Opary spawalnicze mogą mieć negatywny wpływ na płuca, serce, nerki i ośrodkowy układ nerwowy.
Wzajemne oddziaływanie lasera z materiałami docelowymi, takimi jak tworzywa sztuczne, metale i kompozyty, może powodować ich odparowanie oraz powstawanie toksycznych i niebezpiecznych chmur dymu i oparów. Są one często niewidoczne i stanowią poważne zagrożenie dla zdrowia. Wykonywanie prac spawalniczych w zamkniętych pomieszczeniach o słabej wentylacji jest niezwykle niebezpieczne, ponieważ mogą się tam szybko gromadzić toksyczne stężenia dymów i gazów, co może prowadzić do utraty przytomności lub uduszenia. Promieniowanie ultrafioletowe emitowane podczas spawania reaguje z tlenem i azotem w powietrzu, tworząc ozon i tlenek azotu, które w wysokich stężeniach mogą być śmiertelne. Gazy osłonowe stosowane podczas spawania mogą wypierać powietrze, powodując obrażenia ciała, a nawet śmierć.
Aby ograniczyć te zagrożenia:
- Należy zainstalować systemy odciągania oparów w celu usuwania niebezpiecznych oparów, par, cząstek stałych i niebezpiecznych pozostałości z obszaru roboczego.
- Należy zapoznać się z kartami charakterystyki i ostrzeżeniami dołączonymi do materiałów spawalniczych oraz stosować się do nich.
- Należy pamiętać, że oprócz systemu wentylacji wyciągowej w niewielkich pomieszczeniach lub w innych sytuacjach stwarzających zagrożenie konieczne może być zapewnienie dopływu świeżego powietrza.
- Zawsze pracuj w dobrze wentylowanych pomieszczeniach.
- Należy regularnie monitorować jakość powietrza, aby określić stężenie szkodliwych oparów w miejscu pracy.
- Podczas spawania należy trzymać głowę z dala od źródła dymów, aby uniknąć narażenia na niebezpieczne opary.
- W ciasnych przestrzeniach lub w innych sytuacjach, w których może to być konieczne, należy stosować środki ochrony dróg oddechowych.
Środki bezpieczeństwa dotyczące laserów #
Dodatkowe informacje #
Środki ochrony indywidualnej (ŚOI) #
Niezależnie od tego, czy laser jest montowany w nowym systemie, czy też modernizowany jest system już istniejący, użytkownik ponosi wyłączną odpowiedzialność za określenie, czy środki ochrony indywidualnej są odpowiednie.
Wszelkie środki ochrony indywidualnej muszą być dostosowane do mocy wyjściowej i zakresu długości fal urządzenia oraz zapewniać odpowiednią ochronę. Należy również uwzględnić zagrożenia związane z promieniowaniem wtórnym powstającym podczas procesu spawania.
Aby zapobiec urazom oczu i skóry oraz uszkodzeniom słuchu, należy nosić odzież i środki ochrony osobistej zgodne z obowiązującymi przepisami.
Ubranie musi być praktyczne (dopasowane) i nie może krępować ruchów. Długie włosy należy bezwzględnie zakryć siateczką na włosy.
Środki ochrony indywidualnej obejmują:
- Laserowe okulary ochronne
- Hełm do spawania laserowego
- Ochrona słuchu
- Rękawice ochronne
- Obuwie ochronne
- Długie ubrania
Dodatkowe informacje #
Okulary ochronne do pracy z laserem lub hełm spawalniczy do laserów #
Należy nosić okulary ochronne z certyfikatem EN 207:2017 lub hełm do spawania laserowego, który spełnia wymagania dotyczące mocy wyjściowej lasera. Okulary ochronne i hełm do spawania laserowego muszą zapewniać ochronę w całym zakresie długości fal urządzenia.
Podczas obsługi lub pracy z produktem obowiązkowe jest stosowanie okularów ochronnych do pracy z laserem lub hełmu spawalniczego z osłoną twarzy.
Osoby przebywające w bezpośrednim sąsiedztwie maszyny muszą nosić takie same środki ochrony indywidualnej.
Moc lasera: do 2000 W w trybie fali ciągłej (CW)
And direct or near indirect exposure (e.g. < 1 m distance)
Zalecany poziom ochrony przed promieniowaniem laserowym dla sprzętu ochronnego:
- OD9+ dla zakresu 1070 nm – 1075 nm, D LB6 + IR LB8 + M LB9
- OD8+ dla zakresu 1075 nm – 1080 nm, D LB6 + IRM LB8
- OD7+ dla zakresu 1080 nm – 1087 nm, D LB6 + IRM LB7
Hełm do spawania laserowego: Rozporządzenie (UE) 2016/425 w sprawie środków ochrony indywidualnej, EN ISO 16321-1:2022, EN ISO 16321-2:2021, EN 207:2017
Klasa ochrony laserowej materiału: 900–1100 D LB5 / LB7 R LB8 CE
Klasa ochrony laserowej okienka obserwacyjnego: 900–1080 D LB7 IR LB8 CE
Zalecenie nr
|
Symbol |
Wyjaśnienie |
|---|---|
|
|
Zalecamy noszenie hełmu do spawania laserowego.
|

Rękawice ochronne do pracy z laserem #
Należy nosić rękawice ochronne odporne na działanie lasera i wysokich temperatur, zapewniające ochronę przed zagrożeniami mechanicznymi zgodnie z normą EN 388:2016+A1 oraz odpowiednie dla spawaczy zgodnie z normą EN 12477:2001+A1:2005.
Rękawice ochronne muszą zapewniać ochronę przed promieniowaniem laserowym o długości fali 1070 nm, aby zapobiec przekroczeniu dopuszczalnego limitu ekspozycji skóry. Rękawice ochronne muszą być zgodne z normą EN ISO 11611 i nadawać się do stosowania na odzieży ochronnej podczas spawania i podobnych procesów. Muszą one również być zgodne z normą EN ISO 11612 i nadawać się do stosowania na odzieży ochronnej zapewniającej ochronę przed ciepłem i płomieniami.
Fartuch ochronny do pracy z laserem #
Należy nosić certyfikowaną odzież ochronną przeznaczoną do spawania i podobnych procesów, zgodną z normami EN ISO 13688:2013+A1:20221 oraz EN ISO 11611:2015.
Sprzęt bezpieczeństwa i ochronny #
Dodatkowe informacje #
Szkolenia pracowników #
Do obsługi systemu spawania laserowego uprawnione są wyłącznie osoby, które przeszły odpowiednie szkolenie i instruktaż.
Środki ochrony indywidualnej #
Należy stosować środki ochrony indywidualnej (patrz: Środki ochrony indywidualnej (PPE)) zapewniające odpowiedni poziom ochrony przed promieniowaniem laserowym. Szczegółowe informacje na ten temat można znaleźć w danych technicznych.
Numer klucza bezpieczeństwa #
Bez klucza bezpieczeństwa urządzenie do spawania laserowego można włączyć za pomocą wyłącznika zasilania, ale nie będzie można uruchomić lasera.
- Pozycja 1: Włączony laser.
- Pozycja 0: Laser wyłączony.
Przełącznik blokady drzwi i obudowa zabezpieczająca przed promieniowaniem laserowym #
Spawarka laserowa może być eksploatowana wyłącznie w komorze spawalniczej lub w obudowie wyposażonej w blokowane urządzenia zabezpieczające. W przypadku nieoczekiwanego wejścia blokada (przełącznik kontaktowy drzwi) automatycznie wyłącza system spawania laserowego. Laser zostaje wyłączony.
Operator jest odpowiedzialny za prawidłowy montaż odpowiedniego czujnika drzwiowego umożliwiającego dostęp do kontrolowanego obszaru pracy lasera oraz za zapewnienie jego niezawodnego działania.
Wyłącznik awaryjny #
Przycisk zatrzymania awaryjnego natychmiast wyłącza laser. Na panelu sterowania pojawia się komunikat „Zatrzymanie awaryjne aktywne! ”.
- Przełącznik zatrzymania awaryjnego pozostaje zablokowany w pozycji wciśniętej. Spawanie nie jest już możliwe.
- Przekręcenie wyłącznika awaryjnego powoduje jego odblokowanie i powrót do pozycji wyjściowej.
Kółka z hamulcem #
Spawarka laserowa i podajnik drutu są wyposażone w kółka z hamulcami, które zapewniają stabilność.
Kontrola funkcji w palniku spawalniczym #
Proces spawania rozpoczyna się dopiero wtedy, gdy końcówka laserowa palnika spawalniczego zetknie się z powierzchnią obrabianego elementu i zostanie uruchomiony wyzwalacz lasera.
Wyposażenie stanowiska pracy #
- Operator określa stanowisko pracy, które ma zostać zajęte.
- Należy zapewnić wystarczającą liczbę miejsc pracy, pomieszczeń użytkowych, powierzchni magazynowych oraz dróg komunikacyjnych i ewakuacyjnych.
- Spawarka laserowa jest obsługiwana przez jedną osobę.
Elementy obsługi urządzenia #
- Uchwyt na obudowie spawarki laserowej do zastosowań mobilnych. Urządzenie można przenosić i łatwo manewrować.
- Panel sterowania do prac związanych z uruchomieniem i regulacją spawarki laserowej
- Palnik spawalniczy do spawania elementów
Dodatkowe informacje #
Obudowa zabezpieczająca przed promieniowaniem laserowym #
Należy pracować w odpowiedniej obudowie zabezpieczającej przed promieniowaniem laserowym, zgodnej z normą IEC 60825-4:2006:
- Kabina ochronna do laserów/komora spawalnicza do laserów
- Laserowa kurtyna bezpieczeństwa
- Laserowa ścianka ochronna
Odciąg oparów spawalniczych #
Należy zainstalować systemy odciągania oparów w celu usuwania niebezpiecznych oparów, par, cząstek stałych i niebezpiecznych pozostałości z obszaru roboczego.
Instrukcje pracy #
|
|
Podczas spawania należy zawsze pozostawać za obszarem odbicia i poza strefą odbicia lasera.
|
|
|
Podczas spawania materiałów silnie odbijających światło (np. aluminium lub miedzi) należy zachować ostrożność, ponieważ mogą wystąpić wielokrotne odbicia.
|



Strefa zagrożenia nr
|
|
Podczas spawania cały obszar przed ręczną spawarką laserową uznaje się za strefę zagrożenia ze względu na emitowane promieniowanie laserowe. W bezpośrednim sąsiedztwie miejsca pracy może przebywać wyłącznie użytkownik. |

Normy i przepisy #
Zgodnie z normami i wymogami unijnymi oraz krajowymi lasery należy klasyfikować na podstawie mocy wyjściowej i długości fali. Wszystkie produkty laserowe serii MA1 są sklasyfikowane jako produkty laserowe klasy 4 zgodnie z normą EN 60825-1.
Odporność na zakłócenia elektromagnetyczne #
- EN IEC 61000-6-4:2019
- EN IEC 61000-6-2:2019
Bezpieczeństwo zasilania #
- EN 62368-1:2014+A11:2017
Bezpieczeństwo laserowe #
- ISO 12100:2010
- ISO 11553:2017
- EN 60204-1:2018
Bezpieczeństwo funkcjonalne #
- EN 60825-1:2014+A11:2021
- CDRH 21 CFR 1040.10
Theo #
THEO to internetowa platforma edukacyjna, która zapewnia operatorom podstawowe szkolenie z zakresu bezpiecznego użytkowania i konserwacji spawarek THEO .
Aby uzyskać dostęp do dodatkowych szkoleń, instrukcji dotyczących konfiguracji maszyn oraz filmów dotyczących bezpieczeństwa, odwiedź stronę THEO pod adresem: theo.
Najważniejsze oferty THEO :
- Konfiguracja i obsługa urządzenia: filmy instruktażowe krok po kroku dotyczące konfiguracji i podstawowej obsługi ręcznych spawarek laserowych serii MA1.
- Raporty dotyczące bezpieczeństwa laserowego: Filmy szkoleniowe i instrukcje dotyczące zagrożeń związanych z laserami klasy 4, ze szczególnym uwzględnieniem oceny ryzyka i środków bezpieczeństwa.
- Środki ochrony indywidualnej (ŚOI): Szczegółowe instrukcje dotyczące prawidłowego stosowania okularów ochronnych przed promieniowaniem laserowym o długości fali 1080 nm oraz innych wymaganych środków ochrony.
- Bezpieczne praktyki pracy: Kursy online dotyczące prawidłowej obsługi, rutynowych czynności konserwacyjnych i procedur bezpieczeństwa, mające na celu zapewnienie zgodności z normami branżowymi.
Operatorzy mogą ukończyć ten moduł THEO online we własnym tempie. Filmy instruktażowe i materiały pisemne są przeznaczone zarówno dla początkujących, jak i doświadczonych użytkowników, a ich celem jest promowanie bezpiecznych praktyk pracy i maksymalnej wydajności.
Po pomyślnym ukończeniu kursów uczestnicy otrzymują certyfikat.
Prosimy o zarejestrowanie urządzenia MA1 przy użyciu numeru seryjnego, aby uzyskać dostęp do dodatkowych zasobów oraz licencji na oprogramowanie urządzenia. Rejestracja gwarantuje dostęp do pełnego zakresu funkcji i możliwości, a także do pomocy technicznej.
Opis produktu #
Lasery serii MA1 są certyfikowanymi produktami laserowymi klasy 4. Lasery te wykorzystują technologię laserów diodowych i charakteryzują się zakresem długości fali od 1070 nm do 1090 nm oraz sprawnością wynoszącą około 30%.
Ręczny system spawania laserowego składa się ze spawarki laserowej, palnika spawalniczego, podajnika drutu oraz układu sterowania.
Cyfry w oznaczeniu typu wskazują głębokość penetracji ręcznej spawarki laserowej.
Przykład: MA1-35: 3,5 mm dla stali wysokostopowych
Dodatkowe informacje #
Zakres dostawy #
|
Nie. |
Element |
Opis |
Ilość |
|---|---|---|---|
|
1 |
Ręczna spawarka laserowa z palnikiem spawalniczym i kablem zasilającym |
MA1-35 / MA1-45 / MA1-65 / MA1 ULTRA |
1 |
|
2 |
Kabel uziemiający |
5 m lub 10 m |
1 |
|
3 |
Laserowe okulary ochronne |
Poziom ochrony (OD7+) D LB6+ IRM LB7 Poziom ochrony (OD8+) D LB6+ IRM LB8 |
1 |
|
4 |
Dysze spawalnicze |
Dysza 1, 3, A, B oraz dysza płaska |
po 2 sztuki |
|
5 |
Okulary ochronne |
φ20 × 3 |
5 |
|
6 |
Dysze podające drut |
0,8 / 1,0 / 1,2 / 1,6 mm |
po 1 sztuce |
|
7 |
Pałeczki do czyszczenia 1 |
25 sztuk |
1 |
|
8 |
Pałeczki do czyszczenia 2 |
25 sztuk |
1 |
|
9 |
Podajnik drutu (pakowany pojedynczo) |
W zestawie wkładka do palnika do stali nierdzewnej oraz rolki podające drut |
1 |
|
10 |
Kabel pętlowy |
3 m |
1 |
|
11 |
Instrukcja obsługi |
/ |
1 |
|
12 |
Wskazówki dotyczące bezpieczeństwa |
/ |
1 |
|
13 |
Wąż gazowy |
6,5 m |
1 |
|
14 |
Etykiety bezpieczeństwa |
Ostrzeżenie dotyczące wiązki laserowej Należy nosić okulary ochronne do pracy z laserem! |
po 1 sztuce |
Symbole na urządzeniu #
|
Symbol |
Znaczenie |
|---|---|
|
|
Tabliczka znamionowa |
|
|
Tabliczka znamionowa |
|
|
Widzialne promieniowanie laserowe! Unikaj bezpośredniego kontaktu z oczami! Produkt laserowy klasy 2 |
|
|
Ostrzeżenie przed przegrzaniem! Przed rozpoczęciem pracy należy upewnić się, że temperatura otoczenia wynosi od 0 do 40 °C. W przypadku przegrzania należy zachować ostrożność podczas użytkowania tego produktu i zapewnić odpowiednie odprowadzanie ciepła. |
|
|
Widzialne promieniowanie laserowe! Należy unikać bezpośredniego kontaktu oczu z promieniowaniem bezpośrednim lub rozproszonym! Produkt laserowy klasy 4 |
|
|
Niewidzialne promieniowanie laserowe! Należy unikać narażania oczu i skóry na bezpośrednie lub rozproszone promieniowanie. Produkt laserowy klasy 4 |
|
|
Nie odłączaj urządzeń podczas pracy! |
|
|
Uwaga: laser! Należy nosić okulary ochronne! |
|
|
Unikaj narażenia! Ten produkt laserowy klasy 4 emituje promieniowanie laserowe widzialne i niewidzialne. |
|
|
Promieniowanie laserowe! Należy unikać bezpośredniego kontaktu promieniowania laserowego z oczami lub skórą. |










Przegląd produktów #
Dodatkowe informacje #
Spawarka laserowa #
Dodatkowe informacje #
Widok z przodu #
System spawania laserowego jest wyposażony w 7-calowy ekran przemysłowy, który jest bezpośrednio podłączony do jednostki sterującej i układu laserowego. Połączenie to umożliwia sterowanie urządzeniami oraz monitorowanie ich stanu.
MA1-35 #

|
1 |
Wyłącznik awaryjny |
2 |
Interfejs pętli bezpieczeństwa |
|
3 |
Podłączenie palnika spawalniczego |
4 |
Kółka z hamulcem |
|
5 |
Pierścień blokujący (przełącznik kluczykowy) |
6 |
Bęben na kabel |
|
7 |
Wyświetlacz |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Wyłącznik awaryjny |
2 |
Interfejs pętli bezpieczeństwa |
|
3 |
Podłączenie palnika spawalniczego |
4 |
Kółka z hamulcem |
|
5 |
Pierścień blokujący (przełącznik kluczykowy) |
6 |
Bęben na kabel |
|
7 |
Wyświetlacz |
|
|
Widok z tyłu #
Zewnętrzne złącze sterujące spawarki laserowej wyposażone jest w interfejs RS232 (DB9) oraz interfejs EX-CTRL (DB25).
MA1-35 #

|
1 |
Wyłącznik zasilania |
2 |
Połączenie EX-CTRL |
|
3 |
RS-232: Złącze serwisowe |
4 |
Podłączenie zasilania |
|
5 |
Uziemienie |
6 |
PODAJNIK: Podłączenie podajnika drutu |
|
7 |
Otwór wlotowy gazu osłonowego |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Połączenie EX-CTRL |
2 |
RS-232: Złącze serwisowe |
|
3 |
PODAJNIK: Podłączenie podajnika drutu |
4 |
Uziemienie |
|
5 |
Wyłącznik zasilania |
6 |
Otwór wlotowy gazu osłonowego |
|
7 |
Podłączenie zasilania |
|
|
Widok z boku #

|
1 |
Uchwyt |
2 |
Bęben na kabel |
|
3 |
Kabel światłowodowy |
4 |
Palnik spawalniczy |
Palnik spawalniczy nr

|
1 |
Dysza spawalnicza |
2 |
Rura pomiarowa |
|
3 |
Śruba radełkowana |
4 |
Komora na szkło bezpieczne |
|
5 |
Soczewka skupiająca |
6 |
Kontrolki |
|
7 |
Przełącznik podawania drutu (włącz/wyłącz) |
8 |
Wyzwalacz laserowy |
|
9 |
Uchwyt |
10 |
Haczyk podający drut do wkładki palnika |
|
11 |
Połączenie rury osłonowej |
12 |
Dysza podająca drut |
Podajnik drutu nr

|
1 |
Podajnik drutu |
2 |
Przycisk ręcznego podawania |
|
3 |
Przycisk ręcznej wypłaty |
4 |
Przełącznik włączania/wyłączania |
|
5 |
Uchwyt |
6 |
Uchwyt obudowy |
|
7 |
Podłączenie kabla komunikacyjnego |
8 |
Połączenie rury osłonowej |
- System podawania drutu spawalniczego obejmuje układ sterowania oraz mechanizm pozycjonowania drutu.
- Urządzenie posiada bezpośrednie połączenie laserowe, mechanizm z napędem dwurolkowym, zamkniętą instalację elektryczną oraz solidną obudowę, co zapewnia większą wydajność i trwałość.
- Prędkości podawania/wyciągania drutu od 2 do 100 mm/s
- Opcje podawania drutu w trybie ciągłym i impulsowym
- Wyposażony w funkcje automatycznego pompowania i napełniania
- Dopuszczalne średnice drutu spawalniczego: 0,8 / 1,0 / 1,2 / 1,6 mm
Kontrolki #

|
1 |
Kontrolka |
|
|
Kontrolka (1) głowicy spawalniczej sygnalizuje różne stany pracy.
|
|
Stan awarii Usterka głowicy spawalniczej lub lasera. |
|
|
Tryb czuwania Urządzenie działa prawidłowo. |
|
|
Światło laserowe Jeśli blokada bezpieczeństwa i dysza spawalnicza dotkną jednocześnie spawanego materiału, blokada bezpieczeństwa uruchamia proces spawania. Światło lasera emitowane jest poprzez przytrzymanie głowicy latarki i naciśnięcie przycisku uruchamiającego laser. |



Połączenia #
Dodatkowe informacje #
Interfejs bezpieczeństwa #

|
1 |
PIN 9: EXLOCK2- |
2 |
Pin 8: EMG2- |
|
3 |
PIN 7: EXLOCK1+ |
4 |
Pin 6: EMG1- |
|
5 |
PIN 5: Włączenie – |
6 |
PIN 3: EX-CTRL- |
|
7 |
PIN 1: Usterka 2 |
|
|
|
Nr pozycji |
kod PIN |
Nazwa sygnału |
Typ |
Funkcjonalność |
|---|---|---|---|---|
|
1 |
9 |
EXLOCK2- |
Kontakt końcowy |
Wejście kanału 2 układu blokującego Zewnętrzna blokada bezpieczeństwa; styki bezpotencjałowe. Laser nie uruchomi się, jeśli te dwa styki nie są ze sobą połączone. NIE podłączaj zewnętrznego źródła napięcia. |
|
22 |
EXLOCK2+ |
|||
|
2 |
8 |
EMG2- |
W |
Wejście awaryjnego wyłącznika 2 Jeśli napięcie jest niskie (0 V), wyłącznik awaryjny NIE zostanie uruchomiony (błąd). Jeśli napięcie jest wysokie (24 V), uruchamia się wyłącznik awaryjny (stan aktywny). |
|
21 |
EMG2+ |
|||
|
3 |
7 |
EXLOCK1- |
Kontakt końcowy |
Wejście kanału 1 układu blokującego Zewnętrzna blokada bezpieczeństwa; styki bezpotencjałowe. Laser nie uruchomi się, jeśli te dwa styki nie są ze sobą połączone. NIE podłączaj zewnętrznego źródła napięcia. |
|
20 |
EXLOCK1+ |
|||
|
4 |
6 |
EMG1- |
W |
Wejście wyłącznika awaryjnego 1 Jeśli napięcie jest niskie (0 V), wyłącznik awaryjny NIE zostanie uruchomiony (błąd). Jeśli napięcie jest wysokie (24 V), uruchamia się wyłącznik awaryjny (stan aktywny). |
|
19 |
EMG1+ |
|||
|
5 |
5 |
Włącz- |
W |
Włącz laser Włączanie/wyłączanie lasera; jeśli napięcie jest wysokie (24 V), laser jest włączony. Jeśli napięcie jest niskie (0 V), funkcja włączenia lasera jest wyłączona. |
|
18 |
Włącz+ |
|||
|
6 |
3 |
EX-CTRL- |
W |
Uruchomienie zewnętrzne Zewnętrzne sterowanie włączaniem i wyłączaniem emisji lasera; jeśli napięcie jest wysokie (24 V), emisja lasera jest włączona. Jeśli napięcie jest niskie (0 V), emisja lasera jest wyłączona. Jeśli włączono opcję „enable” i „EX-CTRL”, laser zostaje włączony. |
|
16 |
EX-CTRL+ |
|||
|
7 |
1 |
Błąd 2 |
OUT |
Wyjście alarmowe Podłączenie zewnętrznej taśmy LED do sygnalizacji stanu alarmowego. Oba styki są stykami wyjściowymi przekaźnika. Jeśli laser działa prawidłowo, oba styki są rozłączone. W przypadku awarii urządzenia LASER oba styki są zwarte. |
|
14 |
Błąd 1 |
OGŁOSZENIE nr
Dodatkowe funkcje, takie jak połączenie z kobotem lub robotem, są dostępne opcjonalnie po wprowadzeniu kodu autoryzacyjnego.
Akcesoria #
Dodatkowe informacje #
Dysze spawalnicze #
Podczas spawania elementów drutem należy stosować odpowiednią dyszę spawalniczą.
Spawanie z podawaniem drutu #

Spawanie bez podawania drutu #

|
1 |
Dysze do spawania skokowego |
2 |
Dysze do spawania narożników wewnętrznych |
|
3 |
Dysze do zgrzewania na zakładkę |
4 |
Dysze do spawania połączeń krawędziowych |
|
5 |
Dysze do spawania narożników zewnętrznych |
|
|
Dysza podająca drut nr
Podczas spawania drutowego należy stosować dyszę podającą dostosowaną do danej średnicy drutu (0,8–1,6 mm), aby zapewnić jego płynne prowadzenie.

Uruchomienie #
ZAGROŻENIE #


Ryzyko porażenia prądem
Napięcie zasilające lasera może być śmiertelnie niebezpieczne, dlatego wszystkie kable, złącza i obudowy urządzeń należy uznać za stwarzające zagrożenie. Nieprawidłowe okablowanie może spowodować obrażenia ciała lub uszkodzenie urządzenia.
- Przed włączeniem urządzenia należy upewnić się, że wszystkie połączenia elektryczne są prawidłowo podłączone i w razie potrzeby zamocowane śrubami.
- Należy prawidłowo uziemić ręczny system spawania laserowego za pomocą przewodu ochronnego kabla zasilającego.
- Przed podłączeniem zasilania do ręcznego systemu spawania laserowego należy sprawdzić, czy napięcie sieciowe jest prawidłowe, aby uniknąć uszkodzenia urządzenia. Należy zwrócić uwagę na oznaczenia na konkretnym modelu.
- Nie należy zdejmować osłon ochronnych, ponieważ może to spowodować porażenie prądem elektrycznym i unieważnienie gwarancji na urządzenie.
- Należy pamiętać, że wszystkie zewnętrzne połączenia obwodów, z wyjątkiem połączeń zasilających, są zgodne z definicją chronionego napięcia bardzo niskiego (PELV) przyjętą w normie IEC 61140. Wyjścia niezasilające innych urządzeń podłączonych do tego produktu również muszą być zgodne ze standardem PELV lub bezpieczeństwa napięcia bardzo niskiego (SELV).
OSTRZEŻENIE #
Zagrożenie wynikające z nieprawidłowego montażu
Użytkowanie maszyny, która nie została prawidłowo zainstalowana, może spowodować poważne obrażenia.
- Urządzenie należy uruchamiać wyłącznie po jego całkowitym zamontowaniu.
- Przed włączeniem urządzenia należy upewnić się, że wszystkie elementy wyposażenia zabezpieczającego i ochronnego są na swoim miejscu i działają prawidłowo.
OGŁOSZENIE nr
Należy umieścić znaki ostrzegające przed laserem oraz znaki informacyjne dotyczące lasera!
- Należy umieścić znaki ostrzegające o obecności lasera oraz znaki informacyjne dotyczące lasera na zewnętrznej powierzchni obudowy lasera, w miejscu, gdzie są one dobrze widoczne, bez konieczności narażania się na promieniowanie laserowe urządzenia lub jakiekolwiek inne promieniowanie optyczne.
- Należy umieścić znaki ostrzegające przed laserem oraz znaki informacyjne dotyczące lasera we wszystkich punktach dostępu.
- Wymień zużyte znaki ostrzegające przed laserem oraz znaki informacyjne dotyczące lasera.
OGŁOSZENIE nr
Przed rozpoczęciem pracy system spawania laserowego musi być prawidłowo zainstalowany i w pełni podłączony.
Dodatkowe informacje #
Rozpakowywanie #
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń w wyniku przenoszenia ciężkich ładunków
Podnoszenie i przenoszenie ciężkich ładunków może prowadzić do urazów kręgosłupa.
- Nie należy samodzielnie przenosić ciężkich ładunków.
- Należy upewnić się, że nie zostanie przekroczony maksymalny dopuszczalny ciężar na osobę.
- Należy używać wyłącznie odpowiedniego i sprawnego technicznie sprzętu do podnoszenia o wystarczającej nośności.
UWAGA #
Ryzyko szkód materialnych
Urządzenie może ulec uszkodzeniu, jeśli zostanie wyjęte z opakowania za zespół przewodu i węża lub za sam przewód.
- Nie należy podnosić urządzenia za zespół przewodu i węża ani za sam przewód.
- Nie należy zginać, zgniatać ani skręcać zespołu przewodu i węża ani samego przewodu.
- Wyjmij poszczególne urządzenia.
- Po otrzymaniu produktu należy dokładnie sprawdzić opakowanie pod kątem zewnętrznych śladów uszkodzeń powstałych podczas transportu.
- W przypadku uszkodzeń powstałych podczas transportu należy sprawdzić zawartość przesyłki pod kątem ewentualnych uszkodzeń i powiadomić Maxphotonics.

- Otwórz karton od góry.
-

- Zapoznaj się z instrukcją obsługi.
-
- Wyjmij palnik spawalniczy i akcesoria z opakowania i upewnij się, że kabel światłowodowy jest nienaruszony i nieuszkodzony.
-
-
- Wyjmij spawarkę laserową.
- Zachowaj oryginalne opakowanie na wypadek, gdyby okazało się potrzebne w przyszłości do przechowywania lub wysyłki.
- W razie jakichkolwiek pytań prosimy o kontakt z działem obsługi klienta.
- Podczas utylizacji opakowań należy przestrzegać lokalnych przepisów.




Dodatkowe informacje #
Przeprowadzenie kontroli wzrokowej #
Podczas wyjmowania urządzenia z opakowania transportowego należy przestrzegać poniższych wskazówek:
- Należy dokładnie sprawdzić opakowanie pod kątem zewnętrznych śladów uszkodzeń powstałych podczas transportu. W przypadku stwierdzenia uszkodzeń transportowych należy sprawdzić sprzęt pod kątem ewentualnych uszkodzeń i powiadomić Maxphotonics.
- Wyjmij urządzenie z opakowania, upewniając się, że kabel światłowodowy pozostaje nienaruszony i nieuszkodzony.
- Urządzenie jest zapakowane w drewnianą skrzynię z izolacją piankową, wyposażoną w piankowe wkładki i wskaźniki wstrząsów, co ma na celu zapewnienie i ułatwienie bezpiecznego transportu.
- Zachowaj szczególną ostrożność podczas rozpakowywania elementów sprzętowych.
Włączanie spawarki laserowej #
OGŁOSZENIE nr
Włączenie lasera
Aby urządzenie mogło działać, należy je jednorazowo aktywować za pomocą kodu autoryzacyjnego.
- Obejrzyj uważnie filmy szkoleniowe.
- Pomyślnie ukończ test.
Aby uruchomić ręczną spawarkę laserową, postępuj zgodnie z poniższymi instrukcjami:
- Wpisz poniższy link w pasku wyszukiwania przeglądarki lub zeskanuj kod QR.
- theo.inc/de/sklep/kategorie-produktów/
-
- Zarejestruj urządzenie.
- Wprowadź dane osobowe.
- Wpisz numer seryjny podany na liście przewozowym.
- Obejrzyj uważnie filmy szkoleniowe.
- Rób notatki.
- Omów nierozstrzygnięte kwestie z przełożonymi lub technikami serwisowymi firmy Maxphotonics.
- Odpowiedz na pytania testowe (wybór wielokrotny).
- Kliknij przycisk „Wyślij”, aby uzyskać wyniki testu.
- Po pomyślnym przejściu testu kod autoryzacyjny do ręcznego urządzenia do spawania laserowego zostanie wysłany pocztą elektroniczną.
- Wprowadź kod autoryzacyjny w polu „Kod autoryzacyjny ” w menu „Urządzenie ”; zobacz sekcję „Informacje o systemie”.
Konfiguracja systemu spawania laserowego #
UWAGA #

Ryzyko odniesienia obrażeń podczas montażu
Podczas konfiguracji systemu spawania laserowego może on nie być jeszcze stabilny. Istnieje ryzyko odniesienia obrażeń w wyniku przewrócenia się, upadku lub stoczenia się elementów maszyny.
- Podczas ustawiania maszyny należy nosić rękawice ochronne i solidne obuwie.
- Ustaw urządzenie na równej powierzchni.
- Zablokuj kółka maszyny za pomocą hamulców, aby zapobiec jej stoczeniu się.
UWAGA #

Ryzyko potknięcia się i upadku
Nieprawidłowo poprowadzone kable mogą powodować urazy w wyniku potknięcia się lub upadku.
- Po skonfigurowaniu systemu spawania laserowego, a przed jego uruchomieniem, należy upewnić się, że kable są poprawnie ułożone i nie tworzą pętli ani przeszkód.
OGŁOSZENIE nr
Przed rozpoczęciem pracy system spawania laserowego musi być prawidłowo zainstalowany i w pełni podłączony.

|
a |
Kabel zasilający |
b |
Kabel pętlowy |
|
c |
Podłączenie EX-CTRL (przełącznik blokady drzwi) |
d |
Otwór wlotowy gazu osłonowego |
|
e |
Uziemienie |
f |
Kabel komunikacyjny |
|
g |
Wkładka do palnika |
|
|
Dodatkowe informacje #
Podłączanie spawarki laserowej #
UWAGA #
Ryzyko uszkodzenia urządzenia
Jeśli zacisk mocujący obrabiany element zostanie podłączony do palnika spawalniczego, spawarka laserowa ulegnie nieodwracalnemu uszkodzeniu.
- Uchwyt do obrabianego elementu należy przymocować wyłącznie do elementu przeznaczonego do spawania.
OGŁOSZENIE nr
Przed podłączeniem systemu spawania laserowego należy upewnić się, że wyłącznik zasilania spawarki laserowej jest wyłączony.
OGŁOSZENIE nr
Przełącznik blokady drzwi
Za podłączenie przełącznika blokady drzwi na miejscu odpowiada użytkownik.
- Podłącz kabel zasilający (a) systemu spawania laserowego do źródła zasilania.
- Podłącz kabel pętlowy (b) do przedniej części spawarki laserowej. Drugi koniec kabla pętlowego przymocuj do obrabianego elementu lub blatu stołu za pomocą zacisku do obrabianego elementu.
- Podłącz przewód przełącznika blokady drzwi (c) do spawarki laserowej i dokręć obie śruby.
- Podłącz wąż gazowy (d) do przyłącza gazu osłonowego z tyłu spawarki laserowej (patrz: Podłączanie gazu).
- Podłącz przewód uziemiający (e), aby zapewnić niezawodne połączenie między nakrętką uziemiającą obudowy lasera a uziemieniem instalacji (patrz : Procedura uziemienia elektrostatycznego).
Podłączanie podajnika drutu do spawarki laserowej #
- FEEDER: Podłącz kabel komunikacyjny/kabel podajnika drutu (f) do złącza FEEDER z tyłu spawarki laserowej oraz do złącza FEEDER na podajniku drutu.
Podłączanie podajnika drutu do palnika spawalniczego #
- Podłącz rurkę palnika (g) do podajnika drutu (patrz: Podłączanie rurki palnika do podajnika drutu) oraz do modułu podajnika drutu (patrz: Podłączanie rurki palnika do palnika spawalniczego).
Procedura uziemienia elektrostatycznego #
Ważne jest, aby za pomocą dostarczonego kabla uziemiającego zapewnić bezpieczne połączenie między śrubą uziemiającą obudowy lasera a uziemieniem instalacji, aby uniknąć ewentualnego uszkodzenia lasera spowodowanego wyładowaniami elektrostatycznymi.

|
1 |
Podłączenie kabla uziemiającego MA1-35 |
2 |
Podłączenie kabla uziemiającego MA1-45, MA1-65 i MA1-ULTRA |
- Podłącz przewód uziemiający do zacisku uziemienia spawarki laserowej.
-

- Podłącz przewód uziemiający do uziemienia instalacji.

Podłączenie gazu #
Głowica spawalnicza jest chłodzona gazem osłonowym, co wymaga utrzymania optymalnej czystości gazu i ciśnienia. Zazwyczaj jako gaz osłonowy stosuje się azot i argon. Czystość gazu osłonowego musi wynosić 99,99%, a ciśnienie gazu na wlocie musi mieścić się w zakresie od 0,8 do 1,5 bara. Aby proces spawania był skuteczny, konieczne jest zastosowanie zaworu redukcyjnego z przepływomierzem (nominalne natężenie przepływu co najmniej 8 l/min) w celu precyzyjnej regulacji przepływu gazu.
- Podłącz do wlotu gazu wąż gazowy o średnicy zewnętrznej 6 mm.
- Ustaw natężenie przepływu gazu na 8–12 l/min.
- W trybie eksperckim naciśnij przycisk „Gas Manual”, aby wyregulować przepływ gazu.
Wymiana dysz #
Aby wymienić dysze spawalnicze i podające drut, należy odkręcić dyszę z uchwytu i przykręcić nową.
Przygotowanie podajnika drutu #
UWAGA #
Ryzyko przygniecenia podczas otwierania i zamykania obudowy
Może dojść do urazów dłoni i palców.
- Podczas otwierania i zamykania obudowy należy uważać na dłonie i palce.
Dodatkowe informacje #
Wymiana szpuli z drutem #
Szpule są dostępne z otworami o różnych rozmiarach. Może to wymagać użycia adaptera.

|
1 |
Nakrętka mocująca |
2 |
Szpula drutu |
|
3 |
Wrzeciono |
4 |
Szpilki |
- Otwórz obudowę, korzystając z uchwytu obudowy.
- Poluzuj nakrętkę mocującą (1) szpuli przewodu (2).
- Zdejmij szpulę z drutu.
- Zamontuj nową szpulę drutu na wrzecionie (3).
- Dokręć nakrętkę mocującą.
Wymiana rolek podających drut #

|
1 |
Dźwignia |
2 |
Rolki podające |
Typ drutu (U, V) oraz jego grubość są zaznaczone na rolkach podających drut. Rolki podające typu U służą do spawania drutem aluminiowym, natomiast rolki typu V – do spawania drutem ze stali nierdzewnej lub stali.
- Przesuń obie dźwignie (1) w dół.
- Poluzować śruby mocujące rolki podające drut (2).
- Wyjmij rolki podające drut.
- Zamontuj nowe rolki podające drut.
- Dokręć śruby mocujące.
- Podnieś obie dźwignie z powrotem do góry.
Nawlekanie drutu spawalniczego #
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń
Podczas nawlekania i ręcznego przesuwania drutu spawalniczego może dojść do urazów oczu.
- Nie należy patrzeć bezpośrednio na złącze wkładki palnika w podajniku drutu.
- Nie patrz bezpośrednio na wylot rurki palnika.
- Nie należy patrzeć bezpośrednio na dyszę podającą drut.
- Należy nosić okulary ochronne.

|
1 |
Dźwignia |
2 |
Drut spawalniczy |
|
3 |
Rolki podające drut |
4 |
Połączenie rury osłonowej |
- Przesuń obie dźwignie (1) w dół.
- Przeciągnij drut spawalniczy (2) z boku poniżej prawej dźwigni (a).
- Wyciągnij drut spawalniczy znajdujący się nad prawą rolką podającą (3) z otworu i przełóż go w lewo do następnego otworu (b).
- Wyciągnij drut spawalniczy znajdujący się nad lewą rolką podającą drut z otworu i przełóż go w lewo do następnego otworu (c).
- Przepuść drut spawalniczy pod lewą dźwignią do złącza tulei palnika (d).
- Wsuń drut spawalniczy tak, aby wystawał z połączenia tulei palnika (e) na około 10 cm.
- Podnieś obie dźwignie do góry.
Podłączanie wkładki palnika do podajnika drutu #
- Wsuń drut spawalniczy do rurki palnika.
- Podłącz wkład palnika do gniazda wkładu palnika w podajniku drutu.
Przygotowanie palnika spawalniczego #
Dodatkowe informacje #
Montaż modułu podajnika drutu #
OGŁOSZENIE nr
Podczas montażu modułu podajnika drutu należy upewnić się, że dysza podająca drut jest ustawiona równolegle do dyszy spawalniczej. Promień lasera pilotującego, emitowany przez otwór wyjściowy palnika spawalniczego, musi padać na środek wysuniętego drutu spawalniczego.

|
1 |
Śruba |
2 |
Moduł podajnika drutu |
|
3 |
Dysza podająca drut |
4 |
Dysza spawalnicza |
- Poluzuj śruby (1) na module podajnika drutu (2).
- Nasuń moduł podajnika drutu (2) na rurkę wagi (a).
- Ustaw długość rurki skalowej lub płaszczyznę ogniskową lasera (patrz: Ustawianie płaszczyzny ogniskowej lasera).
- Ustaw dyszę podającą drut (3) i dyszę spawalniczą (4) równolegle względem siebie.
- Dokręć śruby (2) znajdujące się z boku modułu podajnika drutu.
Podłączanie wkładki palnika do palnika spawalniczego #
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń
Podczas nawlekania i ręcznego przesuwania drutu spawalniczego może dojść do urazów oczu.
- Nie należy patrzeć bezpośrednio na złącze wkładki palnika w podajniku drutu.
- Nie patrz bezpośrednio na wylot rurki palnika.
- Nie należy patrzeć bezpośrednio na dyszę podającą drut.
- Należy nosić okulary ochronne.
OGŁOSZENIE nr
Jeśli to możliwe, należy ułożyć wkład palnika prosto lub z dużym promieniem, tak aby drut spawalniczy nie przebił zespołu przewodu i węża podczas jego rozciągania.
Jeśli drut spawalniczy został ponownie nawleczony, należy go całkowicie przeciągnąć przez wkładkę palnika aż do samego końca.

|
1 |
Dysza podająca drut |
2 |
Złącze szybkiego odłączania dyszy podającej drut |
|
3 |
Haczyk podający drut do wkładki palnika |
|
|
- Wysuń drut spawalniczy z tulei palnika na długość ok. 10 cm (patrz: Obsługa podajnika drutu).
- Wsuń (a) drut spawalniczy do dyszy podającej drut (1).
- Podłącz rurkę palnika do szybkozłącza dyszy podającej drut (2).
- Wysuń drut spawalniczy z tulei palnika na około 1 cm.
- Przełóż wkładkę palnika przez hak podający drut (3).
Ustawianie płaszczyzny ogniskowej lasera #

|
1 |
Rura pomiarowa |
2 |
Skala |
|
3 |
Orzech |
|
|
Na rurze skali (1) znajduje się skala (2) o zakresie od -15 do +15. W zależności od spawanego elementu można odpowiednio regulować płaszczyznę ogniskową wiązki laserowej.
|
Ustawienia |
Opis |
|---|---|
|
od 0 do -15 |
Uwaga skupia się na obszarze pod powierzchnią spawanego elementu. Ustawienia te stosuje się na przykład w przypadku grubych blach. |
|
0 |
Punkt ogniskowy wiązki laserowej znajduje się bezpośrednio na powierzchni spawanego elementu. |
|
od 0 do +15 |
Uwaga skupia się na obszarze nad powierzchnią spawanego elementu. Ustawienia te stosuje się na przykład w przypadku cienkich blach. |
- Odkręć nakrętkę (3) ręcznie (a).
- Wysuń lub wsuń (b) rurkę pomiarową (1) do żądanej wartości, w zależności od rodzaju i grubości materiału.
- Dokręć nakrętkę ręcznie.
Operacja nr
ZAGROŻENIE #
Ryzyko porażenia prądem
Napięcie zasilające lasera może być śmiertelnie niebezpieczne, dlatego wszystkie kable, złącza i obudowy urządzeń należy uznać za stwarzające zagrożenie. Nieprawidłowe okablowanie może spowodować obrażenia ciała lub uszkodzenie urządzenia.
- Przed włączeniem urządzenia należy upewnić się, że wszystkie połączenia elektryczne są prawidłowo podłączone i w razie potrzeby zamocowane śrubami.
- Należy prawidłowo uziemić ręczny system spawania laserowego za pomocą przewodu ochronnego kabla zasilającego.
- Przed podłączeniem zasilania do ręcznego systemu spawania laserowego należy sprawdzić, czy napięcie sieciowe jest prawidłowe, aby uniknąć uszkodzenia urządzenia. Należy zwrócić uwagę na oznaczenia na konkretnym modelu.
- Nie należy zdejmować osłon ochronnych, ponieważ może to spowodować porażenie prądem elektrycznym i unieważnienie gwarancji na urządzenie.
- Należy pamiętać, że wszystkie zewnętrzne połączenia obwodów, z wyjątkiem połączeń zasilających, są zgodne z definicją chronionego napięcia bardzo niskiego (PELV) przyjętą w normie IEC 61140. Wyjścia niezasilające innych urządzeń podłączonych do tego produktu również muszą być zgodne ze standardem PELV lub bezpieczeństwa napięcia bardzo niskiego (SELV).
OSTRZEŻENIE #
Promieniowanie laserowe – laser klasy 4
Urządzenie spełnia wymagania dotyczące produktów klasy laserowej 4.
- Należy przestrzegać obowiązujących przepisów ustawowych i lokalnych dotyczących bezpieczeństwa przy pracy z laserami.
- Nie wolno dokonywać żadnych ingerencji ani modyfikacji w urządzeniu.
- Naprawy mogą być wykonywane wyłącznie przez Maxphotonics .
OSTRZEŻENIE #
Ryzyko związane z eksploatacją systemu spawania laserowego przez niewykwalifikowany personel
Nieprawidłowe ustawienia dokonane przez niewykwalifikowany personel mogą spowodować poważne obrażenia oraz uszkodzenie systemu.
- Należy dopilnować, aby wpisy na wyświetlaczu były wprowadzane wyłącznie przez przeszkolony personel.
OSTRZEŻENIE #



Ryzyko odniesienia obrażeń spowodowane brakiem środków ochrony indywidualnej
Podczas procesu spawania laserowego występują różne zagrożenia.
- Należy założyć środki ochrony indywidualnej, w skład których wchodzą: okulary ochronne do pracy z laserem, hełm spawalniczy do pracy z laserem lub maska ochronna do pracy z laserem, rękawice ochronne do pracy z laserem, fartuch ochronny do pracy z laserem oraz, w razie potrzeby, ochronniki słuchu.
- Należy upewnić się, że cały sprzęt ochrony osobistej jest przystosowany do mocy wyjściowej i zakresu długości fal podanych na etykiecie dotyczącej bezpieczeństwa lasera.
- Należy nosić długie ubrania, które całkowicie zakrywają skórę, a rękawy i kołnierzyk powinny być zapięte.
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń
Wadliwy lub niesprawny sprzęt bezpieczeństwa i ochronny może prowadzić do poważnych obrażeń.
- Przed włączeniem urządzenia należy upewnić się, że wszystkie elementy wyposażenia zabezpieczającego i ochronnego są na swoim miejscu i działają prawidłowo!
- Należy zlecić naprawę uszkodzonego sprzętu bezpieczeństwa i ochronnego.
- Nigdy nie należy wyłączać urządzeń zabezpieczających i ochronnych.
OSTRZEŻENIE #
Zagrożenie wynikające z nieprawidłowego montażu
Użytkowanie maszyny, która nie została prawidłowo zainstalowana, może spowodować poważne obrażenia.
- Urządzenie należy uruchamiać wyłącznie po jego całkowitym zamontowaniu.
- Przed włączeniem urządzenia należy upewnić się, że wszystkie elementy wyposażenia zabezpieczającego i ochronnego są na swoim miejscu i działają prawidłowo.
OSTRZEŻENIE #


Zagrożenie pożarem i wybuchem
Ciepło i iskry powstające podczas spawania mogą spowodować pożar lub wybuch.
- Należy pamiętać o potencjalnych zagrożeniach związanych ze spawaniem i stosować niezbędne środki ostrożności.
- Należy upewnić się, że wszystkie materiały łatwopalne i palne znajdują się w bezpiecznej odległości od miejsca spawania.
- Spawanie laserowe należy wykonywać wyłącznie w wyznaczonych miejscach, w których nie ma materiałów łatwopalnych.
- Należy unikać spawania na pojemnikach zawierających substancje łatwopalne lub palne. Jeśli nie można zidentyfikować zawartości pojemników, należy traktować je jako potencjalnie niebezpieczne.
- Zawsze należy mieć pod ręką gaśnicę i upewnić się, że wszyscy spawacze przeszli kompleksowe szkolenie z zakresu obsługi gaśnic.
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń w wyniku wadliwego działania systemu spawania laserowego
Użytkowanie wadliwego systemu spawania laserowego może spowodować poważne obrażenia oraz uszkodzenie samego systemu.
- Z systemu spawania laserowego wolno korzystać wyłącznie wtedy, gdy nie jest on uszkodzony ani zepsuty, a żadne elementy nie są brakujące ani poluzowane.
UWAGA #
Ryzyko przegrzania
Spawarka laserowa jest chłodzona powietrzem, a palnik spawalniczy gazem. Praca w wyższych temperaturach może przyspieszyć starzenie się urządzenia, podwyższyć prąd progowy i obniżyć wydajność.
- Należy zadbać o odpowiednią wentylację miejsca pracy.
- W przypadku przegrzania urządzenia należy wyłączyć spawarkę laserową i skontaktować się z serwisem.
UWAGA #
Ryzyko potknięcia się i upadku
Nieprawidłowo poprowadzone kable mogą powodować urazy w wyniku potknięcia się lub upadku.
- Po skonfigurowaniu systemu spawania laserowego, a przed jego uruchomieniem, należy upewnić się, że kable są poprawnie ułożone i nie tworzą pętli ani przeszkód.
Dodatkowe informacje #
Obsługa spawarki laserowej #
OSTRZEŻENIE #
Ryzyko obrażeń w wyniku nieuprawnionego użytkowania
Podczas pracy mogą zdarzyć się wypadki spowodowane nieuprawnionym użyciem maszyny przez osoby nieupoważnione.
- Nie pozostawiaj urządzenia bez nadzoru podczas pracy.
- Wyjmij kluczyk zabezpieczający, aby uniemożliwić obsługę maszyny przez osoby nieupoważnione.
Dodatkowe informacje #
Włączanie spawarki laserowej #
- Włącz wyłącznik zasilania znajdujący się z tyłu spawarki laserowej.
- Na wyświetlaczu wyświetlane są instrukcje bezpieczeństwa.
-
- Potwierdź instrukcje bezpieczeństwa, naciskając przycisk „Akceptuj ”.
- Tryb podstawowy jest ustawiany automatycznie.
- Włóż kluczyk zabezpieczający do stacyjki i przekręć go do pozycji 1.

Rozpoczęcie procesu spawania #
ZAGROŻENIE #

Wdychanie oparów spawalniczych
Wzajemne oddziaływanie lasera z materiałami, na które jest skierowany, takimi jak tworzywa sztuczne, metale i kompozyty, może powodować ich odparowanie oraz powstawanie toksycznych i niebezpiecznych chmur dymów i oparów. Są one często niewidoczne i stanowią poważne zagrożenie dla zdrowia. Narażenie na dymy spawalnicze może mieć negatywny wpływ na płuca, serce, nerki i ośrodkowy układ nerwowy.
W przypadku słabej wentylacji w zamkniętych pomieszczeniach stężenia toksycznych oparów i gazów mogą prowadzić do utraty przytomności lub uduszenia, a tlenki azotu występujące w wysokich stężeniach mogą spowodować śmierć.
- Należy zainstalować systemy odciągania oparów w celu usuwania niebezpiecznych oparów, par, cząstek stałych i niebezpiecznych pozostałości z obszaru roboczego.
- Należy zapoznać się z kartami charakterystyki i instrukcjami bezpieczeństwa dotyczącymi wszystkich stosowanych materiałów spawalniczych oraz stosować się do nich.
- Należy pamiętać, że oprócz systemu wentylacji wyciągowej w niewielkich pomieszczeniach lub w innych sytuacjach stwarzających zagrożenie konieczne może być zapewnienie dopływu świeżego powietrza.
- Zawsze pracuj w dobrze wentylowanych pomieszczeniach.
- Należy regularnie monitorować jakość powietrza, aby określić stężenie szkodliwych oparów w miejscu pracy.
- Podczas spawania należy trzymać głowę z dala od źródła dymów, aby uniknąć narażenia na niebezpieczne opary.
- W ciasnych przestrzeniach lub w innych sytuacjach, w których może to być konieczne, należy stosować środki ochrony dróg oddechowych.
OSTRZEŻENIE #
Zagrożenie promieniowaniem laserowym!
Narażenie na promieniowanie laserowe może spowodować nieodwracalne uszkodzenie siatkówki lub rogówki.
- Aby uniknąć ewentualnych urazów oczu, nie należy patrzeć bezpośrednio na wylot wiązki lasera i podczas korzystania z urządzenia należy nosić odpowiednie okulary ochronne.
- Nie należy otwierać ręcznego systemu spawania laserowego, ponieważ nie zawiera on żadnych elementów przeznaczonych do samodzielnej naprawy przez użytkownika.
OSTRZEŻENIE #


Ryzyko odniesienia obrażeń w wyniku odbicia światła
Podczas procesu spawania mogą powstawać zarówno odbicia rozproszone, jak i lustrzane, które mogą pojawiać się pod różnymi kątami w pobliżu otworu wylotowego palnika spawalniczego i powodować poważne uszkodzenia siatkówki lub rogówki. Może to potencjalnie doprowadzić do trwałego uszkodzenia wzroku. Wiązki laserowe klasy 4 mogą również powodować pożary oraz uszkodzenia skóry i materiałów podczas obsługi urządzeń lub w ich pobliżu.
- Należy stosować odpowiednie środki ochrony indywidualnej: okulary ochronne do pracy z laserem/hełm spawalniczy do pracy z laserem, rękawice ochronne do pracy z laserem, fartuch ochronny do pracy z laserem.
- Użytkownik i osoby postronne muszą zawsze mieć na uwadze możliwość wystąpienia odbicia. Nieprawidłowe ustawienia lasera mogą powodować zwiększoną liczbę odbicia.
- Użytkownik i osoby postronne muszą zawsze znajdować się za palnikiem spawalniczym.
- Należy upewnić się, że w obszarze odbicia nie ma żadnych osób oraz że podczas spawania nie ma w pobliżu żadnych materiałów łatwopalnych.
- Należy używać dyszy odpowiedniej do pozycji spawania.
- Podczas spawania materiałów o wysokim współczynniku odbicia (np. aluminium lub miedzi) należy zachować szczególną ostrożność, ponieważ część energii wiązki laserowej może zostać odbita od spawanego obszaru.
- Upewnij się, że znasz obszar przewidywanego odbicia dla każdej obrabianej części i unikaj patrzenia w ten obszar oraz wkładania do niego jakiejkolwiek części ciała.
OSTRZEŻENIE #

Ryzyko poparzeń o gorące powierzchnie
Dotknięcie gorących powierzchni na obrabianych elementach może spowodować oparzenia.
- Należy nosić środki ochrony indywidualnej: rękawice ochronne do pracy z laserem.
UWAGA #

Ryzyko uszkodzenia słuchu
Spawanie laserowe elementów powodujących hałas generuje hałas, który może uszkodzić słuch.
- Należy nosić ochronniki słuchu.
- Ustaw parametry spawania na wyświetlaczu (patrz: Tryb podstawowy i Tryb zaawansowany).
- Sprawdź i ustaw natężenie przepływu gazu osłonowego.
- Sprawdź i ustaw natężenie przepływu gazu osłonowego za pomocą przycisku „Ręczne sterowanie gazem” w zakładce „Strona główna” w menu trybu eksperckiego(patrz zakładka „Strona główna”).
- Zamocuj zacisk do spawania na spawanym elemencie.
- Spełnij wymogi bezpieczeństwa:
- Użytkownik oraz ewentualne osoby trzecie mają na sobie wymagane środki ochrony indywidualnej (patrz: Środki ochrony indywidualnej (ŚOI)) i znajdują się poza strefą zagrożenia (patrz: Strefa zagrożenia).
- Obudowa lasera (patrz: Wyposażenie stanowiska roboczego) jest gotowa do spawania laserowego.
- Sprawdź wyposażenie zabezpieczające i ochronne (patrz: Środki bezpieczeństwa dotyczące laserów). Drzwi są zamknięte, a wyłącznik blokady drzwi jest podłączony do urządzenia.
- Włącz laser za pomocą przycisku „Laser Enable ”.
- Pojawia się komunikat.
-
- Kliknij przycisk „Zamknij ”.
- Laser jest włączony i można z niego korzystać.
- Naciśnij i przytrzymaj spust lasera.

Zatrzymanie procesu spawania #
- Zwolnij spust lasera.
Wyłączanie spawarki laserowej #
- Wyłącz zasilanie za pomocą przełącznika znajdującego się z tyłu spawarki laserowej.
- Włóż kluczyk zabezpieczający do stacyjki i przekręć go do pozycji 0.
- Wyjmij kluczyk zabezpieczający, aby uniemożliwić obsługę maszyny przez osoby nieupoważnione.
- Odłącz wtyczkę zasilacza od gniazdka.
Obsługa interfejsu użytkownika #
OSTRZEŻENIE #
Ryzyko związane z eksploatacją systemu spawania laserowego przez niewykwalifikowany personel
Nieprawidłowe ustawienia dokonane przez niewykwalifikowany personel mogą spowodować poważne obrażenia oraz uszkodzenie systemu.
- Należy dopilnować, aby wpisy na wyświetlaczu były wprowadzane wyłącznie przez przeszkolony personel.

|
1 |
Pasek menu |
2 |
Przycisk trybu podstawowego |
|
3 |
Przycisk trybu eksperckiego |
4 |
Przycisk parametrów procesu |
|
5 |
Przycisk „Informacje o systemie” |
6 |
Przycisk „Konfiguracja” |
|
7 |
Zakładki |
8 |
Zakładka „Strona główna” |
|
9 |
Zakładka „Szczegóły” |
10 |
Zakładka „Status” |
|
11 |
Zakładka „Ostrzeżenie” |
12 |
Interfejs użytkownika |
Dodatkowe informacje #
Dostosowywanie parametrów #
- Kliknij pole wprowadzania danych obok parametru, który chcesz zmienić.
- Wyświetla się klawiatura numeryczna, na której można wprowadzić żądaną wartość.
- Kliknij przycisk Enter, aby potwierdzić ustawienie.
-
- Kliknij przycisk „Zapisz jako ”, aby zapisać zmiany.

- Zestaw parametrów jest zapisywany w menu Parametry procesu> Dostosuj. Można tu zapisać maksymalnie 32 zestawy parametrów.
Tryb podstawowy #

|
1 |
Przycisk trybu podstawowego |
2 |
Parametr materiału |
|
3 |
Parametr grubości |
4 |
Parametry metody spawania |
|
5 |
Przycisk podawania drutu |
6 |
Guzik w kształcie rybiej łuski |
|
7 |
Przycisk włączania lasera |
|
|
- W menu trybu podstawowego(1) dostępne są parametry dotyczące materiału (2), grubości (3) i metody spawania (4).
- Podawanie drutu uruchamia się za pomocą przycisku „Podawanie drutu” (5).
- Wzór w łuski uruchamia się za pomocą przycisku „Łuski” (6).
Tryb D #
Tryb D jest dostępny wyłącznie w spawarce laserowej MA1-35.

Tryb ten włącza się i wyłącza za pomocą przycisku wyłączania. Na sterowniku można ustawić wartości od -1 do +2. Tryb D+ można włączyć tylko wtedy, gdy wydajność urządzenia wynosi ≥ 90%. Wybierając różne opcje, można ustawić urządzenie tak, aby zwiększyło swoją wydajność do ponad 100% w celu uzyskania większej głębokości spoiny.
Tryb ekspercki #
Kliknij przycisk „Tryb ekspercki”, aby otworzyć interfejs użytkownika trybu eksperckiego i wprowadzić zaawansowane oraz szczegółowe ustawienia spawania.
Ustawienia można wprowadzić w menu trybu eksperckiegow zakładkach Strona główna, Szczegóły, Stan i Ostrzeżenia.
Dodatkowe informacje #
Karta „Strona główna” #
Kliknij kartę „Strona główna ”, aby otworzyć interfejs użytkownika i ustawić parametry.

|
1 |
Przycisk trybu eksperckiego |
2 |
Menu główne |
|
3 |
Pole wprowadzania szerokości wahania |
4 |
Pole wprowadzania mocy lasera |
|
5 |
Pole wprowadzania częstotliwości drgań |
6 |
Przycisk podawania drutu |
|
7 |
Przycisk włączania/wyłączania lasera |
8 |
Przycisk ręcznego uruchamiania gazu |
|
9 |
Przycisk włączania lasera |
|
|
|
Ustawienia |
Opis |
|---|---|
|
Szerokość wahania |
Zakres regulacji od 0 do 4 mm. |
|
Moc lasera |
Zakres regulacji od 0 do 100%. 100% = maksymalna wydajność maszyny |
|
Częstotliwość drgań |
Maksymalna częstotliwość drgań wynosi 220 Hz przy pełnej amplitudzie drgań. Przy zmniejszonej amplitudzie drgań częstotliwość drgań można odpowiednio zwiększyć. |
|
Podawanie drutu |
Włącza/wyłącza podawanie drutu. |
|
Laser |
Włącza zasilacz lasera. |
|
Instrukcja obsługi instalacji gazowej |
Włącza/wyłącza ręczny test przepływu gazu w celu sprawdzenia i ustawienia natężenia przepływu. |
|
Włącz laser |
Włącza laser. Spawarka laserowa jest gotowa do emisji. |
Zakładka „Szczegóły” #
Kliknij kartę „Szczegóły”, aby otworzyć interfejs użytkownika i wprowadzić szczegółowe ustawienia parametrów.
OGŁOSZENIE nr
Wartości mocy lasera, częstotliwości drgań i amplitudy drgań na tym interfejsie odpowiadają wartościom wyświetlanym na stronie głównej.

|
1 |
Przycisk trybu eksperckiego |
2 |
Menu szczegółów |
|
3 |
Przycisk podawania drutu |
4 |
Przyciski trybu jasnego |
|
5 |
Pola wprowadzania parametrów |
6 |
Przycisk „Zapisz jako” |
|
7 |
Przycisk ustawień podawania drutu |
|
|
|
Ustawienia |
Opis |
|---|---|
|
Podawanie drutu |
Szary: Podawanie drutu jest wyłączone. Pomarańczowy: Podawanie drutu jest zsynchronizowane z laserem. |
|
Tryb jasny |
Tryb jasny jest dostępny w trzech wersjach:
|
|
Moc lasera [%] |
Ustawianie mocy wyjściowej lasera. |
|
Częstotliwość drgań [Hz] |
Ustawianie częstotliwości drgań lasera. |
|
Szerokość wahania [mm] |
Ustawianie szerokości drgań. |
|
Opóźnienie włączenia gazu [ms] |
Ustawienie czasu wstępnego przepływu przed emisją lasera. |
|
Opóźnienie wyłączenia gazu [ms] |
Ustawienie czasu utrzymywania przepływu po wyłączeniu lasera. |
Dodatkowe informacje #
Ustawianie trybu oświetlenia #
Tryb jasności jest dostępny w trzech wariantach (4). Kliknij jeden z przycisków, aby wprowadzić ustawienia w danym trybie w interfejsie użytkownika.
|
Tryb |
Ustawienia |
Opis |
|---|---|---|
|
CW Puls |
Opóźnienie wyłączenia światła [ms] |
Ustawienie czasu po zakończeniu pracy po wyłączeniu lasera. |
|
Czas narastania [ms] |
Okres rozruchu, aż laser osiągnie ustawioną moc. Wartość musi wynosić co najmniej 100 ms. |
|
|
Czas wyhamowania [ms] |
Okres wygaszania po wyłączeniu zasilania lasera. |
|
|
Puls |
Częstotliwość lasera [Hz] |
Liczba impulsów lasera na sekundę. |
|
Współczynnik wypełnienia [%] |
Współczynnik włączenia – stosunek czasu pracy lasera do czasu jego wyłączenia. |
|
|
Strzelanie |
Czas naświetlania [ms] |
Czas działania lasera. |
|
Odstęp między zdjęciami [ms] |
Odstęp czasowy między poszczególnymi operacjami przypinania. |
Ustawianie parametrów podawania drutu #
OGŁOSZENIE nr
Podajnik drutu i moduł podajnika drutu muszą być podłączone do spawarki laserowej, aby można było wprowadzać zmiany w parametrach podawania drutu.
- Kliknij kartę „Szczegóły ” w menu „Tryb ekspercki”.
- Kliknij przycisk „Ustawienia podawania drutu ”, aby dostosować parametry podawania drutu w menu „Ustawienia podawania drutu ”.
- Ustaw prędkość podawania drutu.
Dostęp do menu „Ustawienia podawania drutu ” można uzyskać również za pomocą przycisku „Ustawienia podawania drutu” w menu „Parametry procesu ” (patrz: Parametry procesu).

|
1 |
Przyciski CW i Pulse |
2 |
Pola wprowadzania parametrów |
|
Tryb |
Ustawienia |
Opis |
|---|---|---|
|
CW Puls |
Prędkość podawania drutu [mm/s] |
Ustawianie prędkości podawania drutu W przypadku drobnych konturów lub grubych materiałów należy zmniejszyć prędkość. |
|
Prędkość cofania [mm/s] |
Po wyłączeniu drut jest wyciągane ze zbiornika stopu z ustawioną prędkością. |
|
|
Opóźnienie transmisji [ms] |
Opóźnienie po włączeniu zasilania lasera. Praca drutu rozpoczyna się po włączeniu zasilania lasera. |
|
|
Opóźnienie ponownego podania [ms] |
Opóźnione wycofywanie się z jeziorka stopionego metalu. |
|
|
Długość wysuwu [mm] |
Zakres regulacji odległości, na jaką drut jest wyciągani ze zbiornika stopu. |
|
|
Długość podajnika [mm] |
Po wycofaniu drut jest ponownie przesuwany do przodu, do pozycji optymalnej do rozpoczęcia procesu. |
|
|
Puls |
Czas trwania impulsu [ms] |
Czas działania lasera. |
|
Gładkość tekstury [%] |
Wygładzenie szwu. Im wyższa wartość, tym bardziej wygładzone jest połączenie. |
Zakładka „Status” #
Kliknij kartę „Status”, aby przejść do interfejsu użytkownika i wyświetlić aktualne ciśnienie gazu, temperaturę szyby ochronnej oraz informacje o stanie pracy systemu spawania laserowego.

|
1 |
Przycisk trybu eksperckiego |
2 |
Menu stanu |
|
3 |
Pole wyświetlania ciśnienia gazu |
4 |
Pole wyświetlania temperatury gazu osłonowego |
|
5 |
Pola statusu |
|
|
|
Ustawienia |
Opis |
|---|---|
|
Ciśnienie gazu |
Wskazuje aktualne ciśnienie gazu osłonowego. |
|
Temperatura obiektywu P |
Wskazuje aktualną temperaturę szkła ochronnego w palniku spawalniczym. |
|
Laser |
Zielony: Laser jest włączony. Szary: Tryb gotowości |
|
Czerwone światło |
Zielony: Zapala się czerwona lampka. Szary: Tryb gotowości |
|
Gaz |
Zielony: Zawór gazu osłonowego jest otwarty. Szary: Tryb gotowości |
|
Podawanie drutu |
Zielony: Podawanie drutu jest włączone. Szary: Tryb gotowości |
|
Blokada bezpieczeństwa |
Zielony: Kontakt drzwiowy jest zamknięty. Gray: Kontakt drzwiowy jest otwarty. |
|
Przekazanie pochodni |
Zielony: Kabel pętlowy styka się z dyszą spawalniczą. Gray: Obwód zabezpieczający jest przerwany. |
Zakładka „Ostrzeżenie” #
Kliknij kartę „Ostrzeżenia”, aby wyświetlić wszystkie informacje o alarmach wygenerowanych przez system spawania laserowego.
Zostajesz poinformowany o problemach lub potencjalnych problemach, które wymagają rozwiązania.

|
1 |
Przycisk trybu eksperckiego |
2 |
Menu ostrzeżeń |
|
3 |
Ostrzeżenie: dotyczy użytkownika |
4 |
Ostrzeżenie: dotyczy serwisu |
|
Ustawienia |
Opis |
|---|---|
|
Torch Communicate |
Komunikacja między laserem a ręczną głowicą spawalniczą nie działa prawidłowo. Sprawdź, czy kable są podłączone (patrz: Podłączanie spawarki laserowej), a następnie skontaktuj się z serwisem (patrz: Importer/Serwis). |
|
Wyłącznik awaryjny |
Alarm wyłączenia awaryjnego lasera – sprawdź, czy przycisk zatrzymania awaryjnego został uruchomiony. |
|
Alarm blokady |
Sprawdź, czy dwukanałowy zewnętrzny interfejs bezpieczeństwa jest zamknięty (przełącznik blokady drzwi). |
|
Wykrywanie połączeń uziemienia |
Jeśli uziemienie ochronne (PE) nie jest prawidłowo podłączone, urządzenie wygeneruje alarm. Nawet jeśli nie wykryto zwarcia doziemnego, urządzenie i tak wygeneruje alarm. Prosimy o kontakt z serwisem (patrz dane firmy). |
|
Gaz |
Ciśnienie gazu osłonowego jest zbyt niskie. Proszę sprawdzić, czy zawór gazu osłonowego jest otwarty oraz czy w butli jest wystarczające ciśnienie. |
|
Temperatura obiektywu P |
Temperatura szkła bezpiecznego jest zbyt wysoka. Proszę sprawdzić:
|
Wszystkie pozostałe komunikaty o błędach są przeznaczone wyłącznie dla serwisu (patrz: Importer/Serwis) i nie wymagają żadnych działań ze strony użytkownika.
Parametry procesu #
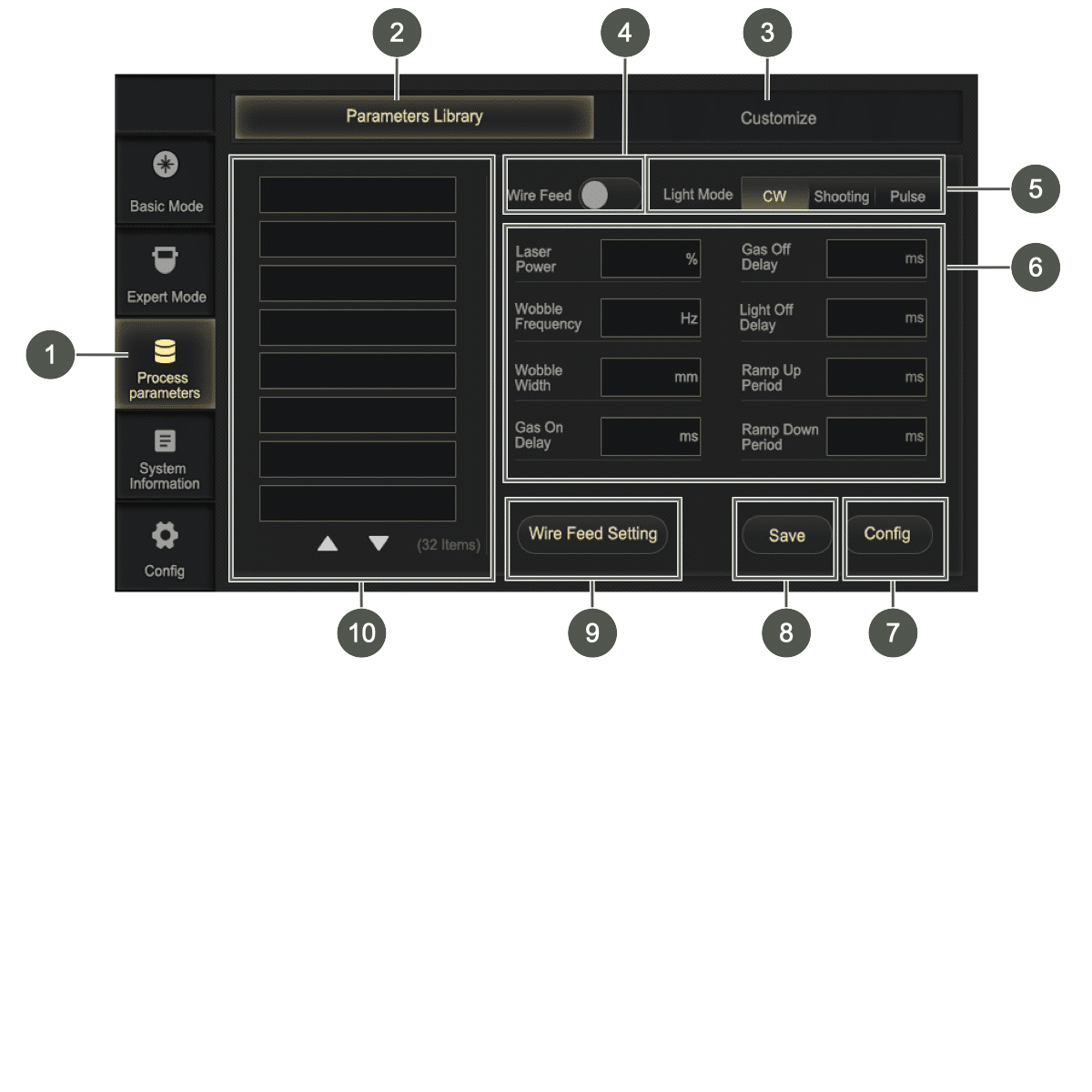
Kliknij przycisk „Parametry procesu” (1), aby otworzyć interfejs użytkownika i utworzyć oraz zarządzać zestawami parametrów w zakładkach „Biblioteka parametrów” (2) i „Dostosuj” (3).
Dostępne są cztery strony, na których można zapisać łącznie 32 zestawy parametrów.
Więcej informacji na temat parametrów można znaleźć w sekcji „Tryb ekspercki”; zobacz „Tryb ekspercki”.
Biblioteka parametrów #
W interfejsie użytkownika na karcie Biblioteka parametrów (2) można wprowadzać ustawienia w gotowych zestawach parametrów.
Dostosuj #
W interfejsie użytkownika na karcie „Dostosowane (3) ” można wprowadzać ustawienia w ramach gotowych zestawów parametrów.
Dodatkowe informacje #
Zarządzanie zestawami parametrów #
- Kliknij zestaw parametrów (10) na liście aby wyświetlić parametry.
- Kliknij pole wprowadzania danych obok parametru (6), aby edytować ten parametr.
- Wyświetla się klawiatura numeryczna, na której można wprowadzić żądaną wartość.
- Kliknij przycisk Enter, aby potwierdzić ustawienie.
-
- Kliknij przycisk „Zapisz” (8), aby zapisać zmiany.
- Otworzy się okno dialogowe.
-

- Kliknij w pole wprowadzania danych obok nazwy zestawu parametrów.
- Zapisz zestaw parametrów.
- Przycisk „Zapisz ”: Zestaw parametrów zostanie zaktualizowany o nowe ustawienia oraz dotychczasową nazwę zestawu parametrów.
- Przycisk „Zapisz jako ”: Zestaw parametrów zostanie zapisany pod nową nazwą.
- Przycisk Anuluj: Okno dialogowe zostanie zamknięte. Żadne zmiany nie zostaną zapisane.
- Kliknij przycisk „Config”(7), jeśli wybrany zestaw parametrów ma zostać zastosowany w bieżących ustawieniach spawania.

Tworzenie zestawu parametrów #
- Kliknij puste pole na liście zestawów parametrów.
- Kliknij przycisk „Zapisz ”.
- Otworzy się okno dialogowe.
-
- Kliknij w pole wprowadzania danych obok nazwy zestawu parametrów.
- Nadaj nową nazwę zestawowi parametrów.
- Utwórz nowy zestaw parametrów, klikając przycisk „Zapisz ”.
Usuwanie zestawu parametrów #
Jeśli osiągnięto maksymalną liczbę zestawów parametrów, należy nadpisać lub usunąć jeden z zestawów.
Aby usunąć zestaw parametrów, podczas zapisywania należy nadpisać jego nazwę lub wpisać nową nazwę „EMPTY” i zapisać zmiany.
Informacje o systemie #
Kliknij przycisk „Informacje o systemie ”, aby wyświetlić szczegóły dotyczące systemu.
Kliknij strzałkę w prawym dolnym rogu, aby wyświetlić informacje o laserze.

Informacje o systemie #
W obszarze „Informacje o systemie” wyświetlane są ważne informacje, takie jak dane dotyczące wersji i dane handlowe:
- Model
- Numer seryjny płyty głównej
- Numer seryjny latarki
- Wersja oprogramowania
- Wersja sprzętowa
- Wersja MCU
- Wersja laserowa
- Wersja podajnika drutu
Informacje ogólne #
W obszarze „Informacje ogólne” wyświetlane są następujące informacje:
- Data zamówienia
- Data ważności
- Kod autoryzacyjny
- Data wyprodukowania
- Czas pracy maszyny
Kod autoryzacyjny uzyskany podczas szkolenia można wprowadzić w sekcji „Informacje ogólne”, aby odblokować maszynę lub przedłużyć jej czas pracy.
Jeśli zbliża się termin wygaśnięcia licencji oprogramowania, pojawia się okno dialogowe informujące użytkownika o zbliżającym się wygaśnięciu.
Aby zapewnić nieprzerwane działanie urządzenia, należy skontaktować się z serwisem (patrz: Importer/Serwis) i poprosić o nowy kod licencyjny.

Informacje o laserach #

Ustawienia systemu #
Aby uzyskać dostęp do ustawień systemowych, potrzebne jest hasło serwisowe. Hasło serwisowe jest wydawane wyłącznie autoryzowanym sprzedawcom, którzy pomyślnie ukończyli szkolenie w Maxphotonics.
Nie ma tu żadnych ustawień, które użytkownik musiałby wprowadzić, aby system działał.
Obsługa podajnika drutu #
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń
Podczas nawlekania i ręcznego przesuwania drutu spawalniczego może dojść do urazów oczu.
- Nie należy patrzeć bezpośrednio na złącze wkładki palnika w podajniku drutu.
- Nie patrz bezpośrednio na wylot rurki palnika.
- Nie należy patrzeć bezpośrednio na dyszę podającą drut.
- Należy nosić okulary ochronne.
|
Rysunek |
Przycisk |
Opis |
|---|---|---|
|
|
Przycisk włączania/wyłączania |
Włączanie i wyłączanie podajnika drutu. Przycisk świeci się na czerwono, gdy podajnik drutu jest włączony. |
|
|
Ręczne podawanie drutu |
Ręczne podawanie drutu. Służy to podczas spawania lub podczas wymiany szpuli drutu. Przycisk świeci się na zielono, gdy podajnik przesuwa drut do przodu. Aby włączyć automatyczny podajnik drutu, należy przytrzymać przycisk przez 5 sekund. Aby wyłączyć automatyczny podajnik drutu, należy krótko nacisnąć przycisk. Podawanie drutu można również włączyć i sterować nim za pomocą wyświetlacza spawarki laserowej (patrz Tryb ekspercki) lub przełącznika podawania drutu na palniku spawalniczym (patrz Palnik spawalniczy). |
|
|
Przycisk ręcznej wypłaty |
Ręczne wyjęcie przewodu. Służy to podczas codziennych prac spawalniczych lub czyszczenia. Gdy przewód zostanie wyciągnięty, przycisk zaświeci się na zielono. |



Czyszczenie i wymiana części zużywających się #
Konieczne jest regularne sprawdzanie i kontrola elementów zużywających się przez użytkownika, co pozwala ograniczyć występowanie problemów związanych ze spawaniem oraz nieprawidłowych wyników spawania, wydłuża okres użytkowania i zapewnia bezpieczeństwo użytkownika.
Obejmuje to:
- Szkło bezpieczne
- Dysza spawalnicza
- Podawanie drutu
ZAGROŻENIE #
Ryzyko odniesienia obrażeń zagrażających życiu w wyniku nieprawidłowych zmian w systemie spawania laserowego
Naprawy wykonywane przez osoby nieposiadające odpowiednich kwalifikacji oraz stosowanie nieautoryzowanych części zamiennych mogą spowodować poważne obrażenia w wyniku porażenia prądem lub poparzeń, a nawet śmierć podczas użytkowania urządzenia.
- Naprawy urządzenia mogą być wykonywane wyłącznie przez Maxphotonics.
- Prace należy wykonywać wyłącznie na elementach opisanych w rozdziale „Czyszczenie i wymiana części zużywających się”.
- Surowo zabrania się samodzielnego demontażu i ponownego montażu ręcznego systemu spawania laserowego bez upoważnienia, ponieważ może to spowodować porażenie prądem lub poparzenia, a także uszkodzenie odpowiednich elementów.
- Rozmontowanie produktu bez uprzedniej zgody spowoduje utratę gwarancji.
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń w wyniku wadliwego działania systemu spawania laserowego
Użytkowanie wadliwego systemu spawania laserowego może spowodować poważne obrażenia oraz uszkodzenie samego systemu.
- Z systemu spawania laserowego wolno korzystać wyłącznie wtedy, gdy nie jest on uszkodzony ani zepsuty, a żadne elementy nie są brakujące ani poluzowane.
OGŁOSZENIE nr
Prace naprawcze mogą być wykonywane wyłącznie przez nasz serwis.
Naprawy #
- W razie konieczności naprawy prosimy o kontakt Maxphotonics (patrz: Importer/Serwis).
- Proszę zapakować produkt w odpowiednie opakowanie (oryginalne opakowanie) i odesłać go.
- Jeśli okres gwarancji na produkt upłynął lub zakres gwarancji został przekroczony, klient ponosi koszty naprawy.
- Producent zastrzega sobie prawo do zmiany konstrukcji lub wyglądu produktów, a informacje mogą ulec zmianie bez uprzedniego powiadomienia.
Części zamienne nr
Maxphotonics potrzebujesz części zamiennych, skontaktuj się z serwisem (patrz: Importer/Serwis) lub odwiedź sklep internetowy Maxphotonics .
- Wpisz poniższy link w pasku wyszukiwania przeglądarki lub zeskanuj kod QR.
- theo.inc/de/sklep/kategorie-produktów/
Dodatkowe informacje #
Spawarka laserowa #
OSTRZEŻENIE #
Ryzyko odniesienia obrażeń
Przed przystąpieniem do czyszczenia należy odłączyć urządzenie od zasilania.
- Naprawy urządzenia należy zlecać Maxphotonics firmie Maxphotonics .
Dodatkowe informacje #
Kontrola wzrokowa spawarki laserowej #
- Sprawdź, czy wszystkie wentylatory chłodzące obracają się płynnie i równomiernie po włączeniu.
- Sprawdź, czy przewody gazowe nie mają wycieków.
- Sprawdź, czy moduł podajnika drutu i izolacja nie poluzowały się.
- Sprawdź, czy kabel pętlowy nie jest uszkodzony.
Czyszczenie spawarki laserowej #
Ręczna spawarka laserowa jest chłodzona powietrzem. Dlatego kanały wentylacyjne i kratkę należy czyścić regularnie, co najmniej raz na dwa miesiące.
Użytkownik musi regularnie odkurzać lub przedmuchiwać pył wewnątrz spawarki laserowej za pomocą odkurzacza i sprężonego powietrza.
Zalecamy czyszczenie urządzenia raz w tygodniu przy użyciu sprężonego powietrza o ciśnieniu nieprzekraczającym 2 barów.

- Wyłącz spawarkę laserową za pomocą wyłącznika głównego i odłącz ją od zasilania.
- Poczekaj, aż spawarka laserowa się wyłączy.
- Przepłucz spawarkę laserową w górnej części i usuń grubsze zanieczyszczenia.
Czyszczenie kratki (ssącej) #
OGŁOSZENIE nr
Należy regularnie, co najmniej co trzy miesiące, czyścić kratkę w ręcznym systemie spawania laserowego, aby usunąć kurz i zanieczyszczenia z wlotu powietrza.
- Wyłącz spawarkę laserową za pomocą wyłącznika głównego i odłącz ją od zasilania.
- Poczekaj, aż spawarka laserowa się wyłączy.
- Połóż urządzenie na lewym boku na miękkiej powierzchni.
- Odkręć 6 śrub krzyżakowych z kratki znajdującej się na spodzie.
- Zdejmij kratkę.
- Odkurz trzy okrągłe otwory wentylacyjne oraz podłużny otwór.
- Przepuść przez otwory wentylacyjne strumień lekko sprężonego powietrza.
- Wyczyść obudowę czystym ręcznikiem.
Palnik spawalniczy nr
Dodatkowe informacje #
Czyszczenie palnika spawalniczego #
OGŁOSZENIE nr
Oczyść palnik spawalniczy suchym ręcznikiem, a nie sprężonym powietrzem.
- Usuń zanieczyszczenia z palnika spawalniczego za pomocą czystego ręcznika.
Wymiana szyby bezpiecznej #
UWAGA #
Uszkodzenie urządzenia
Promieniowanie optyczne z ręcznej spawarki laserowej przechodzi przez szybę ochronną pokrytą powłoką antyrefleksyjną. Jakikolwiek pył lub zanieczyszczenia na szybie ochronnej mogą spowodować poważne uszkodzenia, prowadzące do spalenia ręcznej spawarki laserowej lub nieprawidłowego działania kolejnych elementów układu optycznego.
- W zależności od intensywności użytkowania spawarki laserowej należy regularnie wymieniać szybę ochronną.
OGŁOSZENIE nr
Nie należy dotykać szkła bezpiecznego bezpośrednio palcami. Bezpośredni kontakt ze skórą może spowodować zanieczyszczenie szkła bezpiecznego i uniemożliwić jego dalsze użytkowanie.
Jeśli podczas spawania tworzy się sadza lub laser traci moc, może to wynikać z zabrudzenia szyby ochronnej.

|
1 |
Śruba radełkowana |
2 |
Komora na szkło bezpieczne |
|
3 |
Wał |
4 |
Pierścień uszczelniający |
|
5 |
Szkło bezpieczne |
|
|
- Wyłącz spawarkę laserową za pomocą wyłącznika głównego i odłącz ją od zasilania.
- Poluzuj śrubę radełkowaną (1).
- Wyciągnij komorę na szkło ochronne (2) z palnika spawalniczego.
- Zaklej wałek (3) komory na szkło zabezpieczające taśmą maskującą, aby chronić elementy optyczne przed zabrudzeniami.
- Zdejmij pierścień uszczelniający (4).
- Odchyl szybę zabezpieczającą (5).
- Włóż nową szybkę ochronną i przetrzyj ją za pomocą ściereczki znajdującej się w przegródce na szybkę.
-
- Włóż pierścień uszczelniający.
- Zdejmij taśmę maskującą.
- Włóż komorę ze szkłem ochronnym do palnika spawalniczego.
- Dokręć śrubę radełkowaną.

Podajnik drutu nr
Dodatkowe informacje #
Kontrola wzrokowa podajnika drutu #
Przed uruchomieniem podajnika drutu należy sprawdzić, czy poniższe elementy nie są uszkodzone:
- Przewód sterujący i złącze
- Działanie przycisków zasilania i podawania drutu
- Mechanizm hamulcowy kółek
- Wkładka palnika (załamania i uszkodzenia)
Kontrola wzrokowa rolek podających drut i rolek dociskowych #
- Sprawdź profil rowkowany rolek podających drut oraz stopień zużycia rolek dociskowych.
- Upewnij się, że rowki są wolne od zanieczyszczeń. W przypadku znacznego zużycia wymień element.
Oględziny wkładki palnika #
- Sprawdź połączenia wkładu palnika.
- Sprawdź, czy wkład palnika nie jest uszkodzony, np. czy nie ma zagięć.
- Sprawdź, czy w rurze palnika nie ma zatorów.
Sprawdzanie numeru silnika
Zwróć uwagę na nietypowe odgłosy dochodzące z silnika.
Czyszczenie podajnika drutu #
Przynajmniej raz w miesiącu należy wyczyścić urządzenie suchą ściereczką i odkurzyć je.
Czyszczenie wkładki palnika #
Użyj sprężonego powietrza, aby usunąć niewielkie zatory spowodowane przez wióry metalowe.
Pomoc w przypadku usterek #
OGŁOSZENIE nr
Jeśli nie jesteś w stanie wykonać tej pracy samodzielnie, skontaktuj się z naszym serwisem.
|
Usterka |
Przyczyna |
Eliminacja |
|---|---|---|
|
Laser nie emituje promieniowania. |
Klucz bezpieczeństwa nie jest włożony i nie został przekręcony do pozycji 1. |
Włóż kluczyk zabezpieczający i przekręć go do pozycji 1 (patrz: Kluczyk zabezpieczający). |
|
Laser traci moc lub wytwarza sadzę. |
Szkło bezpieczne jest zanieczyszczone. |
Wymień szybę ochronną (patrz: Wymiana szyby ochronnej). |
|
Laser nie jest włączony. |
Kabel pętlowy nie jest podłączony. |
Podłącz kabel pętlowy (patrz: Konfiguracja systemu spawania laserowego oraz Podłączanie spawarki laserowej). |
|
Laser pilotujący nie jest włączany w momencie zetknięcia się z obrabianym elementem. |
Kabel pętlowy nie jest podłączony. |
Więcej informacji na temat podłączania systemu spawania laserowego można znaleźć w sekc jach „Konfiguracja systemu spawania laserowego ” oraz „Podłączanie spawarki laserowej”. |
Dodatkowe informacje #
Komunikaty systemowe #
|
Wiadomość |
Przyczyna |
Eliminacja |
|---|---|---|
|
|
Osiągnięto maksymalną liczbę zestawów parametrów. |
Zastąp lub usuń zestawy parametrów (zobacz: Zarządzanie zestawami parametrów). |
|
|
Termin ważności oprogramowania już minął lub wkrótce minie. |
Skontaktuj się z Maxphotonics (patrz: Importer/Serwis). |
|
|
Aktualizacja oprogramowania została przeprowadzona. |
|
|
|
Kod autoryzacyjny jest nieprawidłowy. |
Skontaktuj się z Maxphotonics (patrz: Importer/Serwis). |
|
|
Kod autoryzacyjny jest nieprawidłowy. |
|
|
|
W zasilaczu wystąpiło zwarcie do uziemienia. |
Sprawdź połączenia (patrz: Konfiguracja systemu spawania laserowego). |
|
|
Przycisk zatrzymania awaryjnego jest włączony. |
Wyłącz wyłącznik awaryjny (patrz: Wyłącznik awaryjny). |
|
|
Hasło do usługi jest nieprawidłowe. |
|
|
|
System spawania laserowego jest zanieczyszczony. |
Wyczyść system spawania laserowego (patrz: Czyszczenie i wymiana części zużywających się). |
|
|
Przełącznik kluczykowy jest zablokowany. |
Ustaw przełącznik bezpieczeństwa w pozycji 1 (patrz: Klucz bezpieczeństwa). |









Ostrzeżenie nr
W zakładce „Ostrzeżenia” w menu trybu eksperckiegowyświetlane są wszystkie informacje o alarmach generowanych przez system spawania laserowego (patrz zakładka „Ostrzeżenia”).
Zostajesz poinformowany o problemach lub potencjalnych problemach, które wymagają rozwiązania.
Transport i przechowywanie #
OGŁOSZENIE nr
Urządzenie należy zapakować do transportu i przechowywania w taki sposób, aby było zabezpieczone przed uderzeniami i wilgocią. Oryginalne opakowanie zapewnia optymalną ochronę.
Należy zapewnić zgodność z dopuszczalnymi warunkami otoczenia określonymi w danych technicznych.
UWAGA #
Ryzyko odniesienia obrażeń
Dostępność urządzenia dla dzieci i osób nieupoważnionych w trakcie przechowywania może spowodować obrażenia.
- Urządzenie należy przechowywać w miejscu niedostępnym dla dzieci i osób nieupoważnionych.
Należy upewnić się, że miejsce montażu jest bezpieczne, osłonięte i suche. Więcej informacji można znaleźć w danych technicznych (patrz: Urządzenie do spawania laserowego i Podajnik drutu).
Numer utylizacji #
Urządzenie i jego elementy należy utylizować zgodnie z obowiązującymi przepisami krajowymi.
Zawsze należy utylizować opakowania w sposób przyjazny dla środowiska.
Deklaracja zgodności nr


Dane techniczne #
Dodatkowe informacje #
Wymiary #



System spawania laserowego #
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Waga |
29±3 |
38±3 |
39±3 |
42±3 |
|
Moc wejściowa (100% mocy) |
3000 W |
4800 W |
6000 W |
6000 W |
|
Moc wyjściowa |
ok. 800 W |
~1200 W |
ok. 1500 W |
ok. 2000 W |
|
Długość trzonu lasera |
1070–1090 nm |
|||
|
Maksymalna częstotliwość modulacji |
10 kHz |
|||
|
Czas wyłączenia lasera |
0–100 ms |
|||
|
Poziom ciśnienia akustycznego |
85 dB(A)
|
|||
|
Głębokość penetracji w przypadku stali nierdzewnej |
Do około 3,5 mm |
Do około 4,5 mm |
Do około 6,5 mm |
Do około 8,0 mm |
|
Głębokość penetracji w przypadku stali |
Do około 3,5 mm |
Do około 4,5 mm |
Do około 6,5 mm |
Do około 8,0 mm |
|
Głębokość penetracji w przypadku aluminium |
Do około 3,0 mm |
Do około 4,0 mm |
Do około 5,5 mm |
Do około 6,0 mm |
Dodatkowe informacje #
Ogólne parametry charakterystyczne #
|
Właściwości |
Warunki testowe |
min. |
Nom. |
Maks. |
Jednostka |
|---|---|---|---|---|---|
|
Napięcie robocze |
|
200 |
220 |
240 |
VAC |
|
Temperatura otoczenia podczas pracy |
|
0 |
|
40 |
°C |
|
Względna wilgotność powietrza |
|
10 |
|
85 |
% |
|
Sposób chłodzenia lasera |
Odprowadzanie ciepła poprzez bezpośrednie chłodzenie powietrzem |
||||
|
Sposób chłodzenia palnika |
Chłodzenie gazowe złącza światłowodowego i elementów optycznych |
||||
|
Temperatura przechowywania |
|
-10 |
|
60 |
°C |
Wprowadź #
|
Oznaczenie |
Wartość |
Jednostka |
|---|---|---|
|
Moc lasera |
1500 |
W |
|
Rozmiar wiązki bez ogniskowania |
5.495 |
mm |
|
Kąt rozbieżności |
27.5 |
mrad |
|
Czas naświetlania |
1 |
s |
Wynik nr
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Wartość NOHD |
118 m |
144 m |
178 m |
282 m |
|
NHZ |
22 m |
27 m |
34 m |
53 m |
|
MPE (EMZB) |
70,7 m² |
|||
Właściwości optyczne #
|
Właściwości |
Warunki testowe |
min. |
Nom. |
Maks. |
Jednostka |
|||
|---|---|---|---|---|---|---|---|---|
|
Typ działania |
CW/modulowane |
|||||||
|
Polaryzacja |
Randomizowane |
|||||||
|
Wynik |
100% wilgotności względnej | Temperatura otoczenia 26 °C |
700 1000 1400 |
800 1200 1500 |
|
W |
|||
|
Zakres regulacji mocy |
1% | Temperatura otoczenia 26 °C |
10 |
|
100 |
% |
|||
|
Długość fali środkowej |
100% CW |
|
1080 |
|
nm |
|||
|
Wydajność elektrooptyczna |
10–100% regulacja liniowa |
|
27 |
|
% |
|||
|
Szerokość pasma spektralnego (3 dB) |
100% CW |
|
3 |
5 |
nm |
|||
|
Krótkoterminowa stabilność zasilania |
100% CW > 1 godz. |
|
2 |
|
% |
|||
|
M2 |
100% CW |
|
1.3 |
|
|
|||
|
Czas włączenia lasera: WŁ. |
10% → 90% mocy |
|
50 |
100 |
my |
|||
|
Czas wyłączenia lasera |
90% → 10% moc wyjściowa |
|
50 |
100 |
my |
|||
|
Wykrywanie zerwania światłowodu |
|
|
|
20 |
pani |
|||
|
Moc emitowanego światła czerwonego |
100% CW |
300 |
|
1000 |
uW |
|||
|
Długość kabla pancernych z włóknami światłowodowymi |
MA1-35 |
4.35 |
m |
|||||
|
MA1-45, MA1-65, Ultra |
5.6 |
m |
||||||
|
Promień gięcia kabla światłowodowego w płaszczu zbrojeniowym |
|
200 |
|
|
mm |
|||
|
Złącze wyjściowe lasera |
QCS zintegrowany z światłowodem |
|||||||
|
Czas ciągłego świecenia (s) |
WŁ. 120 s, WYŁ. 6 s |
|||||||
|
Wartość NOHD |
100% mocy wyjściowej odległość 2 m |
|
|
0.183 |
W/mm² |
|||
Podajnik drutu nr
|
Waga |
13±3 |
|
Napięcie zasilania |
24 V DC |
|
Warunki otoczenia |
Bez wibracji, bez uderzeń |
|
Temperatura otoczenia podczas pracy |
5–50 °C |
|
Wilgotność otoczenia |
< 90% RH |
|
Temperatura otoczenia przechowywania |
od -15 do 85 °C |
|
Maksymalna masa rolki drutu |
25 kg |
|
Napięcie zasilania |
Zewnętrzny (w stosunku do MA1) |
Parametry procesu spawania #
Dodatkowe informacje #
Parametry procesu ręcznego spawania laserowego #
OGŁOSZENIE nr
Należy zwrócić uwagę na parametry procesowe dotyczące spawania czołowego, spawania w rogu, spawania na zakładkę itp.
|
Materiał |
Pozycja spawania |
Grubość |
Moc lasera |
Szerokość |
Częstotliwość drgań |
Ustawienie ostrości |
Przepływ objętościowy powietrza |
|---|---|---|---|---|---|---|---|
|
mm |
W |
mm |
Hz |
mm |
l/min |
||
|
Stal węglowa (Q235B) |
Spawka czołowa |
1 |
500 |
1–2 |
60–80 |
-1~1 |
8–10 |
|
Spawka czołowa |
1.5 |
650 |
2 |
60–80 |
-1~1 |
8–10 |
|
|
Spawka czołowa |
2.5 |
800 |
2.5 |
50–70 |
-2:1 |
8–10 |
|
|
Stal nierdzewna (SUS304) |
Spawka czołowa |
1 |
300 |
1–2 |
40–70 |
-1~1 |
8–10 |
|
Spawka czołowa |
2 |
550 |
2 |
40–70 |
-1~1 |
8–10 |
|
|
Spawka czołowa |
2.5 |
800 |
2.5 |
40–70 |
-2:1 |
8–10 |
|
|
Blasa ocynkowana |
Spawka czołowa |
1 |
300 |
1–2 |
60–80 |
-1~1 |
8–10 |
|
Spawka czołowa |
2 |
400 |
2 |
60–80 |
-1~1 |
8–10 |
|
|
Spawka czołowa |
2.5 |
500 |
2.5 |
50–70 |
-2:1 |
8–10 |
|
|
Stop aluminium (Al6061) |
Spawka czołowa |
1 |
600 |
1–2 |
60–80 |
-1~1 |
8–10 |
|
Spawka czołowa |
2 |
800 |
2 |
60–80 |
-1~1 |
8–10 |
Uwagi #
- Pozycja spawania się opóźnia.
- Gaz osłonowy do spawania: azot (czystość 99,99%).
- Zakres mocy wynosi 10–100%, szerokość ruchu wahadłowego wynosi 0–4 mm (zalecane 2–3 mm), częstotliwość ruchu wahadłowego wynosi 0–220 Hz (w przypadku spawania ręcznego zalecane 40–80 Hz), a natężenie przepływu gazu wynosi 8–10 l/min. Pod warunkiem, że pozostałe parametry pozostają niezmienione, moc lasera musi zostać odpowiednio zwiększona, jeśli zwiększona zostanie szerokość drgań lub prędkość spawania.
- Prędkość spawania = długość spoiny / czas spawania (na prędkość spawania wpływają czynniki ludzkie; wynosi ona około 10–20 mm/s). Ze względu na różnorodność procesów spawalniczych stosowanych przez klientów (ciśnienie powietrza, prędkość ręczna, stopień ugięcia, kąt spawania) dane te mają charakter wyłącznie orientacyjny.
- Warunek aktywacji trybu D (MA1-35): Tryb D można aktywować, jeśli moc wyjściowa wynosi ≥ 90%.
- Spawacze muszą przestrzegać wszystkich środków bezpieczeństwa dotyczących pracy z laserem (patrz: Laserschutzmaßnahmen). Spawacze muszą nosić okulary ochronne do pracy z laserem. Spawanie ręczne laserem należy wykonywać w zatwierdzonym pomieszczeniu, w którym zastosowano środki bezpieczeństwa dotyczące pracy z laserem. W pomieszczeniu nie powinny przebywać osoby niebiorące udziału w spawaniu ani znajdować się materiały łatwopalne, a w pobliżu miejsca spawania należy umieścić gaśnicę.
Parametry procesu ręcznego spawania laserowego – połączenie czołowe z podawaniem drutu #
OGŁOSZENIE nr
Należy zwrócić uwagę na parametry procesowe dotyczące spawania w stosie, spawania w rogu, spawania na zakładkę itp.
|
Materiał |
Grubość materiału |
Prędkość podawania drutu |
Moc lasera |
Szerokość wahania |
Częstotliwość drgań |
Płaszczyzna ogniskowa |
Przepływ objętościowy powietrza |
Materiały spawalnicze |
Średnica drutu |
Efekt |
|---|---|---|---|---|---|---|---|---|---|---|
|
mm |
mm/s |
W |
mm |
Hz |
mm |
l/min |
/ |
mm |
Penetracja |
|
|
Stal węglowa (S235JR) |
1 |
12–15 |
350 |
2 |
40–80 |
2–4 |
15–20 |
|
0,8 – 1,0 |
Penetracja |
|
2 |
8–10 |
450 |
2 |
40–80 |
1–3 |
15–20 |
|
0,8 – 1,0 |
Penetracja |
|
|
Stal nierdzewna (1.4301) |
1 |
12–18 |
300 |
1.2 |
40–80 |
2–4 |
15–20 |
|
0,8 – 1,2 |
Penetracja |
|
2 |
8–10 |
400 |
1.8 |
40–80 |
1–3 |
15–20 |
|
0,8 – 1,2 |
Penetracja |
|
|
Stop aluminium (Al6061) |
1 |
12–18 |
600 |
2 |
40–80 |
1–1 |
15–20 |
AlMg |
1.2 |
Penetracja |
|
2 |
12–15 |
750 |
2 |
40–80 |
1–3 |
15–20 |
AlMg |
1.2 |
Penetracja |
Uwagi #
- Pozycja spawania się opóźnia.
- Gaz osłonowy do spawania: azot (czystość 99,99%).
- Zakres mocy wynosi 10–100%, szerokość ruchu wahadłowego wynosi 0–4 mm (zalecane 2–3 mm), częstotliwość ruchu wahadłowego wynosi 0–220 Hz (w przypadku spawania ręcznego zalecane 40–80 Hz), a natężenie przepływu gazu wynosi 8–10 l/min. Pod warunkiem, że pozostałe parametry pozostają niezmienione, moc lasera musi zostać odpowiednio zwiększona, jeśli zwiększona zostanie szerokość drgań lub prędkość spawania.
- Prędkość spawania = długość spoiny / czas spawania (na prędkość spawania wpływają czynniki ludzkie; wynosi ona około 10–20 mm/s). Ze względu na różnorodność procesów spawalniczych stosowanych przez klientów (ciśnienie powietrza, prędkość ręczna, stopień ugięcia, kąt spawania) dane te mają charakter wyłącznie orientacyjny.
- Warunek aktywacji trybu D (MA1-35): Tryb D można aktywować, jeśli moc wyjściowa wynosi ≥ 90%.
- Spawacze muszą przestrzegać wszystkich środków bezpieczeństwa dotyczących pracy z laserem (patrz: Środki bezpieczeństwa dotyczące pracy z laserem). Spawacze muszą nosić okulary ochronne do pracy z laserem. Spawanie ręczne laserem należy wykonywać w zatwierdzonym pomieszczeniu, w którym zastosowano środki bezpieczeństwa dotyczące pracy z laserem. W pomieszczeniu nie powinny przebywać osoby niebędące spawaczami ani znajdować się materiały łatwopalne, a w pobliżu miejsca spawania należy umieścić gaśnicę.
