Unternehmensdaten #
Autorisierter Vertreter/Importeur und Kundendienst -Nr.
|
Maxphotonics |
|
|---|---|
|
Adresse |
Dornierstr. 11 |
|
Telefonnummer |
+49 (0)8105 7303890 |
|
|
|
|
Website |
theo |
Hersteller -Nr.
|
Shenzhen MaxPhotonics ., Ltd. |
|
|---|---|
|
Adresse |
MaxPhotonics Park |
|
Telefonnummer |
+86 400-900-9588 |
|
|
|
Versions nummer
|
Version |
Datum |
Ändern |
|---|---|---|
|
2.0 |
6. Juni 2025 |
Erstveröffentlichung |
Geltungsbereich #
Diese Betriebsanleitung gilt für Maschinen der Serien MaxPhotonics THEO , die allgemein als handgeführte Laserschweißsysteme bezeichnet werden.
|
Serie |
Typ |
|---|---|
|
MA1 |
MA1-35 |
|
MA1-45 |
|
|
MA1-65 |
|
|
MA1 ULTRA |
Über diese Bedienungsanleitung #
- Die deutsche Fassung dieser Anleitung ist die Original-Bedienungsanleitung. Alle anderen Sprachfassungen sind Übersetzungen der Original-Bedienungsanleitung.
- Bewahren Sie diese Bedienungsanleitung immer an einem Ort auf, an dem Sie sie bei Bedarf leicht zur Hand haben.
- Geben Sie diese Bedienungsanleitung immer mit, wenn Sie die Maschine an andere Personen weitergeben.
- Lesen und befolgen Sie die Sicherheitshinweise und Warnhinweise in dieser Bedienungsanleitung.
Sicherheit #
ACHTUNG #

Verletzungsgefahr und Beschädigungsgefahr für die Laserschweißanlage
Die Nichtbeachtung der Sicherheitshinweise und der Bedienungsanleitung führt zu Verletzungen und Schäden am Laserschweißsystem.
- Bewahren Sie alle mitgelieferten Unterlagen für spätere Zwecke auf.
- Beachten Sie die Sicherheitshinweise und befolgen Sie die Anweisungen in der Bedienungsanleitung, um einen sicheren Betrieb zu gewährleisten.

Weitere Informationen #
Sicherheitsvorschriften #
Weitere Informationen #
Aufbau der Warnhinweise #
GEFAHR #
Art und Quelle der Gefahr
Folgen einer Nichtbeachtung der Gefahr.
- Maßnahmen zur Vermeidung der Gefahr.
Erläuterung der Symbole und Hinweise #
GEFAHR #
Gefahr tödlicher Verletzungen
Diese Warnung weist auf eine unmittelbare Gefahr für Leben und Gesundheit hin. Das Nichtbeachten dieser Warnung führt zu schweren oder tödlichen Verletzungen.
WARNUNG #
Hohe Verletzungsgefahr
Dieser Hinweis warnt vor einer gefährlichen Situation, die ein ernsthaftes Gesundheitsrisiko darstellt. Das Nichtbeachten dieser Warnung kann zu schweren oder tödlichen Verletzungen führen.
ACHTUNG #
Verletzungsgefahr
Dieser Hinweis warnt vor einer potenziell gefährlichen Situation, die ein Gesundheitsrisiko darstellt. Das Nichtbeachten dieser Warnung kann zu leichten Verletzungen führen.
HINWEIS Nr.

Dieser Hinweis enthält weitere Informationen.
Warnhinweise #
Die unten abgebildeten Piktogramme befinden sich am Laserschweißsystem und/oder werden in der Bedienungsanleitung verwendet.
Diese Warnhinweise dienen der persönlichen Sicherheit und müssen unbedingt beachtet werden.
|
Symbol |
Erläuterung |
|---|---|
|
|
Allgemeiner Warnhinweis |
|
|
Warnung vor Laserstrahl |
|
|
Warnung vor elektrischer Spannung |
|
|
Warnung vor Hindernissen auf dem Boden |
|
|
Warnung vor Handverletzungen |
|
|
Warnung vor heißen Oberflächen |
|
|
Warnhinweis zu Gasflaschen |
|
|
Warnung wegen unzureichender Laserschutzkabine |
|
|
Warnung vor direkten und reflektierten Strahlen |
|
|
Warnung vor Laserstrahl |
|
|
Warnung vor dem Einatmen von Schweißrauch |












Vorschriftsschilder #
Die unten abgebildeten Piktogramme befinden sich am Laserschweißsystem und/oder werden in der Bedienungsanleitung verwendet.
Diese Vorschriftsschilder dienen der persönlichen Sicherheit und müssen unbedingt beachtet werden.
|
Symbol |
Erläuterung |
|---|---|
|
|
Allgemeine Gebotszeichen |
|
|
Befolgen Sie die Bedienungsanleitung! |
|
|
Tragen Sie eine Laserschutzbrille! |
|
|
Tragen Sie eine Schweißermaske! |
|
|
Tragen Sie Laserschutzhandschuhe! |
|
|
Tragen Sie eine Laserschutzschürze! |
|
|
Tragen Sie Sicherheitsschuhe! |
|
|
Tragen Sie einen Gehörschutz! |
|
|
Vor Gebrauch mahlen! |









Verwendungszweck #
Dieses Laserschweißsystem, bestehend aus einem Laserschweißgerät und einem Drahtvorschubgerät, ist eine Maschine zum manuellen Schweißen verschiedener Werkstoffe wie Stahl, Aluminium und Edelstahl.
Anwendungsbereiche:
- Der Laser ist ausschließlich für den gewerblichen Einsatz in einer industriellen Umgebung (in Innenräumen) bestimmt und nicht für den privaten Gebrauch.
- Die MA1-Serie eignet sich für Schweiß- und Lötarbeiten.
- Der Laser kann in folgenden Branchen eingesetzt werden: Eisenwaren, Baustoffe, Küchengeräte, Luft- und Raumfahrt sowie Automobilindustrie.
Möglicher vorhersehbarer Missbrauch #
Die folgenden Vorgehensweisen müssen aufgrund der damit verbundenen Sicherheitsrisiken vermieden werden:
- Betrieb des Lasers ohne die vom Hersteller vorgeschriebene Sicherheitsausrüstung.
- Die Benutzung der Maschine durch Kinder oder Personen, die nicht in der Lage sind, die Maschine sicher und ordnungsgemäß zu bedienen, sowie die Benutzung der Maschine in unbelüfteten Räumen.
- Die Manipulation, Umgehung oder Deaktivierung der vorhandenen Sicherheitseinrichtungen.
- Demontage der Maschine.
- Die vorsätzliche Manipulation der Bedienelemente sowie jegliche vom Hersteller nicht vorgesehene Änderung, Umrüstung oder Erweiterung der Maschine und der elektrischen Anlage.
- Störungen der Elektronik durch das Mitführen starker Magnete oder anderer stark strahlender Gegenstände.
- Die Verwendung der Maschine oder ihrer Teile, wenn diese beschädigt sind, insbesondere des Laserkopfes oder der Sicherheitseinrichtungen.
- Überschreitung der vom Hersteller festgelegten Betriebsparameter.
- Den Schweißbrenner auf Personen richten. Während des Betriebs darf der Laser nur auf die Arbeitsfläche gerichtet werden.
- Verwendung der Maschine ohne persönliche Schutzausrüstung.
- Das Gerät starken und schnellen Temperaturschwankungen sowie feuchten und nassen Umgebungen aussetzen.
- Verwendung des Lasers in explosionsgefährdeten Bereichen oder in der Nähe von brennbaren Flüssigkeiten/Gasen (ohne Ex-Schutz).
Allgemeine Sicherheitshinweise #
Handlaserschweißgeräte gehören zur Produktklasse 4, da sie unsichtbare Infrarot-Laserstrahlung mit einer Wellenlänge von 1080 nm aussenden.
Das vom Schweißkopf ausgestrahlte hochintensive Licht hat eine durchschnittliche Leistung von mehr als 1 W und kann direkte oder indirekte Schäden an Augen und Haut verursachen. Insbesondere kann die Einwirkung dieser Laserstrahlung zu irreversiblen Schäden an der Netzhaut oder der Hornhaut führen.
Um einen sicheren Betrieb zu gewährleisten, ist es unerlässlich, vor der Inbetriebnahme eines Handlaserschweißgeräts eine entsprechend zertifizierte Schutzbrille für Nahinfrarotlaser mit einer Wellenlänge von 1080 nm zu tragen.
Weitere Informationen #
Sichere Verwendung #
WARNUNG #


Gefahr durch Laserstrahlung!
Der Kontakt mit Laserstrahlung kann zu irreversiblen Schäden an der Netzhaut oder der Hornhaut führen.
- Um mögliche Augenverletzungen zu vermeiden, sollten Sie nicht direkt in den Strahlaustritt des Lasers blicken und bei der Verwendung des Lasers unbedingt eine geeignete Laserschutzbrille tragen.
- Öffnen Sie das handgeführte Laserschweißsystem nicht, da es keine Teile oder Reparaturmöglichkeiten gibt, die für den Benutzer vorgesehen sind.
- Schulen Sie Ihr Personal regelmäßig und weisen Sie auf die mit dieser Technologie verbundenen Gefahren hin. Die sichere Nutzung und die Verantwortung für den Einsatz liegen beim Benutzer.
- Weisen Sie alle Personen, auch diejenigen, die sich nur gelegentlich in diesem Bereich aufhalten, an, sich vorab zu vergewissern, ob der Laser in Betrieb ist.
- Jede Bedienung oder Einstellung, die nicht den Anweisungen in dieser Bedienungsanleitung entspricht, kann zu Schäden am System oder zu Fehlfunktionen führen.
- Diffuse Laserstrahlung kann die Haut und andere Gewebe schädigen. Überprüfen Sie daher regelmäßig das Schutzglas und die Düse auf Verschmutzungen. Im Zweifelsfall sollten Sie das Schutzglas (siehe „Schutzglas wechseln“) und die Düse (siehe „Düsen wechseln“) austauschen.
Anforderungen an das Personal #
- Das Laserschweißsystem darf nur von qualifiziertem Personal bedient werden.
- Qualifiziertes Personal sind Personen, die:
- wurden in der Bedienung und den geltenden Sicherheitsvorschriften geschult.
- die Schulung von Maxphotonics, THEO deren autorisierten Handels- und Servicepartnern erfolgreich absolviert haben.
- Ich habe die Bedienungsanleitung gelesen und verstanden.
- Bei der Montage, Installation und Nutzung sind die vor Ort geltenden gesetzlichen Vorschriften und technischen Regeln zu beachten.
- Personen, die nicht für die Bedienung der Maschine eingeteilt oder dazu befugt sind, ist der Zugang strengstens untersagt. Unbefugte Personen sind anzuweisen, den Arbeitsbereich zu verlassen.
- Das Personal muss stets geeignete persönliche Schutzausrüstung tragen.
- Das Laserschweißsystem darf nicht von Personen mit psychischen oder körperlichen Beeinträchtigungen, von Kindern oder älteren Menschen verwendet werden.
- Während des Laserschweißens müssen sich alle Personen, die sich am Werkstück oder im Raum aufhalten, hinter dem Schweißbrenner aufhalten.
Lasersicherheitsbeauftragter #
- Vor der Inbetriebnahme von Lasergeräten der Klassen 3R, 3B oder 4 muss der Arbeitgeber einen Lasersicherheitsbeauftragten benennen, sofern ihm das erforderliche technische Fachwissen fehlt.
- Die Aufgaben des Lasersicherheitsbeauftragten sind in den geltenden europäischen Normen festgelegt.
- Der Lasersicherheitsbeauftragte muss über die erforderlichen fachlichen Kenntnisse verfügen, um seine Aufgaben erfüllen zu können. Die fachliche Qualifikation muss durch die erfolgreiche Teilnahme an einer Schulung nachgewiesen und durch kontinuierliche Fortbildung aufrechterhalten werden.
- Der Lasersicherheitsbeauftragte unterstützt den Arbeitgeber bei folgenden Aufgaben:
- Durchführung der Risikobewertung
- Umsetzung der erforderlichen Sicherheitsmaßnahmen
- Überwachung des sicheren Betriebs der Laser.
- Bei der Wahrnehmung seiner Aufgaben arbeitet der Lasersicherheitsbeauftragte mit dem Arbeitsschutzbeauftragten und dem Betriebsarzt zusammen.
Anforderungen an die Betriebsumgebung #
- Handlaserschweißgeräte werden in der Regel eingesetzt:
- In zugelassenen Laserschweißzellen
- unterhalb einer Höhe von 2000 Metern
- Überspannungskategorie II
- Verschmutzungsgrad 2
- Stellen Sie sicher, dass der Aufstellungsort sicher, geschützt und trocken ist. Weitere Informationen finden Sie in den technischen Daten (siehe Technische Daten).
- Stellen Sie einen separaten Raum oder Bereich bereit und/oder richten Sie einen geeigneten Sicherheitsbereich mit geeigneten Laserschutztrennwänden oder -vorhängen sowie lasersicherheitsrelevanten Komponenten (Warnleuchte, codierter Sicherheitsschalter, Signal) ein, der die Lasersicherheitsanforderungen gemäß den örtlichen Vorschriften erfüllt.
- Verwenden Sie eine geeignete Laserschutzkabine und informieren Sie andere Personen in Ihrem Arbeitsumfeld.
- Bringen Sie an allen Zugängen zum Laserbereich Laserwarnschilder an, um darauf hinzuweisen, dass ein (Klasse-4-)Laser in Betrieb ist.
- Gas: Das Laserschweißsystem benötigt Argon als Schutzgas; Edelstahl und Aluminium werden mit Stickstoff (N₂) geschweißt.
- Werkstücke: Stellen Sie sicher, dass das Werkstück sicher fixiert ist, und verhindern Sie, dass es sich von selbst verschiebt oder seine Position verändert.
- Absaugung: Beim Laserschweißen entstehen Dämpfe und Staub, die für den menschlichen Organismus schädlich sind. Sorgen Sie für eine ausreichende Absaugung.
Maßnahmen zur optischen Sicherheit #
- Schauen Sie nicht direkt in die Laseraustrittsöffnung des Handlaserschweißgeräts oder in den Pilotlaser.
- Halten Sie den Handlaserschweißer und die dazugehörigen optischen Ausgabegeräte stets unter Augenhöhe und vom Benutzer entfernt.
- Stellen Sie sicher, dass die gesamte persönliche Schutzausrüstung (PSA) für die auf dem Lasersicherheitsetikett des Produkts angegebene Ausgangsleistung und den dort angegebenen Wellenlängenbereich ausgelegt ist.
- Verwenden Sie das Handlaserschweißgerät nicht in dunklen Umgebungen.
- Stellen Sie sicher, dass der Handlaserschweißer ausgeschaltet und die Stromversorgung unterbrochen ist (siehe „Ausschalten des Laserschweißers“), bevor Sie das Sicherheitsglas, die Kupferdüse und das Drahtvorschubmodul montieren oder reparieren.
- Die Laserleistung wird durch ein Sicherheitsglas geleitet. Achten Sie darauf, dass das Sicherheitsglas sauber und von hoher Qualität ist. Staub auf der Heizeinheit kann das Sicherheitsglas und den Laser beschädigen.
- Bei der Behebung einer Störung muss der Laser ausgeschaltet werden. Schalten Sie den Laser erst wieder ein, nachdem die Störung behoben wurde.
- Bedienen Sie das Gerät ausschließlich gemäß den Anweisungen in dieser Bedienungsanleitung; andernfalls können die Sicherheitseinrichtungen und die Leistungsfähigkeit des Geräts beeinträchtigt werden, wofür der Hersteller keine Haftung übernimmt.
Weitere Informationen #
NOHD-Wert #
Die nominelle Augen-Gefährdungsentfernung (NOHD) ist der Gefahrenbereich, in dem ein direkter Blick in den Laserstrahl zu Augenschäden führen kann.
Es ist unbedingt erforderlich, dass Sie den durch den NOHD-Wert angegebenen Grenzwert einhalten (siehe „Optische Eigenschaften“) und die entsprechende persönliche Schutzausrüstung tragen (siehe „Persönliche Schutzausrüstung (PSA)“).

|
1 |
Laser-Gefahrenzone für Haut und Augen |
2 |
Laser-Gefahrenzone für die Augen |
|
3 |
Sicherheitsabstand für die Augen (NOHD-Grenzwert) |
|
|
Elektrische Betriebsvorschriften #
- Achten Sie beim Betrieb des Geräts darauf, dass die Stromversorgung ordnungsgemäß geerdet ist und die richtige Spannung aufweist.
- Vergewissern Sie sich vor der Inbetriebnahme des Geräts, dass die angeschlossene Stromversorgung ebenfalls ordnungsgemäß über einen Schutzleiter geerdet ist.
- Um die Brandgefahr zu minimieren, verwenden Sie bei Bedarf ausschließlich Sicherungen desselben Typs und derselben Nennleistung. Verwenden Sie zu diesem Zweck keine anderen Sicherungen oder Materialien.
- Vergewissern Sie sich, dass die Eingangswechselspannung des Handlaserschweißgeräts im normalen Einphasenbereich von 200–240 V AC liegt und dass die Verkabelung korrekt ist. Eine falsche Verkabelung kann zu Verletzungen oder Schäden am Gerät führen.
- Schließen Sie das Gerät an einen geeigneten Anschluss an (je nach Gerät: 16 A oder 32 A) und überprüfen Sie die Kabel auf mögliche Beschädigungen.
- Benutzern ist es untersagt, Reparaturen an Teilen, Komponenten oder Modulen durchzuführen, mit Ausnahme von Wartungsarbeiten an Verschleißteilen des Schweißbrenners. Alle Reparaturen müssen von Servicetechnikern durchgeführt werden.
- Es ist dem Benutzer strengstens untersagt, das Handlaserschweißgerät eigenmächtig zu zerlegen und wieder zusammenzubauen, da dies zu Stromschlägen, Verbrennungen oder Schäden an den betroffenen Bauteilen führen kann.
- Eine Demontage des Produkts ohne Genehmigung führt zum Erlöschen der Garantie.
Kühlung und Temperatur #
- Die Lasereinheit ist luftgekühlt. Der Betrieb bei höheren Temperaturen beschleunigt den Alterungsprozess, erhöht den Schwellenstrom und verringert den Beugungswirkungsgrad.
- Vergewissern Sie sich vor dem Starten des Lasers, dass die Umgebungstemperatur und die Luftfeuchtigkeit innerhalb der empfohlenen Spezifikationen liegen (siehe Laserschweißanlage).
- Der Betrieb des Geräts bei erhöhten Temperaturen kann den Alterungsprozess beschleunigen, den Schwellenstrom erhöhen und die Empfindlichkeit sowie den Wirkungsgrad des Geräts verringern. Wenden Sie sich an den Kundendienst, wenn das Gerät überhitzt (siehe Importeur/Kundendienst).
- Ist die Lasertemperatur zu hoch, löst das Gerät einen Alarm aus und stellt die Lichtemission ein.
Lebensdauer #
Der Hersteller empfiehlt folgende Maßnahmen zur Verlängerung der Lebensdauer:
- Sorgen Sie für eine ausreichende Belüftung des Arbeitsbereichs und stellen Sie die Maschine in einer trockenen, kühlen und sauberen Umgebung auf. Vermeiden Sie hohe Temperaturen, Feuchtigkeit und Wassereinwirkung.
- Achten Sie beim Betrieb des Geräts darauf, dass der Lufteinlass an der Unterseite des Lasers frei von Hindernissen bleibt, und halten Sie einen Umkreis von 1 Meter frei von Verunreinigungen, um einen ungehinderten Luftstrom zu gewährleisten. Stellen Sie sicher, dass der obere Luftauslass 1 Meter über dem Boden liegt.
- Verhindern Sie, dass Fremdkörper (einschließlich Flüssigkeiten) von oben in den Laserschweißer gelangen, da dies zu Schäden am Gerät und zu Verletzungen führen kann.
Reinigung #
- Knicken Sie die Kabel-Schlauch-Kombination nicht, da dies die darin enthaltenen Glasfasern beschädigen würde.
- Entfernen Sie regelmäßig Staub und Schmutz vom Gerät.
- Reinigen Sie den Schweißbrenner ausschließlich mit trockenen Tüchern; verwenden Sie keine Druckluft.
- Sollten Sie Schäden feststellen, wenden Sie sich bitte an Maxphotonics .
- Im Interesse eines sicheren Betriebs sollte die Maschine regelmäßig von unserem Serviceteam überprüft werden.
- Düsen und Schutzbrillen müssen überprüft und bei den ersten Anzeichen von Beschädigungen ausgetauscht werden (siehe „Auswechseln der Düsen“ und „Auswechseln der Schutzbrille“).
Gefahren beim Laserschweißen #
Weitere Informationen #
Laserstrahlung #
- Beachten Sie die Sicherheitshinweise, um eine versehentliche Exposition gegenüber unsichtbaren direkten oder reflektierten Strahlen zu vermeiden.
- Betreiben Sie das System ausschließlich innerhalb des dafür vorgesehenen, lasergesteuerten Bereichs.
Gesundheitsschäden #
Laserstrahlung kann schwere Schäden an der Netzhaut oder der Hornhaut verursachen, was zu dauerhaften Augenschäden und möglicherweise auch zu Hautschäden führen kann.
Weitere Informationen #
Verletzungen der Augen #
Laserschweißgerät #
Beim Schweißen werden sichtbare und unsichtbare Strahlen abgegeben, die eine Gefahr für den Anwender darstellen können. Die Wechselwirkung zwischen dem Hochleistungslaserstrahl und dem zu schweißenden Material kann zu diffuser Laserstrahlung führen.
Beim Schweißen kann ein Plasma entstehen, das ultraviolette Strahlung und „blaues Licht“ abgibt. Diese Strahlung kann zu Bindehautentzündungen, photochemischen Schäden an der Netzhaut und Hautreaktionen führen, die einem Sonnenbrand ähneln. Anwender, die dem UV-Licht ohne angemessenen Schutz ausgesetzt sind, können bleibende Augenschäden davontragen.
- Der Hersteller empfiehlt, dass alle Personen im Laserbereich persönliche Schutzausrüstung tragen, einschließlich einer Laserschutzbrille oder eines Laserschweißhelms, um Augen und Haut vor reflektierten und diffusen Laserstrahlen sowie vor starkem Laserlicht, ultraviolettem Licht, Hitze und Funken zu schützen.
Drahtvorschubgerät #
Beim Einfädeln und manuellen Bewegen des Schweißdrahtes kann es zu Augenverletzungen kommen.
- Schauen Sie nicht direkt in den Anschluss für die Brennerauskleidung am Drahtvorschubgerät.
- Schauen Sie nicht direkt in die Öffnung des Brennerauskleidungsrohrs.
- Schauen Sie nicht direkt in die Drahtzuführdüse.
- Tragen Sie persönliche Schutzausrüstung wie eine Schutzbrille, einen Laserschweißhelm oder eine Laserschweißmaske, um Gesicht und Augen zu schützen.
Hautschäden #
Beim Schweißen sind Anwender der Gefahr von Hautschäden durch Infrarot- und Ultraviolettstrahlung ausgesetzt. Diese Strahlungsarten können Hautverbrennungen verursachen, die das Risiko für Hautkrebs und vorzeitige Hautalterung erhöhen. Auch Schweißfunken können Verbrennungen verursachen. Nach dem Laserschweißen können die bearbeiteten Werkstücke noch extrem heiß sein.
- Es wird empfohlen, dass der Benutzer und Dritte im vom Laser erfassten Bereich Schutzkleidung tragen, wie z. B. Laserschutzkleidung, hitzebeständige Handschuhe, Kopfbedeckungen, Lederschürzen und andere laser- und hitzebeständige Kleidung.
- Halten Sie Ärmel und Kragen zugeknöpft.
- Legen Sie bearbeitete Teile niemals so ab, dass der Laser das Werkstück durchdringen kann, da dies gefährlich sein kann.
Gefahr durch Reflexionen #
Die Austrittsöffnung des Handlaserschweißgeräts kann einen sekundären Laserstrahl erzeugen, der in verschiedenen Winkeln abgestrahlt wird. Dieser Vorgang, bei dem der Hauptstrahl bei Reflexion an einer ebenen Fläche einen divergierenden Strahl erzeugt, wird als spiegelnde Reflexion bezeichnet.
Obwohl die Energie des sekundären Laserstrahls deutlich geringer ist als die des primären Laserstrahls, kann seine Intensität dennoch ausreichen, um Augen, Haut oder bestimmte Materialoberflächen zu schädigen.
- Tragen Sie geeignete persönliche Schutzausrüstung: Laserschutzbrille/Laserschweißhelm, Laserschutzhandschuhe, Laserschutzschürze.
- Der Benutzer und Dritte müssen stets auf mögliche Reflexionen achten. Eine falsche Konfiguration der Lasereinstellungen kann zu vermehrten Reflexionen führen.
- Der Benutzer und Dritte müssen sich stets hinter dem Schweißbrenner aufhalten.
- Stellen Sie sicher, dass sich während des Schweißvorgangs keine Personen im Reflexionsbereich aufhalten und dass keine brennbaren Materialien vorhanden sind.
- Verwenden Sie eine Düse, die für die Schweißposition geeignet ist.
- Beim Schweißen stark reflektierender Materialien (z. B. Aluminium oder Kupfer) ist besondere Vorsicht geboten, da ein Teil der Laserstrahlenergie vom Schweißbereich reflektiert werden kann.
- Vergewissern Sie sich, dass Sie den zu erwartenden Reflexionskegel für jedes bearbeitete Teil kennen, und vermeiden Sie es, in den zu erwartenden Reflexionskegel zu blicken oder einen Körperteil in diesen zu bewegen.
Weitere Informationen #
Gefahr durch Sekundärstrahlung #
Während des Schweißvorgangs entsteht sowohl sichtbare als auch unsichtbare Strahlung. Die Wechselwirkung zwischen dem Hochleistungslaserstrahl und dem zu schweißenden Material kann zur Entstehung von ultraviolettem (UV) Licht und Plasmen führen, die „blaues Licht“ abgeben. Diese Strahlung kann verschiedene Gesundheitsprobleme verursachen, wie beispielsweise Bindehautentzündung, photochemische Schäden an der Netzhaut und Hautreaktionen, die Sonnenbrand ähneln.
Benutzer, die diesen unsichtbaren UV-Strahlen ohne geeignete Schutzmaßnahmen ausgesetzt sind, laufen Gefahr, bleibende Augenschäden davonzutragen. Schon eine kurze Einwirkung von UV-Strahlen beim Schweißen kann Symptome wie verschwommenes Sehen, Brennen, übermäßigen Tränenfluss, Augenschmerzen und Reizungen hervorrufen – oft wird dies als das Gefühl beschrieben, als hätte man Sand in den Augen.
- Suchen Sie bei Auftreten von Symptomen unverzüglich einen Arzt auf.
Explosionsgefahr #
Gasflaschen stellen eine Explosionsgefahr dar, wenn sie beschädigt sind oder sich in der Nähe des Schweißbereichs befinden.
- Bewahren Sie die Schutzgasflaschen an einem sicheren Ort auf, an dem sie nicht durch Stöße oder durch Laserschweißen beschädigt werden können.
- Halten Sie die Schutzgasflaschen von Wärmequellen, Funken und offenen Flammen fern.
- Befestigen Sie die Schutzgasflaschen in aufrechter Position und sichern Sie sie an einem stabilen Flaschenhalter.
- Vergewissern Sie sich, dass der Regler funktionsfähig ist und für das jeweilige Gas und den jeweiligen Druck geeignet ist.
- Stellen Sie sicher, dass der Gasdruck richtig eingestellt ist.
- Vergewissern Sie sich, dass die Schläuche und Anschlüsse für den jeweiligen Einsatzzweck geeignet und in einwandfreiem Zustand sind.
Brandgefahr #
Die beim Schweißen entstehende Hitze und die Funkenbildung können brennbare Materialien in der Nähe des Schweißbereichs entzünden oder zur Explosion bringen.
- Halten Sie brennbare Materialien vom Schweißbereich fern, da die beim Schweißen entstehende Hitze und Funkenbildung Brände oder Explosionen verursachen können.
- Arbeiten Sie nicht in Umgebungen, in denen sich entzündliche oder brennbare Stoffe befinden. Führen Sie Laserschweißarbeiten nur in Bereichen durch, die frei von brennbaren Materialien sind.
- Führen Sie niemals Schweißarbeiten an Behältern durch, die brennbare oder entzündliche Stoffe enthalten oder vermutlich enthalten.
- Halten Sie Feuerlöscher in der Nähe an einem leicht zugänglichen Ort bereit und stellen Sie sicher, dass das Personal in deren ordnungsgemäßer Verwendung geschult ist.
- Der Laser kann flüchtige Stoffe wie Alkohol, Benzin, Äther und andere Lösungsmittel entzünden. Treffen Sie die erforderlichen Sicherheitsvorkehrungen und vermeiden Sie den Kontakt mit Lösungsmitteln oder brennbaren Materialien und Gasen während der Installation und des Betriebs des Geräts.
Verhalten bei Unfällen #
- Betätigen Sie den Not-Aus-Schalter (siehe Not-Aus-Schalter).
- Beachten Sie alle vorgeschriebenen Sicherheitsvorschriften sowie die allgemeinen unternehmensweiten Maßnahmen zur Unfallverhütung.
- Suchen Sie unverzüglich einen Arzt auf.
Verhalten im Brandfall #
- Schalten Sie das Gerät aus (siehe „Ausschalten des Laserschweißgeräts“).
- Beachten Sie alle vorgeschriebenen Sicherheitsvorschriften sowie die allgemeinen unternehmensweiten Brandschutzmaßnahmen.
- Suchen Sie einen Arzt auf.
Gefahr durch Schweißrauch #
Schweißrauch kann aus Feinstaub und Gasen bestehen, die durch die Kombination von Schweißmaterialien, Zusatzwerkstoffen, Schutzgasen, Farben, Beschichtungen, chemischen Reaktionen und Luftverschmutzung entstehen. Schweißrauch kann sich negativ auf Lunge, Herz, Nieren und das zentrale Nervensystem auswirken.
Die Wechselwirkung des Lasers mit Zielmaterialien wie Kunststoffen, Metallen und Verbundwerkstoffen kann dazu führen, dass diese verdampfen und giftige sowie gefährliche Rauch- und Dampfwolken entstehen. Diese sind oft unsichtbar und stellen ein ernsthaftes Gesundheitsrisiko dar. Schweißarbeiten in geschlossenen Räumen mit schlechter Belüftung sind äußerst gefährlich, da sich giftige Konzentrationen von Rauch und Gasen schnell ansammeln können, was zu Bewusstlosigkeit oder Ersticken führen kann. Die beim Schweißen emittierte ultraviolette Strahlung reagiert mit Sauerstoff und Stickstoff in der Luft und erzeugt Ozon und Stickoxide, die in hohen Konzentrationen tödlich sein können. Die beim Schweißen verwendeten Schutzgase können die Luft verdrängen und zu Körperverletzungen oder sogar zum Tod führen.
Um diese Risiken zu verringern:
- Installieren Sie Absauganlagen, um gefährliche Dämpfe, Gase, Partikel und gefährliche Rückstände aus dem Arbeitsbereich zu entfernen.
- Lesen Sie die Sicherheitsdatenblätter und Warnhinweise, die den Schweißmaterialien beiliegen, und befolgen Sie diese.
- Beachten Sie, dass in kleinen Räumen oder anderen risikobehafteten Situationen zusätzlich zur Absauganlage eine Frischluftzufuhr erforderlich sein kann.
- Arbeiten Sie stets in gut belüfteten Räumen.
- Überwachen Sie regelmäßig die Luftqualität, um die Konzentration schädlicher Dämpfe im Arbeitsbereich zu ermitteln.
- Halten Sie Ihren Kopf beim Schweißen von der Rauchquelle fern, um zu vermeiden, dass Sie den gefährlichen Dämpfen ausgesetzt sind.
- Tragen Sie in engen Räumen oder in anderen Situationen, in denen dies erforderlich sein könnte, Atemschutz.
Maßnahmen zur Lasersicherheit #
Weitere Informationen #
Persönliche Schutzausrüstung (PSA) #
Unabhängig davon, ob ein Laser in eine neue Anlage eingebaut oder eine bestehende Anlage nachgerüstet wird, liegt die Verantwortung für die Feststellung der Eignung der persönlichen Schutzausrüstung allein beim Anwender.
Alle persönlichen Schutzausrüstungen müssen für die Ausgangsleistung und den Wellenlängenbereich der Maschine geeignet sein und einen angemessenen Schutz bieten. Auch die durch den Schweißprozess verursachten Gefahren durch Sekundärstrahlung müssen berücksichtigt werden.
Um Augen- und Hautverletzungen sowie Hörschäden zu vermeiden, müssen Kleidung und Schutzausrüstung getragen werden, die den geltenden Vorschriften entsprechen.
Die Kleidung muss praktisch (eng anliegend) sein und darf die Bewegungsfreiheit nicht einschränken. Langes Haar muss unbedingt unter einem Haarnetz getragen werden.
Die persönliche Schutzausrüstung umfasst:
- Laserschutzbrille
- Laserschweißhelm
- Gehörschutz
- Schutzhandschuhe
- Sicherheitsschuhe
- Lange Kleidung
Weitere Informationen #
Laserschutzbrille oder Laserschweißhelm #
Tragen Sie eine nach EN 207:2017 zertifizierte Laserschutzbrille oder einen Laserschweißhelm, der den Anforderungen hinsichtlich der Laserausgangsleistung entspricht. Die Laserschutzbrille und der Laserschweißhelm müssen Schutz über den gesamten Wellenlängenbereich des Geräts bieten.
Beim Betrieb oder bei der Handhabung des Produkts sind eine Laserschutzbrille oder ein Laserschweißhelm sowie eine Gesichtsmaske vorgeschrieben.
Personen, die sich in unmittelbarer Nähe der Maschine aufhalten, müssen die gleiche persönliche Schutzausrüstung tragen.
Laserleistung: bis zu 2000 W im Dauerstrichbetrieb (CW)
And direct or near indirect exposure (e.g. < 1 m distance)
Empfohlene Laserschutzklasse für Sicherheitsausrüstung:
- OD9+ für 1070 nm bis 1075 nm, D LB6 + IR LB8 + M LB9
- OD8+ für 1075 nm bis 1080 nm, D LB6 + IRM LB8
- OD7+ für 1080 nm bis 1087 nm, D LB6 + IRM LB7
Laserschweißhelm: PSA-Verordnung (EU) 2016/425, EN ISO 16321-1:2022, EN ISO 16321-2:2021, EN 207:2017
Laserschutzklasse des Materials: 900–1100 D LB5 / LB7 R LB8 CE
Laserschutzklasse des Sichtfensters: 900–1080 D LB7 IR LB8 CE
Empfehlung Nr.
|
Symbol |
Erläuterung |
|---|---|
|
|
Wir empfehlen das Tragen eines Laserschweißhelms.
|

Laserschutzhandschuhe #
Tragen Sie laser- und hitzebeständige Schutzhandschuhe, die Schutz vor mechanischen Risiken gemäß EN 388:2016+A1 bieten und gemäß EN 12477:2001+A1:2005 für Schweißer geeignet sind.
Schutzhandschuhe müssen Schutz vor Laserstrahlung mit einer Wellenlänge von 1070 nm bieten, um zu verhindern, dass die Haut einer Strahlung ausgesetzt wird, die den zulässigen Grenzwert überschreitet. Schutzhandschuhe müssen gemäß der Norm EN ISO 11611 für den Einsatz über Schutzkleidung beim Schweißen und ähnlichen Verfahren geeignet sein. Sie müssen außerdem gemäß der Norm EN ISO 11612 für den Einsatz über Schutzkleidung zum Schutz vor Hitze und Flammen geeignet sein.
Laserschutzschürze #
Tragen Sie zertifizierte Schutzkleidung für Schweißarbeiten und ähnliche Verfahren gemäß EN ISO 13688:2013+A1:20221 und EN ISO 11611:2015.
Sicherheits- und Schutzausrüstung #
Weitere Informationen #
Mitarbeiterschulung #
Nur Personen, die eine entsprechende Einweisung und Schulung erhalten haben, sind zur Bedienung der Laserschweißanlage berechtigt.
Persönliche Schutzausrüstung #
Tragen Sie persönliche Schutzausrüstung (siehe Persönliche Schutzausrüstung (PSA)) mit der entsprechenden Laserschutzklasse. Die Spezifikationen finden Sie in den technischen Daten.
Sicherheitsschlüssel Nr.
Ohne den Sicherheitsschlüssel lässt sich das Laserschweißgerät zwar über den Netzschalter einschalten, der Laser kann jedoch nicht in Betrieb genommen werden.
- Position 1: Laser aktiviert.
- Position 0: Laser deaktiviert.
Türverriegelungsschalter und Laserschutzgehäuse #
Der Laserschweißer darf nur in einer Laserschweißzelle oder in einem geschlossenen Raum mit verriegelten Sicherheitseinrichtungen betrieben werden. Bei unbeabsichtigtem Betreten schaltet die Verriegelung (Türkontaktschalter) das Laserschweißsystem automatisch ab. Der Laser wird deaktiviert.
Der Betreiber ist dafür verantwortlich, einen geeigneten Türkontaktschalter, der den Zugang zum gesicherten Laserarbeitsbereich ermöglicht, ordnungsgemäß zu installieren und dessen zuverlässigen Betrieb sicherzustellen.
Not-Aus-Schalter #
Der Not-Aus-Schalter schaltet den Laser sofort aus. Auf dem Bedienfeld wird die Meldung „Not-Aus aktiv!“ angezeigt.
- Der Not-Aus-Schalter bleibt in der gedrückten Position verriegelt. Es kann nicht mehr geschweißt werden.
- Durch Drehen des Not-Aus-Schalters wird dieser entriegelt und kehrt in seine Ausgangsposition zurück.
Rollen mit Bremse #
Der Laserschweißer und der Drahtvorschub sind zur Gewährleistung der Stabilität mit Lenkrollen mit Feststellbremsen ausgestattet.
Funktionskontrolle am Schweißbrenner #
Der Schweißvorgang wird erst ausgelöst, wenn die Laserspitze des Schweißbrenners die Werkstückoberfläche berührt und der Laserauslöser betätigt wird.
Ausstattung der Arbeitsplätze #
- Der Bediener legt fest, welcher Arbeitsplatz besetzt werden soll.
- Stellen Sie sicher, dass ausreichend Arbeitsflächen, Funktionsbereiche, Lagerflächen sowie Verkehrs- und Fluchtwege vorhanden sind.
- Der Laserschweißer wird von einer einzigen Person bedient.
Bedienelemente am Gerät #
- Griff am Gehäuse des Laserschweißgeräts für den mobilen Einsatz. Das Gerät lässt sich leicht bewegen und handhaben.
- Bedienfeld für Inbetriebnahme- und Einstellarbeiten am Laserschweißgerät
- Schweißbrenner zum Schweißen von Werkstücken
Weitere Informationen #
Laserschutzgehäuse #
Arbeiten Sie in einem geeigneten Laserschutzgehäuse gemäß IEC 60825-4:2006:
- Laserschutzkabine/Laserschweißzelle
- Lasersicherheitsvorhang
- Lasersicherheitstrennwand
Absaugung von Schweißrauch #
Installieren Sie Absauganlagen, um gefährliche Dämpfe, Gase, Partikel und gefährliche Rückstände aus dem Arbeitsbereich zu entfernen.
Arbeitsanleitung #
|
|
Halten Sie sich beim Schweißen stets hinter dem Reflexionsbereich und außerhalb der Laserreflexionszone auf.
|
|
|
Seien Sie beim Schweißen stark reflektierender Werkstoffe (z. B. Aluminium oder Kupfer) vorsichtig, da es zu Mehrfachreflexionen kommen kann.
|



Gefahrenzone Nr.
|
|
Während des Schweißvorgangs gilt der gesamte Bereich vor dem Handlaserschweißgerät aufgrund der emittierten Laserstrahlung als Gefahrenzone. Nur der Benutzer darf sich in unmittelbarer Nähe des Arbeitsbereichs aufhalten. |

Normen und Vorschriften #
Gemäß den EU- und nationalen Normen und Anforderungen müssen Laser anhand ihrer Ausgangsleistung und Wellenlänge klassifiziert werden. Alle Laserprodukte der MA1-Serie sind gemäß EN 60825-1 als Laserprodukte der Klasse 4 eingestuft.
Störfestigkeit gegenüber elektromagnetischen Störungen #
- EN IEC 61000-6-4:2019
- EN IEC 61000-6-2:2019
Sicherheit der Stromversorgung #
- EN 62368-1:2014+A11:2017
Lasersicherheit #
- ISO 12100:2010
- ISO 11553:2017
- EN 60204-1:2018
Funktionale Sicherheit #
- EN 60825-1:2014+A11:2021
- CDRH 21 CFR 1040.10
Theo #
Die THEO ist eine Online-Lernplattform, die Bedienern eine Grundschulung zum sicheren Umgang und zur Wartung von THEO bietet.
Weitere Schulungen, Anleitungen zur Maschineneinrichtung und Sicherheitsvideos finden Sie in der THEO unter: theo.
Die wichtigsten Angebote der THEO :
- Einrichtung und Bedienung der Geräte: Schritt-für-Schritt-Videoanleitungen zur Einrichtung und grundlegenden Bedienung der Handlaserschweißgeräte der MA1-Serie.
- Lasersicherheitsberichte: Schulungsvideos und Anleitungen zu den Gefahren von Lasern der Klasse 4 mit Schwerpunkt auf Risikobewertung und Sicherheitsmaßnahmen.
- Persönliche Schutzausrüstung (PSA): Ausführliche Anleitungen zur korrekten Verwendung von Schutzbrillen für 1080-nm-Infrarotlaser und anderer erforderlicher Schutzausrüstung.
- Sichere Arbeitspraktiken: Online-Kurse zu korrekter Handhabung, Wartungsroutinen und Sicherheitsvorkehrungen, um die Einhaltung der Branchenstandards zu gewährleisten.
Bediener können das Modul der THEO online in ihrem eigenen Tempo absolvieren. Die Video-Tutorials und schriftlichen Unterlagen richten sich sowohl an Anfänger als auch an erfahrene Nutzer und fördern sichere Arbeitspraktiken sowie maximale Leistung.
Nach erfolgreichem Abschluss der Kurse erhalten die Teilnehmer ein Zertifikat.
Bitte registrieren Sie sich mit der Seriennummer Ihres MA1-Geräts, um Zugang zu zusätzlichen Ressourcen zu erhalten und die Softwarelizenz für das Gerät zu erhalten. Durch die Registrierung stellen Sie sicher, dass Sie Zugriff auf den vollen Funktionsumfang sowie auf den Produktsupport haben.
Produktbeschreibung #
Die Laser der MA1-Serie sind zertifizierte Laserprodukte der Klasse 4. Die Laser basieren auf Diodenlasertechnologie und verfügen über einen Wellenlängenbereich von 1070 nm bis 1090 nm bei einem Wirkungsgrad von ca. 30 %.
Das handgeführte Laserschweißsystem besteht aus einem Laserschweißgerät, einem Schweißbrenner, einem Drahtvorschubgerät und einer Steuerung.
Die Ziffern in der Typenbezeichnung geben die Eindringtiefe des Handlaserschweißgeräts an.
Beispiel: MA1-35: 3,5 mm für hochlegierte Stähle
Weitere Informationen #
Lieferumfang #
|
Nein. |
Komponente |
Beschreibung |
Menge |
|---|---|---|---|
|
1 |
Handlaserschweißgerät mit Schweißbrenner und Stromkabel |
MA1-35 / MA1-45 / MA1-65 / MA1 ULTRA |
1 |
|
2 |
Erdungskabel |
5 m oder 10 m |
1 |
|
3 |
Laserschutzbrille |
Schutzstufe (OD7+) D LB6+ IRM LB7 Schutzstufe (OD8+) D LB6+ IRM LB8 |
1 |
|
4 |
Schweißdüsen |
Düse 1, 3, A, B und Flachdüse |
je 2 Stück |
|
5 |
Schutzbrille |
φ20 * 3 |
5 |
|
6 |
Drahtvorschubdüsen |
0,8 / 1,0 / 1,2 / 1,6 mm |
je 1 Stück |
|
7 |
Reinigungsstäbchen 1 |
25 Stück |
1 |
|
8 |
Reinigungsstäbchen 2 |
25 Stück |
1 |
|
9 |
Drahtvorschubgerät (einzeln verpackt) |
Inklusive Brennerauskleidung für Edelstahl und Drahtvorschubrollen |
1 |
|
10 |
Schleifenkabel |
3 m |
1 |
|
11 |
Bedienungsanleitung |
/ |
1 |
|
12 |
Sicherheitshinweise |
/ |
1 |
|
13 |
Gasschlauch |
6,5 m |
1 |
|
14 |
Sicherheitshinweise |
Warnung vor Laserstrahl Tragen Sie eine Laserschutzbrille! |
je 1 Stück |
Symbole auf dem Gerät #
|
Symbol |
Bedeutung |
|---|---|
|
|
Typenschild |
|
|
Typenschild |
|
|
Sichtbare Laserstrahlung! Vermeiden Sie direkten Augenkontakt! Laserprodukt der Klasse 2 |
|
|
Warnung vor Überhitzung! Stellen Sie vor der Inbetriebnahme sicher, dass die Umgebungstemperatur zwischen 0 und 40 °C liegt. Bei Überhitzung ist dieses Produkt mit Vorsicht zu verwenden und es ist sicherzustellen, dass eine ausreichende Wärmeableitung gewährleistet ist. |
|
|
Sichtbare Laserstrahlung! Vermeiden Sie direkten Augenkontakt mit direkter oder diffuser Strahlung! Laserprodukt der Klasse 4 |
|
|
Unsichtbare Laserstrahlung! Vermeiden Sie es, Augen und Haut direkter oder diffuser Strahlung auszusetzen. Laserprodukt der Klasse 4 |
|
|
Trennen Sie die Geräte während des Betriebs nicht vom Stromnetz! |
|
|
Achtung: Laser! Tragen Sie eine Laserschutzbrille! |
|
|
Vermeiden Sie den Kontakt! Dieses Laserprodukt der Klasse 4 sendet sichtbare und unsichtbare Laserstrahlung aus. |
|
|
Laserstrahlung! Vermeiden Sie direkten Kontakt der Augen oder der Haut mit diffusem Laserstrahl. |










Produktübersicht #
Weitere Informationen #
Laserschweißgerät #
Weitere Informationen #
Vorderansicht #
Das Laserschweißsystem verfügt über einen 7-Zoll-Industriebildschirm, der direkt mit der Steuereinheit und dem Lasersystem verbunden ist. Diese Verbindung ermöglicht die Steuerung der Geräte und die Statusüberwachung.
MA1-35 #

|
1 |
Not-Aus-Schalter |
2 |
Sicherheitsschleifen-Schnittstelle |
|
3 |
Anschluss für Schweißbrenner |
4 |
Rollen mit Bremse |
|
5 |
Sicherungsring (Schlüsselschalter) |
6 |
Kabeltrommel |
|
7 |
Anzeige |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
Not-Aus-Schalter |
2 |
Sicherheitsschleifen-Schnittstelle |
|
3 |
Anschluss für Schweißbrenner |
4 |
Rollen mit Bremse |
|
5 |
Sicherungsring (Schlüsselschalter) |
6 |
Kabeltrommel |
|
7 |
Anzeige |
|
|
Rückansicht #
Der externe Steueranschluss des Laserschweißgeräts verfügt über eine RS232-Schnittstelle (DB9) und eine EX-CTRL-Schnittstelle (DB25).
MA1-35 #

|
1 |
Netzschalter |
2 |
EX-CTRL-Anschluss |
|
3 |
RS 232: Wartungsanschluss |
4 |
Stromanschluss |
|
5 |
Erdungsanschluss |
6 |
FEEDER: Anschluss für Drahtvorschub |
|
7 |
Einlassöffnung für Schutzgas |
|
|
MA1-45, MA1-65, MA1-ULTRA #

|
1 |
EX-CTRL-Anschluss |
2 |
RS 232: Wartungsanschluss |
|
3 |
FEEDER: Anschluss für Drahtvorschub |
4 |
Erdungsanschluss |
|
5 |
Netzschalter |
6 |
Einlassöffnung für Schutzgas |
|
7 |
Stromanschluss |
|
|
Seitenansicht #

|
1 |
Griff |
2 |
Kabeltrommel |
|
3 |
Glasfaserkabel |
4 |
Schweißbrenner |
Schweißbrenner #

|
1 |
Schweißdüse |
2 |
Maßstabrohr |
|
3 |
Rändelschraube |
4 |
Fach für Sicherheitsglas |
|
5 |
Fokussierlinse |
6 |
Kontrollleuchten |
|
7 |
Drahtvorschubschalter (Ein/Aus) |
8 |
Laserauslöser |
|
9 |
Griff |
10 |
Drahtzuführungshaken für die Brennerhülse |
|
11 |
Anschluss der Brennerauskleidung |
12 |
Drahtvorschubdüse |
Drahtvorschubgerät #

|
1 |
Drahtvorschubgerät |
2 |
Taste für manuellen Vorschub |
|
3 |
Schaltfläche für manuelle Auszahlung |
4 |
Ein-/Aus-Schalter |
|
5 |
Griff |
6 |
Gehäusegriff |
|
7 |
Anschluss des Kommunikationskabels |
8 |
Anschluss der Brennerauskleidung |
- Das Schweißdrahtzuführsystem verfügt über eine Steuerung und eine Drahtpositionierung.
- Das Gerät verfügt über einen direkten Laseranschluss, einen Antrieb mit zwei Rollen, eine geschlossene Verkabelung und ein robustes Gehäuse, was für eine verbesserte Effizienz und Langlebigkeit sorgt.
- Drahtvorschub-/Zuggeschwindigkeiten von 2 bis 100 mm/s
- Optionen für kontinuierlichen und gepulsten Drahtvorschub
- Ausgestattet mit automatischen Pump- und Abfüllfunktionen
- Geeignete Schweißdrahtdurchmesser: 0,8 / 1,0 / 1,2 / 1,6 mm
Kontrollleuchten #

|
1 |
Kontrollleuchte |
|
|
Die Kontrollleuchte (1) am Schweißkopf zeigt verschiedene Betriebszustände an.
|
|
Fehlerzustand Fehler am Schweißkopf oder am Laser. |
|
|
Standby-Modus Das Gerät funktioniert einwandfrei. |
|
|
Laserlicht Wenn die Sicherheitsverriegelung und die Schweißdüse gleichzeitig das zu schweißende Material berühren, löst die Sicherheitsverriegelung die Freigabe des Schweißvorgangs aus. Laserlicht wird ausgestrahlt, indem man den Brennerkopf hält und den Laser-Auslöser drückt. |



Verbindungen #
Weitere Informationen #
Sicherheitsschnittstelle #

|
1 |
Pin 9: EXLOCK2- |
2 |
Pin 8: EMG2- |
|
3 |
Pin 7: EXLOCK1+ |
4 |
Pin 6: EMG1- |
|
5 |
Pin 5: Enable- |
6 |
Pin 3: EX-CTRL- |
|
7 |
Pin 1: Fehler 2 |
|
|
|
Pos.-Nr. |
PIN |
Signalname |
Typ |
Funktionalität |
|---|---|---|---|---|
|
1 |
9 |
EXLOCK2- |
Abschlusskontakt |
Eingang des Interlock-Kanals 2 Externe Sicherheitsverriegelung; potentialfreie Kontakte. Der Laser kann nicht gestartet werden, wenn die beiden Kontakte nicht miteinander verbunden sind. Schließen Sie KEINE externe Spannung an. |
|
22 |
EXLOCK2+ |
|||
|
2 |
8 |
EMG2- |
IN |
Not-Aus-Eingang 2 Wenn die Spannung niedrig ist (0 V), wird der Not-Aus NICHT ausgelöst (ungültig). Wenn die Spannung hoch ist (24 V), wird der Not-Aus-Schalter ausgelöst (aktiv). |
|
21 |
EMG2+ |
|||
|
3 |
7 |
EXLOCK1- |
Abschlusskontakt |
Eingang des Interlock-Kanals 1 Externe Sicherheitsverriegelung; potentialfreie Kontakte. Der Laser kann nicht gestartet werden, wenn die beiden Kontakte nicht miteinander verbunden sind. Schließen Sie KEINE externe Spannung an. |
|
20 |
EXLOCK1+ |
|||
|
4 |
6 |
EMG1- |
IN |
Not-Aus-Eingang 1 Wenn die Spannung niedrig ist (0 V), wird der Not-Aus NICHT ausgelöst (ungültig). Wenn die Spannung hoch ist (24 V), wird der Not-Aus-Schalter ausgelöst (aktiv). |
|
19 |
EMG1+ |
|||
|
5 |
5 |
Aktivieren- |
IN |
Laser aktivieren Laserfreigabe EIN/AUS; bei hoher Spannung (24 V) ist die Laserfreigabe aktiviert. Wenn die Spannung niedrig ist (0 V), ist die Laserfreigabe ausgeschaltet. |
|
18 |
Aktivieren+ |
|||
|
6 |
3 |
EX-CTRL- |
IN |
Externer Start Externe Steuerung der Laseremission (Ein/Aus); bei hoher Spannung (24 V) ist die Laseremission eingeschaltet. Wenn die Spannung niedrig ist (0 V), ist die Laseremission ausgeschaltet. Wenn „enable“ und „EX-CTRL“ aktiviert sind, wird der Laser eingeschaltet. |
|
16 |
EX-Strg+ |
|||
|
7 |
1 |
Fehler 2 |
AUS |
Alarmausgang Anschluss für einen externen LED-Streifen zur Anzeige des Alarmzustands. Die beiden Kontakte sind Relaisausgangskontakte. Wenn der LASER ordnungsgemäß funktioniert, liegen die beiden Pins nicht aneinander. Wenn der LASER eine Störung aufweist, sind die beiden Pins geschlossen. |
|
14 |
Fehler 1 |
HINWEIS Nr.
Zusätzliche Funktionen wie eine Cobot-/Roboter-Anbindung sind optional über einen Autorisierungscode verfügbar.
Zubehör #
Weitere Informationen #
Schweißdüsen #
Beim Schweißen von Werkstücken mit Draht ist es wichtig, eine geeignete Schweißdüse zu verwenden.
Schweißen mit Drahtvorschub #

Schweißen ohne Drahtvorschub #

|
1 |
Düsen für das Sprungschweißen |
2 |
Düsen für das Schweißen von Innenecken |
|
3 |
Düsen für Überlappungsschweißen |
4 |
Düsen für das Stumpfschweißen |
|
5 |
Düsen für das Schweißen von Außenecken |
|
|
Drahtzuführdüse #
Beim Drahtschweißen muss eine für den jeweiligen Drahtdurchmesser geeignete Drahtzuführdüse (0,8 – 1,6 mm) verwendet werden, um einen reibungslosen Drahtlauf zu gewährleisten.

Inbetriebnahme #
GEFAHR #


Gefahr durch Stromschlag
Die Eingangsspannung des Lasers kann lebensgefährlich sein; daher sind alle Kabel, Steckverbinder und Maschinengehäuse als explosionsgefährdet einzustufen. Eine fehlerhafte Verkabelung kann zu Verletzungen oder Maschinenschäden führen.
- Vergewissern Sie sich vor dem Einschalten der Maschine, dass alle elektrischen Anschlüsse ordnungsgemäß angeschlossen und gegebenenfalls mit Schrauben gesichert sind.
- Erden Sie das handgeführte Laserschweißsystem ordnungsgemäß über den Schutzleiter des Stromkabels.
- Vergewissern Sie sich, dass die richtige Netzspannung verwendet wird, bevor Sie das Handlaserschweißsystem mit Strom versorgen, um Schäden am Gerät zu vermeiden. Beachten Sie die Angaben auf Ihrem jeweiligen Modell.
- Entfernen Sie die Schutzabdeckungen nicht, da dies zu einem Stromschlag führen und zum Erlöschen der Garantie führen kann.
- Bitte beachten Sie, dass alle externen Schaltungsanschlüsse, mit Ausnahme der Stromanschlüsse, der in der Norm IEC 61140 verwendeten Definition für geschützte Kleinstspannung (PELV) entsprechen. Die nicht stromführenden Ausgänge anderer an dieses Produkt angeschlossener Geräte müssen ebenfalls PELV- oder Sicherheitskleinstspannung (SELV) entsprechen.
WARNUNG #
Gefahr durch unsachgemäße Installation
Der Betrieb einer unvollständig montierten Maschine kann zu schweren Verletzungen führen.
- Betreiben Sie die Maschine nur, wenn sie vollständig installiert ist.
- Vergewissern Sie sich vor dem Einschalten der Maschine, dass alle Sicherheits- und Schutzvorrichtungen vorhanden und funktionsfähig sind.
HINWEIS Nr.
Bringen Sie Laserwarn- und Laserinformationsschilder an!
- Bringen Sie die Laser-Warn- und Laser-Informationsschilder an der Außenseite des Lasergehäuses an einer Stelle an, an der sie gut lesbar sind, ohne dass man sich dabei der Laserstrahlung der Maschine oder anderer optischer Strahlung aussetzen muss.
- Bringen Sie die Laser-Warnschilder und die Laser-Informationsschilder an allen Zugängen an.
- Ersetzen Sie abgenutzte Laser-Warn- und Laser-Informationsschilder.
HINWEIS Nr.
Vor der Inbetriebnahme muss die Laserschweißanlage sicher aufgestellt und vollständig angeschlossen sein.
Weitere Informationen #
Auspacken #
WARNUNG #
Verletzungsgefahr durch schwere Lasten
Das Heben und Transportieren schwerer Lasten kann zu Rückenverletzungen führen.
- Tragen Sie schwere Lasten nicht alleine.
- Achten Sie darauf, dass das zulässige Höchstgewicht pro Person nicht überschritten wird.
- Verwenden Sie ausschließlich geeignete und technisch einwandfreie Hebevorrichtungen mit ausreichender Tragkraft.
ACHTUNG #
Gefahr von Sachschäden
Das Gerät kann beschädigt werden, wenn es am Kabel-Schlauch-Bündel oder am Kabel aus der Verpackung gehoben wird.
- Heben Sie das Gerät nicht an der Kabel-Schlauch-Kombination oder am Kabel an.
- Die Kabelschlauchbaugruppe oder das Kabel darf nicht geknickt, gequetscht oder verdreht werden.
- Heben Sie die Maschine einzeln heraus.
- Überprüfen Sie die Verpackung nach Erhalt der Ware sorgfältig auf äußere Anzeichen von Transportschäden.
- Sollte die Lieferung Transportschäden aufweisen, überprüfen Sie bitte den Inhalt auf mögliche Beschädigungen und benachrichtigen Sie Maxphotonics.

- Öffnen Sie den Karton oben.
-

- Lesen Sie die Bedienungsanleitung.
-
- Nehmen Sie den Schweißbrenner und das Zubehör aus der Verpackung und vergewissern Sie sich, dass das Glasfaserkabel unversehrt und unbeschädigt ist.
-
-
- Holen Sie den Laserschweißer heraus.
- Bewahren Sie die Originalverpackung auf, falls Sie sie später zur Aufbewahrung oder zum Versand benötigen.
- Sollten Sie Fragen haben, wenden Sie sich bitte an den Kundendienst.
- Beachten Sie bei der Entsorgung des Verpackungsmaterials die örtlichen Vorschriften.




Weitere Informationen #
Sichtprüfung durchführen #
Bitte beachten Sie beim Auspacken des Geräts aus der Versandverpackung die folgenden Hinweise:
- Überprüfen Sie die Verpackung sorgfältig auf äußere Anzeichen von Transportschäden. Im Falle von Transportschäden überprüfen Sie das Gerät auf mögliche Schäden und benachrichtigen Sie Maxphotonics.
- Nehmen Sie das Gerät aus der Verpackung und achten Sie dabei darauf, dass das Glasfaserkabel unversehrt und unbeschädigt bleibt.
- Das Gerät ist in einer Holzkiste mit Schaumstoffpolsterung verpackt, die mit Schaumstoffpolstern und Stoßanzeigern ausgestattet ist, um eine sichere Handhabung während des Transports zu gewährleisten und zu fördern.
- Seien Sie beim Auspacken von Hardwarekomponenten besonders vorsichtig.
Laserschweißgerät einschalten #
HINWEIS Nr.
Den Laser einschalten
Das Gerät muss vor der Inbetriebnahme einmalig mit einem Autorisierungscode freigeschaltet werden.
- Schau dir die Schulungsvideos aufmerksam an.
- Schließen Sie den Test erfolgreich ab.
Befolgen Sie die folgenden Anweisungen, um Ihr Handlaserschweißgerät in Betrieb zu nehmen:
- Geben Sie den folgenden Link in das Suchfeld des Browsers ein oder scannen Sie den QR-Code.
- theo.inc/de/shop/shop-categories/
-
- Registrieren Sie das Gerät.
- Geben Sie Ihre persönlichen Daten ein.
- Geben Sie die Seriennummer auf dem Lieferschein ein.
- Schau dir die Schulungsvideos aufmerksam an.
- Machen Sie sich Notizen.
- Besprechen Sie offene Fragen mit Ihren Vorgesetzten oder den Servicetechnikern von Maxphotonics.
- Beantworten Sie die Testfragen (Multiple-Choice).
- Klicken Sie auf die Schaltfläche „Senden“, um die Testergebnisse abzurufen.
- Nach erfolgreichem Bestehen des Tests wird der Autorisierungscode für das handgeführte Laserschweißgerät per E-Mail versandt.
- Geben Sie den Autorisierungscode in das Eingabefeld „Autorisierungscode“ im Menü „Maschine “ ein; siehe „Systeminformationen“.
Einrichtung des Laserschweißsystems #
ACHTUNG #

Verletzungsgefahr beim Aufbau
Während der Einrichtung des Laserschweißsystems ist dieses möglicherweise noch nicht stabil. Es besteht Verletzungsgefahr durch umkippende, herabfallende oder wegrollende Maschinenteile.
- Tragen Sie beim Aufstellen der Maschine Sicherheitshandschuhe und festes Schuhwerk.
- Stellen Sie das Gerät auf einer ebenen Fläche auf.
- Sichern Sie die Rollen der Maschine mit den Feststellbremsen, damit die Maschine nicht wegrollen kann.
ACHTUNG #

Stolper- und Sturzgefahr
Falsch verlegte Kabel können zu Verletzungen durch Stolpern oder Stürzen führen.
- Stellen Sie nach der Installation und vor der Inbetriebnahme der Laserschweißanlage sicher, dass die Kabel korrekt verlegt sind und keine Schleifen oder Hindernisse bilden.
HINWEIS Nr.
Vor der Inbetriebnahme muss die Laserschweißanlage sicher aufgestellt und vollständig angeschlossen sein.

|
a |
Stromkabel |
b |
Schleifenkabel |
|
c |
EX-CTRL-Anschluss (Türverriegelungsschalter) |
d |
Einlassöffnung für Schutzgas |
|
e |
Erdungsanschluss |
f |
Kommunikationskabel |
|
g |
Fackelauskleidung |
|
|
Weitere Informationen #
Anschluss des Laserschweißgeräts #
ACHTUNG #
Gefahr von Geräteschäden
Der Laserschweißer wird irreparabel beschädigt, wenn die Werkstückklemme an den Schweißbrenner angeschlossen wird.
- Verbinden Sie die Werkstückklemme ausschließlich mit dem zu schweißenden Werkstück.
HINWEIS Nr.
Stellen Sie sicher, dass der Netzschalter am Laserschweißgerät ausgeschaltet ist, bevor Sie das Laserschweißsystem anschließen.
HINWEIS Nr.
Türverriegelungsschalter
Der Anschluss des Türverriegelungsschalters vor Ort liegt in der Verantwortung des Betreibers.
- Schließen Sie das Netzkabel (a) des Laserschweißsystems an die Stromversorgung an.
- Verbinden Sie das Schleifenkabel (b) mit der Vorderseite des Laserschweißgeräts. Befestigen Sie das andere Ende des Schleifenkabels mit der Werkstückklemme am Werkstück oder an der Tischplatte.
- Verbinden Sie den Anschluss des Türverriegelungsschalters (c) mit dem Laserschweißgerät und ziehen Sie beide Schrauben fest.
- Schließen Sie den Gasschlauch (d) an den Einlassanschluss für Schutzgas auf der Rückseite des Laserschweißgeräts an (siehe „Gasanschluss“).
- Schließen Sie das Erdungskabel (e) an, um eine sichere Verbindung zwischen der Erdungsmutter am Lasergehäuse und der Anlagenerdung herzustellen (siehe „Vorgehensweise zur elektrostatischen Erdung“).
Anschluss des Drahtvorschubgeräts an den Laserschweißer #
- FEEDER: Schließen Sie das Kommunikationskabel bzw. das Drahtvorschubkabel (f) an den FEEDER-Anschluss auf der Rückseite des Laserschweißgeräts und an den FEEDER-Anschluss am Drahtvorschubgerät an.
Anschluss des Drahtvorschubgeräts an den Schweißbrenner #
- Verbinden Sie die Brennerhülse (g) mit dem Drahtvorschubgerät (siehe „Anschluss der Brennerhülse an das Drahtvorschubgerät“) und dem Drahtvorschubmodul (siehe „Anschluss der Brennerhülse an den Schweißbrenner“).
Vorgehensweise zur elektrostatischen Erdung #
Es ist wichtig, mithilfe des mitgelieferten Erdungskabels eine sichere Verbindung zwischen der Erdungsklemme des Lasergehäuses und der Anlagenerdung herzustellen, um mögliche Schäden am Laser durch statische Elektrizität zu vermeiden.

|
1 |
Erdungskabelanschluss MA1-35 |
2 |
Erdungskabelanschluss MA1-45, MA1-65 und MA1-ULTRA |
- Schließen Sie das Erdungskabel an den Erdungsanschluss des Laserschweißgeräts an.
-

- Verbinden Sie das Erdungskabel mit der Erdung der Anlage.

Gasanschluss #
Der Schweißkopf wird durch Schutzgas gekühlt, wofür eine optimale Gasreinheit und ein optimaler Luftdruck gewährleistet sein müssen. In der Regel werden Stickstoff und Argon als Schutzgas verwendet. Die Reinheit des Schutzgases muss 99,99 % betragen und der Eingangsdruck muss zwischen 0,8 und 1,5 bar liegen. Für einen effektiven Schweißprozess ist es unerlässlich, ein Druckminderventil mit Durchflussmesser (Nenn-Durchfluss von mindestens 8 l/min) zu verwenden, um den Luftstrom präzise zu regeln.
- Schließen Sie einen Gasschlauch mit einem Außendurchmesser von 6 mm an den Gaseinlass an.
- Stellen Sie den Gasdurchfluss auf 8 – 12 l/min ein.
- Wählen Sie im Expertenmodus die Schaltfläche „Gas manuell“, um den Gasdurchfluss einzustellen.
Wechseln der Düsen #
Um die Schweiß- und Drahtvorschubdüsen auszutauschen, schrauben Sie die Düse von der Halterung ab und schrauben Sie die neue Düse auf.
Vorbereitung des Drahtvorschubgeräts #
ACHTUNG #
Quetschgefahr beim Öffnen und Schließen des Gehäuses
Es kann zu Verletzungen an Händen und Fingern kommen.
- Achten Sie beim Öffnen und Schließen des Gehäuses auf Ihre Hände und Finger.
Weitere Informationen #
Wechseln der Drahtspule #
Die Spulen sind mit unterschiedlichen Lochgrößen erhältlich. Daher kann die Verwendung eines Adapters erforderlich sein.

|
1 |
Befestigungsmutter |
2 |
Drahtspule |
|
3 |
Spindel |
4 |
Nieten |
- Öffnen Sie das Gehäuse mithilfe des Gehäusegriffs.
- Lösen Sie die Befestigungsmutter (1) der Drahtspule (2).
- Nehmen Sie die Drahtspule ab.
- Setzen Sie die neue Drahtspule auf die Spindel (3).
- Ziehen Sie die Befestigungsmutter fest.
Wechseln der Drahtvorschubrollen #

|
1 |
Hebel |
2 |
Einzugswalzen |
Der Drahttyp (U, V) und die Drahtstärke sind auf den Drahtvorschubrollen angegeben. U-Drahtvorschubrollen werden zum Schweißen mit Aluminiumdraht verwendet, V-Rollen hingegen zum Schweißen mit Edelstahl- oder Stahldraht.
- Beide Hebel (1) nach unten klappen.
- Lösen Sie die Befestigungsschrauben der Drahtvorschubrollen (2).
- Entfernen Sie die Drahtvorschubrollen.
- Montieren Sie neue Drahtvorschubrollen.
- Ziehen Sie die Befestigungsschrauben fest.
- Schieben Sie beide Hebel wieder nach oben.
Einfädeln des Schweißdrahts #
WARNUNG #
Verletzungsgefahr
Beim Einfädeln und manuellen Bewegen des Schweißdrahtes kann es zu Augenverletzungen kommen.
- Schauen Sie nicht direkt in den Anschluss für die Brennerauskleidung am Drahtvorschubgerät.
- Schauen Sie nicht direkt in die Öffnung des Brennerauskleidungsrohrs.
- Schauen Sie nicht direkt in die Drahtzuführdüse.
- Tragen Sie eine Schutzbrille.

|
1 |
Hebel |
2 |
Schweißdraht |
|
3 |
Drahtvorschubrollen |
4 |
Anschluss der Brennerauskleidung |
- Beide Hebel (1) nach unten klappen.
- Führen Sie den Schweißdraht (2) seitlich unterhalb des rechten Hebels (a) ein.
- Ziehen Sie den Schweißdraht oberhalb der rechten Drahtvorschubrolle (3) aus der Öffnung heraus und führen Sie ihn nach links in die nächste Öffnung (b) ein.
- Ziehen Sie den Schweißdraht oberhalb der linken Drahtvorschubrolle aus der Öffnung heraus und führen Sie ihn nach links in die nächste Öffnung (c) ein.
- Führen Sie den Schweißdraht unterhalb des linken Hebels in den Anschluss des Brennermantels (d) ein.
- Schieben Sie den Schweißdraht so weit heraus, bis er ca. 10 cm aus der Brennerhülsenverbindung (e) herausragt.
- Schieben Sie beide Hebel wieder nach oben.
Anschluss des Brennerrohrs an den Drahtvorschub #
- Führen Sie den Schweißdraht in die Brennerhülse ein.
- Verbinden Sie den Brennermantel mit dem Brennermantelanschluss am Drahtvorschubgerät.
Vorbereitung des Schweißbrenners #
Weitere Informationen #
Montage des Drahtvorschubmoduls #
HINWEIS Nr.
Achten Sie bei der Montage des Drahtvorschubmoduls darauf, dass die Drahtvorschubdüse parallel zur Schweißdüse ausgerichtet ist. Der Pilotlaser, der aus der Austrittsöffnung des Schweißbrenners austritt, muss genau auf die Mitte des ausgezogenen Schweißdrahts treffen.

|
1 |
Schraube |
2 |
Drahtvorschubmodul |
|
3 |
Drahtvorschubdüse |
4 |
Schweißdüse |
- Lösen Sie die Schrauben (1) am Drahtvorschubmodul (2).
- Schieben Sie das Drahtvorschubmodul (2) auf das Messrohr (a).
- Stellen Sie die Länge des Maßstabsrohrs oder die Brennebene des Lasers ein (siehe „Einstellung der Brennebene des Lasers“).
- Richten Sie die Drahtvorschubdüse (3) und die Schweißdüse (4) parallel zueinander aus.
- Ziehen Sie die Schrauben (2) an der Seite des Drahtvorschubmoduls fest.
Anbringen der Brennerhülse am Schweißbrenner #
WARNUNG #
Verletzungsgefahr
Beim Einfädeln und manuellen Bewegen des Schweißdrahtes kann es zu Augenverletzungen kommen.
- Schauen Sie nicht direkt in den Anschluss für die Brennerauskleidung am Drahtvorschubgerät.
- Schauen Sie nicht direkt in die Öffnung des Brennerauskleidungsrohrs.
- Schauen Sie nicht direkt in die Drahtzuführdüse.
- Tragen Sie eine Schutzbrille.
HINWEIS Nr.
Verlegen Sie die Brennerauskleidung nach Möglichkeit gerade oder mit großem Radius, damit der Schweißdraht beim Ausfahren nicht in die Kabel-Schlauch-Kombination eindringt.
Wurde der Schweißdraht neu eingefädelt, muss er einmal vollständig durch die Brennerauskleidung bis zum Ende geführt werden.

|
1 |
Drahtvorschubdüse |
2 |
Schnellkupplung der Drahtzufuhrdüse |
|
3 |
Drahtzuführungshaken für die Brennerhülse |
|
|
- Lassen Sie den Schweißdraht ca. 10 cm aus der Brennerhülse herausragen (siehe „Bedienung des Drahtvorschubgeräts“).
- Führen Sie den Schweißdraht in die Drahtzuführdüse (1) ein.
- Verbinden Sie den Brenneraufsatz mit der Schnellkupplung der Drahtvorschubdüse (2).
- Lassen Sie den Schweißdraht ca. 1 cm aus der Brennerhülse herausragen.
- Führen Sie die Brennerhülse durch den Drahtvorschubhaken (3).
Einstellen der Fokusebene des Lasers #

|
1 |
Maßstabrohr |
2 |
Maßstab |
|
3 |
Mutter |
|
|
Auf dem Skalenrohr (1) befindet sich eine Skala (2) von -15 bis +15. Je nachdem, welches Werkstück geschweißt wird, kann die Fokusebene des Laserstrahls entsprechend eingestellt werden.
|
Einstellung |
Beschreibung |
|---|---|
|
0 bis -15 |
Der Fokus verlagert sich auf den Bereich unterhalb der Oberfläche des zu schweißenden Werkstücks. Diese Einstellungen werden beispielsweise für dickes Blech verwendet. |
|
0 |
Der Fokus des Laserstrahls liegt direkt auf der Oberfläche des zu schweißenden Werkstücks. |
|
0 bis +15 |
Der Fokus verlagert sich auf den Bereich oberhalb der Oberfläche des zu schweißenden Werkstücks. Diese Einstellungen werden beispielsweise für dünnes Blech verwendet. |
- Lösen Sie die Mutter (3) von Hand (a).
- Ziehen Sie das Messrohr (1) je nach Material und Materialstärke auf den gewünschten Wert heraus oder schieben Sie es hinein.
- Ziehen Sie die Mutter von Hand fest.
Vorgang Nr.
GEFAHR #
Gefahr durch Stromschlag
Die Eingangsspannung des Lasers kann lebensgefährlich sein; daher sind alle Kabel, Steckverbinder und Maschinengehäuse als explosionsgefährdet einzustufen. Eine fehlerhafte Verkabelung kann zu Verletzungen oder Maschinenschäden führen.
- Vergewissern Sie sich vor dem Einschalten der Maschine, dass alle elektrischen Anschlüsse ordnungsgemäß angeschlossen und gegebenenfalls mit Schrauben gesichert sind.
- Erden Sie das handgeführte Laserschweißsystem ordnungsgemäß über den Schutzleiter des Stromkabels.
- Vergewissern Sie sich, dass die richtige Netzspannung verwendet wird, bevor Sie das Handlaserschweißsystem mit Strom versorgen, um Schäden am Gerät zu vermeiden. Beachten Sie die Angaben auf Ihrem jeweiligen Modell.
- Entfernen Sie die Schutzabdeckungen nicht, da dies zu einem Stromschlag führen und zum Erlöschen der Garantie führen kann.
- Bitte beachten Sie, dass alle externen Schaltungsanschlüsse, mit Ausnahme der Stromanschlüsse, der in der Norm IEC 61140 verwendeten Definition für geschützte Kleinstspannung (PELV) entsprechen. Die nicht stromführenden Ausgänge anderer an dieses Produkt angeschlossener Geräte müssen ebenfalls PELV- oder Sicherheitskleinstspannung (SELV) entsprechen.
WARNUNG #
Laserstrahlung – Laser der Klasse 4
Das Gerät erfüllt die Anforderungen für ein Produkt der Laserklasse 4.
- Beachten Sie die geltenden gesetzlichen und örtlichen Vorschriften zur Lasersicherheit.
- Eingriffe in die Maschine und Änderungen an ihr sind nicht zulässig.
- Reparaturen dürfen ausschließlich vom Maxphotonics durchgeführt werden.
WARNUNG #
Gefahr bei der Bedienung des Laserschweißsystems durch ungeschultes Personal
Falsche Einstellungen durch ungeschultes Personal können zu schweren Verletzungen und Schäden am System führen.
- Stellen Sie sicher, dass Eingaben am Display ausschließlich von geschultem Personal vorgenommen werden.
WARNUNG #



Verletzungsgefahr aufgrund fehlender persönlicher Schutzausrüstung
Beim Laserschweißen treten verschiedene Gefahren auf.
- Tragen Sie Ihre persönliche Schutzausrüstung, bestehend aus einer Laserschutzbrille, einem Laserschweißhelm oder einer Laserschutzmaske, Laserschutzhandschuhen, einer Laserschutzschürze und gegebenenfalls einem Gehörschutz.
- Stellen Sie sicher, dass die gesamte persönliche Schutzausrüstung für die auf dem Lasersicherheitsetikett angegebene Ausgangsleistung und den dort angegebenen Wellenlängenbereich ausgelegt ist.
- Tragen Sie lange Kleidung, die die Haut vollständig bedeckt, und lassen Sie Ärmel und Kragen zugeknöpft.
WARNUNG #
Verletzungsgefahr
Defekte oder unbrauchbare Sicherheits- und Schutzausrüstung kann zu schweren Verletzungen führen.
- Vergewissern Sie sich vor dem Einschalten der Maschine, dass alle Sicherheits- und Schutzvorrichtungen vorhanden und funktionsfähig sind!
- Lassen Sie defekte Sicherheits- und Schutzausrüstung reparieren.
- Deaktivieren Sie niemals die Sicherheits- und Schutzeinrichtungen.
WARNUNG #
Gefahr durch unsachgemäße Installation
Der Betrieb einer unvollständig montierten Maschine kann zu schweren Verletzungen führen.
- Betreiben Sie die Maschine nur, wenn sie vollständig installiert ist.
- Vergewissern Sie sich vor dem Einschalten der Maschine, dass alle Sicherheits- und Schutzvorrichtungen vorhanden und funktionsfähig sind.
WARNUNG #


Brand- und Explosionsgefahr
Die beim Schweißen entstehende Hitze und die Funken können Brände oder Explosionen verursachen.
- Achten Sie beim Schweißen auf mögliche Gefahren und treffen Sie die erforderlichen Vorsichtsmaßnahmen.
- Stellen Sie sicher, dass alle brennbaren und entzündlichen Materialien in sicherem Abstand zum Schweißbereich aufbewahrt werden.
- Führen Sie Laserschweißarbeiten nur in gekennzeichneten Bereichen durch, die frei von brennbaren Materialien sind.
- Vermeiden Sie Schweißarbeiten an Behältern, die brennbare oder entzündliche Stoffe enthalten. Wenn der Inhalt von Behältern nicht identifiziert werden kann, behandeln Sie diese als potenziell gefährlich.
- Halten Sie stets einen Feuerlöscher griffbereit und stellen Sie sicher, dass alle Schweißer eine umfassende Schulung im Umgang mit Feuerlöschern erhalten haben.
WARNUNG #
Verletzungsgefahr durch ein defektes Laserschweißsystem
Der Betrieb einer defekten Laserschweißanlage kann zu schweren Verletzungen und Schäden an der Laserschweißanlage führen.
- Betreiben Sie die Laserschweißanlage nur, wenn sie weder defekt noch beschädigt ist und keine Teile fehlen oder locker sitzen.
ACHTUNG #
Überhitzungsgefahr
Der Laserschweißer ist luftgekühlt, und der Schweißbrenner wird mit Gas gekühlt. Der Betrieb bei höheren Temperaturen kann die Alterung beschleunigen, den Schwellenwertstrom erhöhen und die Leistungseffizienz verringern.
- Sorgen Sie für eine ausreichende Belüftung des Arbeitsbereichs.
- Schalten Sie den Laserschweißer aus und wenden Sie sich an den Kundendienst, falls das Gerät überhitzt.
ACHTUNG #
Stolper- und Sturzgefahr
Falsch verlegte Kabel können zu Verletzungen durch Stolpern oder Stürzen führen.
- Stellen Sie nach der Installation und vor der Inbetriebnahme der Laserschweißanlage sicher, dass die Kabel korrekt verlegt sind und keine Schleifen oder Hindernisse bilden.
Weitere Informationen #
Bedienung des Laserschweißgeräts #
WARNUNG #
Verletzungsgefahr durch unbefugte Nutzung
Während des Betriebs kann es zu Unfällen kommen, wenn die Maschine von unbefugten Personen benutzt wird.
- Lassen Sie das Gerät während des Betriebs nicht unbeaufsichtigt.
- Entfernen Sie den Sicherheitsschlüssel, um zu verhindern, dass Unbefugte die Maschine bedienen.
Weitere Informationen #
Einschalten des Laserschweißgeräts #
- Schalten Sie den Netzschalter auf der Rückseite des Laserschweißgeräts ein.
- Auf dem Display werden Sicherheitshinweise angezeigt.
-
- Bestätigen Sie die Sicherheitshinweise, indem Sie auf die Schaltfläche „Akzeptieren“ klicken.
- Der Basis-Modus wird automatisch eingestellt.
- Stecken Sie den Sicherheitsschlüssel in den Schlüsselschalter und drehen Sie ihn in Position 1.

Den Schweißvorgang starten #
GEFAHR #

Einatmen von Schweißrauch
Die Wechselwirkung des Lasers mit Zielmaterialien wie Kunststoffen, Metallen und Verbundwerkstoffen kann dazu führen, dass diese verdampfen und giftige sowie gefährliche Rauch- und Dampfwolken entstehen. Diese sind oft unsichtbar und stellen ein ernsthaftes Gesundheitsrisiko dar. Der Kontakt mit Schweißrauch kann sich negativ auf Lunge, Herz, Nieren und das zentrale Nervensystem auswirken.
Bei schlechter Belüftung in geschlossenen Räumen können giftige Dämpfe und Gaskonzentrationen zu Bewusstlosigkeit oder Erstickung führen, und Stickoxide in hohen Konzentrationen können tödlich sein.
- Installieren Sie Absauganlagen, um gefährliche Dämpfe, Gase, Partikel und gefährliche Rückstände aus dem Arbeitsbereich zu entfernen.
- Lesen Sie die Sicherheitsdatenblätter und Warnhinweise für alle verwendeten Schweißmaterialien und befolgen Sie diese.
- Beachten Sie, dass in kleinen Räumen oder anderen risikobehafteten Situationen zusätzlich zur Absauganlage eine Frischluftzufuhr erforderlich sein kann.
- Arbeiten Sie stets in gut belüfteten Räumen.
- Überwachen Sie regelmäßig die Luftqualität, um die Konzentration schädlicher Dämpfe im Arbeitsbereich zu ermitteln.
- Halten Sie Ihren Kopf beim Schweißen von der Rauchquelle fern, um zu vermeiden, dass Sie den gefährlichen Dämpfen ausgesetzt sind.
- Tragen Sie in engen Räumen oder in anderen Situationen, in denen dies erforderlich sein könnte, Atemschutz.
WARNUNG #
Gefahr durch Laserstrahlung!
Der Kontakt mit Laserstrahlung kann zu irreversiblen Schäden an der Netzhaut oder der Hornhaut führen.
- Um mögliche Augenverletzungen zu vermeiden, sollten Sie nicht direkt in den Strahlaustritt des Lasers blicken und bei der Verwendung des Lasers unbedingt eine geeignete Laserschutzbrille tragen.
- Öffnen Sie das handgeführte Laserschweißsystem nicht, da es keine Teile oder Reparaturmöglichkeiten gibt, die für den Benutzer vorgesehen sind.
WARNUNG #


Verletzungsgefahr durch Reflexionen
Während des Schweißvorgangs können sowohl diffuse als auch spiegelnde Reflexionen entstehen, die in unterschiedlichen Winkeln in der Nähe der Austrittsöffnung des Schweißbrenners auftreten und schwere Schäden an Netzhaut oder Hornhaut verursachen können. Dies kann potenziell zu dauerhaften Augenschäden führen. Laserstrahlen der Klasse 4 können zudem bei der Handhabung der Geräte oder in deren Umgebung Brände sowie Haut- und Materialschäden verursachen.
- Tragen Sie geeignete persönliche Schutzausrüstung: Laserschutzbrille/Laserschweißhelm, Laserschutzhandschuhe, Laserschutzschürze.
- Der Benutzer und Dritte müssen stets auf mögliche Reflexionen achten. Eine falsche Konfiguration der Lasereinstellungen kann zu vermehrten Reflexionen führen.
- Der Benutzer und Dritte müssen sich stets hinter dem Schweißbrenner aufhalten.
- Stellen Sie sicher, dass sich während des Schweißvorgangs keine Personen im Reflexionsbereich aufhalten und dass keine brennbaren Materialien vorhanden sind.
- Verwenden Sie eine Düse, die für die Schweißposition geeignet ist.
- Beim Schweißen stark reflektierender Materialien (z. B. Aluminium oder Kupfer) ist besondere Vorsicht geboten, da ein Teil der Laserstrahlenergie vom Schweißbereich reflektiert werden kann.
- Vergewissern Sie sich, dass Sie den zu erwartenden Reflexionskegel für jedes bearbeitete Teil kennen, und vermeiden Sie es, in den zu erwartenden Reflexionskegel zu blicken oder einen Körperteil in diesen zu bewegen.
WARNUNG #

Verbrennungsgefahr durch heiße Oberflächen
Das Berühren heißer Oberflächen an Werkstücken kann zu Verbrennungen führen.
- Tragen Sie die persönliche Schutzausrüstung: Laserschutzhandschuhe.
ACHTUNG #

Gefahr von Hörschäden
Das Laserschweißen von lärmemittierenden Werkstücken erzeugt Geräusche, die zu Hörschäden führen können.
- Tragen Sie einen Gehörschutz.
- Stellen Sie die Schweißparameter am Display ein (siehe Basis- und Expertenmodus).
- Überprüfen und stellen Sie den Durchfluss des Schutzgases ein.
- Überprüfen und stellen Sie den Durchfluss des Schutzgases über die Schaltfläche „Gas manuell“ auf der Registerkarte „Startseite“ im Menü „Expertenmodus“ein (siehe Registerkarte „Startseite“).
- Befestigen Sie die Werkstückklemme am zu schweißenden Werkstück.
- Erfüllen Sie die Sicherheitsanforderungen:
- Der Benutzer und eventuelle Dritte tragen die vorgeschriebene persönliche Schutzausrüstung (siehe Persönliche Schutzausrüstung (PSA)) und befinden sich außerhalb des Gefahrenbereichs (siehe Gefahrenbereich).
- Das Lasergehäuse (siehe „Ausstattung der Arbeitsstation“) ist für das Laserschweißen bereit.
- Überprüfen Sie die Sicherheits- und Schutzvorrichtungen (siehe Lasersicherheitsmaßnahmen). Die Türen sind geschlossen und der Türverriegelungsschalter ist an die Maschine angeschlossen.
- Schalten Sie den Laser über die Schaltfläche „Laser aktivieren “ ein.
- Es erscheint eine Meldung.
-
- Klicken Sie auf die Schaltfläche „Schließen “.
- Der Laser ist aktiviert und kann verwendet werden.
- Halten Sie den Laserauslöser gedrückt.

Den Schweißvorgang unterbrechen #
- Lassen Sie den Laserauslöser los.
Ausschalten des Laserschweißgeräts #
- Schalten Sie den Netzschalter auf der Rückseite des Laserschweißgeräts aus.
- Stecken Sie den Sicherheitsschlüssel in den Schlüsselschalter und drehen Sie ihn in Position 0.
- Entfernen Sie den Sicherheitsschlüssel, um zu verhindern, dass Unbefugte die Maschine bedienen.
- Ziehen Sie den Netzstecker aus der Steckdose.
Bedienung der Benutzeroberfläche #
WARNUNG #
Gefahr bei der Bedienung des Laserschweißsystems durch ungeschultes Personal
Falsche Einstellungen durch ungeschultes Personal können zu schweren Verletzungen und Schäden am System führen.
- Stellen Sie sicher, dass Eingaben am Display ausschließlich von geschultem Personal vorgenommen werden.

|
1 |
Menüleiste |
2 |
Schaltfläche „Grundmodus“ |
|
3 |
Schaltfläche „Expertenmodus“ |
4 |
Schaltfläche „Prozessparameter“ |
|
5 |
Schaltfläche „Systeminformationen“ |
6 |
Schaltfläche „Konfigurieren“ |
|
7 |
Registerkarten |
8 |
Registerkarte „Startseite“ |
|
9 |
Registerkarte „Details“ |
10 |
Registerkarte „Status“ |
|
11 |
Registerkarte „Warnung“ |
12 |
Benutzeroberfläche |
Weitere Informationen #
Anpassen der Parameter #
- Klicken Sie auf das Eingabefeld neben dem anzupassenden Parameter.
- Es wird ein Ziffernblock angezeigt, über den der gewünschte Wert eingegeben werden kann.
- Klicken Sie auf die Schaltfläche „Enter“, um die Einstellung zu bestätigen.
-
- Klicken Sie auf die Schaltfläche „Speichern unter“, um die Änderungen zu speichern.

- Der Parametersatz wird im Menü „Prozessparameter> Anpassen“ gespeichert. Hier können bis zu 32 Parametersätze gespeichert werden.
Grundmodus #

|
1 |
Schaltfläche „Grundmodus“ |
2 |
Materialparameter |
|
3 |
Dickenparameter |
4 |
Schweißverfahren-Parameter |
|
5 |
Taste „Drahtvorschub“ |
6 |
Knopf in Fischschuppenoptik |
|
7 |
Taste „Laser aktivieren“ |
|
|
- Im Menü „Grundmodus“(1) stehen die Parameter Werkstoff (2), Dicke (3) und Schweißverfahren (4) zur Verfügung.
- Die Drahtzufuhr wird über die Taste „Drahtzufuhr“ (5) gestartet.
- Das Fischschuppenmuster wird über die Schaltfläche „Fischschuppen“ (6) aktiviert.
Modus D #
Der Modus D ist nur für den Laserschweißer MA1-35 verfügbar.

Der Modus wird über die Aus-Taste aktiviert und deaktiviert. Die Werte -1 bis +2 können am Regler eingestellt werden. Der Modus D+ kann nur aktiviert werden, wenn die Maschinenleistung ≥ 90 % beträgt. Durch die Auswahl verschiedener Optionen kann die Maschine so eingestellt werden, dass ihre Leistung auf über 100 % gesteigert wird, um eine bessere Schweißtiefe zu erzielen.
Expertenmodus #
Klicken Sie auf die Schaltfläche „Expertenmodus“, um die Benutzeroberfläche des Expertenmodus zu öffnen und erweiterte Schweißeinstellungen sowie detaillierte Einstellungen vorzunehmen.
Die Einstellungen können im Menü „Expertenmodus“auf den Registerkarten „Startseite“, „Details“, „Status“ und „Warnungen“ vorgenommen werden.
Weitere Informationen #
Registerkarte „Startseite“ #
Klicken Sie auf die Registerkarte „Start“, um die Benutzeroberfläche zu öffnen und die Parameter einzustellen.

|
1 |
Schaltfläche „Expertenmodus“ |
2 |
Startseite |
|
3 |
Eingabefeld „Wobble-Breite“ |
4 |
Eingabefeld für die Laserleistung |
|
5 |
Eingabefeld „Wackelfrequenz“ |
6 |
Taste „Drahtvorschub“ |
|
7 |
Schaltfläche „Laser aktivieren/deaktivieren“ |
8 |
Manueller Gashebel |
|
9 |
Taste „Laser aktivieren“ |
|
|
|
Einstellung |
Beschreibung |
|---|---|
|
Schwankungsbreite |
Einstellbar von 0 bis 4 mm. |
|
Laserleistung |
Einstellbar von 0 bis 100 %. 100 % = Maximale Maschinenleistung |
|
Schwingungsfrequenz |
Die maximale Schwingungsfrequenz beträgt 220 Hz bei voller Schwingungsbreite. Bei verringerter Schwingungsbreite kann die Schwingungsfrequenz entsprechend erhöht werden. |
|
Drahtvorschub |
Schaltet den Drahtvorschub ein/aus. |
|
Laser |
Schaltet das Laser-Netzteil ein. |
|
Bedienungsanleitung für Gasgeräte |
Aktiviert bzw. deaktiviert den manuellen Gastest zur Überprüfung und Einstellung des Gasdurchflusses. |
|
Laser aktivieren |
Schaltet den Laser ein. Der Laserschweißer ist betriebsbereit. |
Registerkarte „Details“ #
Klicken Sie auf die Registerkarte „Details“, um die Benutzeroberfläche zu öffnen und die detaillierten Parametereinstellungen vorzunehmen.
HINWEIS Nr.
Die Werte für die Laserleistung, die Wobble-Frequenz und die Wobble-Breite auf dieser Oberfläche entsprechen denen, die auf der Hauptseite angezeigt werden.

|
1 |
Schaltfläche „Expertenmodus“ |
2 |
Menü „Details“ |
|
3 |
Taste „Drahtvorschub“ |
4 |
Schaltflächen für den Hellmodus |
|
5 |
Eingabefelder für Parameter |
6 |
Schaltfläche „Speichern unter“ |
|
7 |
Taste zur Einstellung der Drahtzufuhr |
|
|
|
Einstellung |
Beschreibung |
|---|---|
|
Drahtvorschub |
Grau: Der Drahtvorschub ist ausgeschaltet. Orange: Der Drahtvorschub ist mit dem Laser synchronisiert. |
|
Hellmodus |
Der Light-Modus ist in drei Varianten erhältlich:
|
|
Laserleistung [%] |
Einstellung der Laserausgangsleistung. |
|
Schwingungsfrequenz [Hz] |
Einstellung der Laser-Wobble-Frequenz. |
|
Schwenkbreite [mm] |
Einstellung der Schwankungsbreite. |
|
Verzögerung bei der Gaszufuhr [ms] |
Einstellung der Vorlaufzeit vor der Laseremission. |
|
Verzögerung beim Abschalten der Gaszufuhr [ms] |
Einstellung der Nachlaufzeit nach dem Ausschalten des Lasers. |
Weitere Informationen #
Einstellung des Lichtmodus #
Der Lichtmodus ist in drei Varianten verfügbar (4). Klicken Sie auf eine der Schaltflächen, um die Einstellungen für den jeweiligen Modus auf der Benutzeroberfläche vorzunehmen.
|
Modus |
Einstellung |
Beschreibung |
|---|---|---|
|
CW Puls |
Verzögerung beim Ausschalten [ms] |
Einstellung der Nachlaufzeit nach Beendigung der Laseremission. |
|
Anlaufzeit [ms] |
Anlaufphase, bis der Laser seine eingestellte Leistung erreicht hat. Der Wert muss mindestens 100 ms betragen. |
|
|
Auslaufzeit [ms] |
Abklingphase nach dem Ausschalten der Laserleistung. |
|
|
Puls |
Laserfrequenz [Hz] |
Laserimpulse pro Sekunde. |
|
Einschaltdauer [%] |
Einschaltfaktor, Verhältnis von Laser-Einschaltzeit zu Laser-Ausschaltzeit. |
|
|
Schießen |
Aufnahmezeit [ms] |
Dauer der Laserbeleuchtung. |
|
Aufnahmeintervall [ms] |
Zeitintervall zwischen einzelnen Tack-Ereignissen. |
Einstellung der Drahtvorschubparameter #
HINWEIS Nr.
Der Drahtvorschub und das Drahtvorschubmodul müssen an den Laserschweißer angeschlossen sein, damit Änderungen an den Drahtvorschubparametern vorgenommen werden können.
- Klicken Sie im Menü „Expertenmodus“auf die Registerkarte „Details “.
- Klicken Sie auf die Schaltfläche „Drahtvorschubeinstellungen“ , um die Drahtvorschubparameter im Menü „Drahtvorschubeinstellungen“ anzupassen.
- Stellen Sie die Drahtvorschubgeschwindigkeit ein.
Das Menü „Drahtvorschubeinstellungen“ kann auch über die Schaltfläche „Drahtvorschubeinstellungen“ im Menü „Prozessparameter“ aufgerufen werden (siehe „Prozessparameter“).

|
1 |
CW- und Pulse-Tasten |
2 |
Eingabefelder für Parameter |
|
Modus |
Einstellung |
Beschreibung |
|---|---|---|
|
CW Puls |
Drahtvorschubgeschwindigkeit [mm/s] |
Einstellung der Drahtvorschubgeschwindigkeit Verringern Sie die Geschwindigkeit bei kleinen Konturen oder dicken Materialien. |
|
Rückzugsgeschwindigkeit [mm/s] |
Nach dem Abschalten wird der Draht mit der eingestellten Geschwindigkeit aus dem Schmelzbad gezogen. |
|
|
Verzögerung [ms] |
Verzögerung nach dem Einschalten der Laserleistung. Der Draht startet, nachdem die Laserleistung eingeschaltet wurde. |
|
|
Verzögerung bei der erneuten Eingabe [ms] |
Verzögerter Rückzug aus dem Schmelzbad. |
|
|
Auszugslänge [mm] |
Einstellbereich für die Länge, um die der Draht aus dem Schmelzbad herausgezogen wird. |
|
|
Einlauflänge [mm] |
Nach dem Zurückziehen wird der Draht wieder in die optimale Position für den Start des Prozesses geschoben. |
|
|
Puls |
Impulsdauer [ms] |
Dauer der Laserbeleuchtung. |
|
Glätte der Textur [%] |
Glätten der Naht. Je höher der Wert, desto glatter die Naht. |
Registerkarte „Status“ #
Klicken Sie auf die Registerkarte „Status“, um die Benutzeroberfläche aufzurufen und den aktuellen Gasdruck, die Temperatur des Sicherheitsglases sowie Informationen zum Betriebsstatus des Laserschweißsystems anzuzeigen.

|
1 |
Schaltfläche „Expertenmodus“ |
2 |
Statusmenü |
|
3 |
Anzeigefeld für den Gasdruck |
4 |
Anzeigefeld für die Schutzgas-Temperatur |
|
5 |
Statusfelder |
|
|
|
Einstellung |
Beschreibung |
|---|---|
|
Gasdruck |
Zeigt den aktuellen Schutzgasdruck an. |
|
P-Lens-Temperatur |
Zeigt die aktuelle Temperatur des Sicherheitsglases im Schweißbrenner an. |
|
Laser |
Grün: Der Laser ist aktiviert. Grau: Standby |
|
Rotlicht |
Grün: Die rote Leuchte leuchtet auf. Grau: Standby |
|
Gas |
Grün: Das Schutzgasventil ist geöffnet. Grau: Standby |
|
Drahtvorschub |
Grün: Der Drahtvorschub ist aktiviert. Grau: Standby |
|
Sicherheitsverriegelung |
Grün: Der Türkontakt ist geschlossen. Gray: Der Türkontakt ist offen. |
|
Fackelübergabe |
Grün: Das Schleifenkabel hat Kontakt mit der Schweißdüse. Gray: Die Sicherheitsschaltung ist unterbrochen. |
Registerkarte „Warnung“ #
Klicken Sie auf die Registerkarte „Warnungen“, um alle vom Laserschweißsystem generierten Alarminformationen anzuzeigen.
Sie werden auf Probleme oder potenzielle Probleme hingewiesen, die eine Fehlerbehebung erfordern.

|
1 |
Schaltfläche „Expertenmodus“ |
2 |
Warnungsmenü |
|
3 |
Warnung: Für den Benutzer relevant |
4 |
Warnung: Relevant für den Service |
|
Einstellung |
Beschreibung |
|---|---|
|
Torch Communicate |
Die Kommunikation zwischen dem Laser und dem Handschweißkopf funktioniert nicht ordnungsgemäß. Überprüfen Sie, ob die Kabel angeschlossen sind (siehe „Anschluss des Laserschweißgeräts“), und wenden Sie sich an den Kundendienst (siehe „Importeur/Kundendienst“). |
|
Not-Aus |
Laser-Not-Aus-Alarm: Überprüfen Sie, ob der Not-Aus-Schalter betätigt wurde. |
|
Verriegelungsalarm |
Prüfen Sie, ob die zweikanalige externe Sicherheitsschnittstelle geschlossen ist (Türverriegelungsschalter). |
|
Erkennung von Erdungsverbindungen |
Wenn die Schutzleiterverbindung (PE) nicht korrekt angeschlossen ist, löst das Gerät einen Alarm aus. Auch wenn kein Erdschluss festgestellt wird, löst das Gerät dennoch einen Alarm aus. Bitte wenden Sie sich an den Kundendienst (siehe Impressum). |
|
Gas |
Der Schutzgasdruck ist zu niedrig. Bitte überprüfen Sie, ob die Schutzgaszufuhr geöffnet ist und ob die Gasflasche über ausreichend Druck verfügt. |
|
P-Lens-Temperatur |
Die Temperatur des Sicherheitsglases ist zu hoch. Bitte überprüfen Sie:
|
Alle anderen Fehlermeldungen sind ausschließlich für den Kundendienst bestimmt (siehe Importeur/Kundendienst) und erfordern keine Maßnahmen seitens des Benutzers.
Prozessparameter #
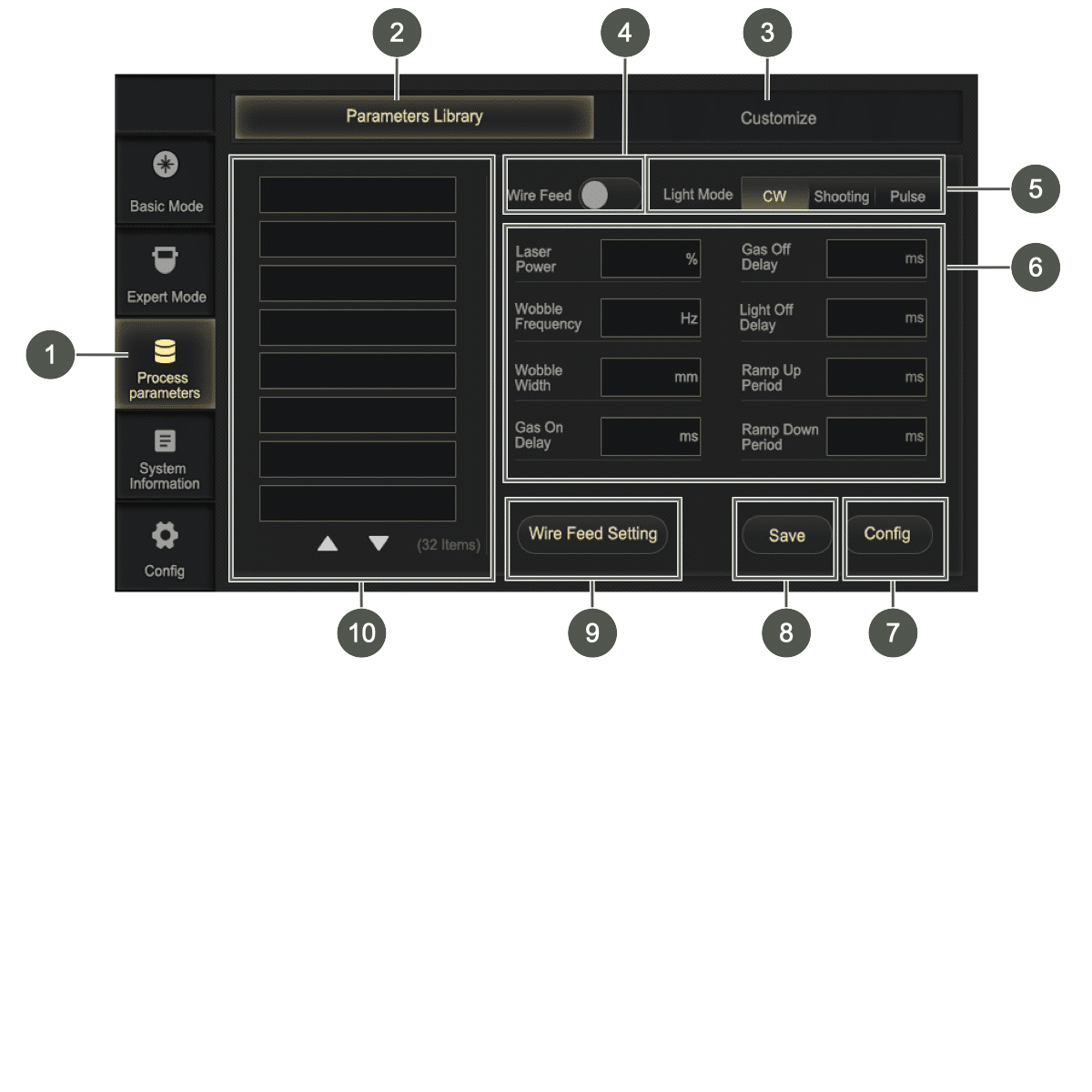
Klicken Sie auf die Schaltfläche „Prozessparameter“ (1), um die Benutzeroberfläche zu öffnen und die Parametersätze auf den Registerkarten „Parameterbibliothek“ (2) und „Anpassen“ (3) zu erstellen und zu verwalten.
Es stehen vier Seiten zur Verfügung, auf denen insgesamt 32 Parametersätze gespeichert werden können.
Weitere Informationen zu den Parametern finden Sie im Abschnitt „Expertenmodus“; siehe „Expertenmodus“.
Parameterbibliothek #
Auf der Registerkarte „Parameterbibliothek“ (2) der Benutzeroberfläche können Einstellungen in vordefinierten Parametersätzen vorgenommen werden.
Anpassen #
Auf der Benutzeroberfläche der Registerkarte „Benutzerdefiniert (3) “ können Einstellungen in vordefinierten Parametersätzen vorgenommen werden.
Weitere Informationen #
Verwaltung der Parametersätze #
- Klicken Sie in der Liste auf einen Parametersatz (10) um die Parameter anzuzeigen.
- Klicken Sie auf das Eingabefeld neben dem Parameter (6), um den Parameter zu bearbeiten.
- Es wird ein Ziffernblock angezeigt, über den der gewünschte Wert eingegeben werden kann.
- Klicken Sie auf die Schaltfläche „Enter“, um die Einstellung zu bestätigen.
-
- Klicken Sie auf die Schaltfläche „Speichern“ (8), um die Änderungen zu speichern.
- Es öffnet sich ein Dialogfeld.
-

- Klicken Sie in das Eingabefeld neben dem Namen des Parametersatzes.
- Speichern Sie den Parametersatz.
- Schaltfläche „Speichern “: Der Parametersatz wird mit den neuen Einstellungen und dem bisherigen Namen des Parametersatzes aktualisiert.
- Schaltfläche „Speichern “: Der Parametersatz wird unter dem neuen Namen gespeichert.
- Schaltfläche „Abbrechen “: Das Dialogfeld wird geschlossen. Es werden keine Änderungen gespeichert.
- Klicken Sie auf die Schaltfläche „Config“(7), wenn der ausgewählte Parametersatz für die aktuellen Schweißeinstellungen verwendet werden soll.

Erstellen eines Parametersatzes #
- Klicken Sie auf ein leeres Feld in der Liste der Parametersätze.
- Klicken Sie auf die Schaltfläche „Speichern “.
- Es öffnet sich ein Dialogfeld.
-
- Klicken Sie in das Eingabefeld neben dem Namen des Parametersatzes.
- Weisen Sie dem Parametersatz einen neuen Namen zu.
- Erstellen Sie einen neuen Parametersatz, indem Sie auf die Schaltfläche „Speichern“ klicken.
Einen Parametersatz löschen #
Wenn die maximale Anzahl an Parametersätzen erreicht ist, muss der Parametersatz überschrieben oder gelöscht werden.
Wenn Sie den Parametersatz speichern, überschreiben Sie den Namen des Parametersatzes oder geben Sie den neuen Namen „EMPTY“ ein und speichern Sie, um den Parametersatz zu löschen.
Systeminformationen #
Klicken Sie auf die Schaltfläche „Systeminformationen“, um die Details zum System anzuzeigen.
Klicken Sie auf den Pfeil unten rechts, um die Laserinformationen anzuzeigen.

Systeminformationen #
Im Bereich „Systeminformationen“ werden wichtige Informationen wie Versionsangaben und kommerzielle Daten angezeigt:
- Modell
- Seriennummer des Mainboards
- Brenner-Seriennummer
- Softwareversion
- Hardware-Version
- MCU-Version
- Laser-Version
- Drahtvorschubgerät-Ausführung
Allgemeine Informationen #
Im Bereich „Allgemeine Informationen“ werden folgende Informationen angezeigt:
- Bestelldatum
- Verfallsdatum
- Autorisierungscode
- Maschinendatum
- Maschinenzeit
Der im Rahmen der Schulung erhaltene Autorisierungscode kann in den allgemeinen Informationen eingegeben werden, um das Gerät zu entsperren oder die zulässige Betriebszeit zu verlängern.
Wenn das Ablaufdatum der Software näher rückt, erscheint ein Dialogfeld, das den Benutzer über das bevorstehende Ablaufdatum informiert.
Um eine unterbrechungsfreie Nutzung des Geräts zu gewährleisten, muss der Kundendienst kontaktiert werden (siehe Importeur/Kundendienst) und ein neuer Lizenzcode angefordert werden.

Informationen zum Laser #

Systemeinstellungen #
Für den Zugriff auf die Systemeinstellungen benötigen Sie ein Service-Passwort. Das Service-Passwort wird ausschließlich an autorisierte Händler vergeben, die die Schulung bei Maxphotonics erfolgreich absolviert haben.
Hier gibt es keine Einstellungen, die der Benutzer vornehmen muss, um das System zu bedienen.
Bedienung des Drahtvorschubgeräts #
WARNUNG #
Verletzungsgefahr
Beim Einfädeln und manuellen Bewegen des Schweißdrahtes kann es zu Augenverletzungen kommen.
- Schauen Sie nicht direkt in den Anschluss für die Brennerauskleidung am Drahtvorschubgerät.
- Schauen Sie nicht direkt in die Öffnung des Brennerauskleidungsrohrs.
- Schauen Sie nicht direkt in die Drahtzuführdüse.
- Tragen Sie eine Schutzbrille.
|
Abbildung |
Schaltfläche |
Beschreibung |
|---|---|---|
|
|
Ein-/Aus-Taste/Einschalttaste |
Ein- und Ausschalten des Drahtvorschubgeräts. Die Taste leuchtet rot, wenn der Drahtvorschub eingeschaltet ist. |
|
|
Manueller Drahtvorschub |
Manueller Drahtvorschub. Dies wird beim Schweißen oder beim Wechseln der Drahtrolle verwendet. Die Taste leuchtet grün, wenn der Drahtvorschub den Draht nach vorne schiebt. Der automatische Drahtvorschub wird durch 5 Sekunden langes Drücken der Taste aktiviert. Um den automatischen Drahtvorschub zu stoppen, drücken Sie die Taste kurz. Der Drahtvorschub kann auch über das Display am Laserschweißgerät (siehe Expertenmodus) oder über den Drahtvorschubschalter am Schweißbrenner (siehe Schweißbrenner) aktiviert und gesteuert werden. |
|
|
Schaltfläche für manuelle Auszahlung |
Manuelles Herausziehen des Drahtes. Dies wird bei den täglichen Schweiß- oder Reinigungsarbeiten verwendet. Die Taste leuchtet grün, wenn der Stecker herausgezogen wird. |



Reinigung und Austausch von Verschleißteilen #
Eine regelmäßige Inspektion und Überprüfung der Verschleißteile durch den Anwender ist erforderlich und verringert das Auftreten von Schweißproblemen und mangelhaften Schweißergebnissen, verlängert die Lebensdauer und gewährleistet die Sicherheit des Anwenders.
Dazu gehören:
- Sicherheitsglas
- Schweißdüse
- Drahtvorschub
GEFAHR #
Gefahr tödlicher Verletzungen durch unsachgemäße Änderungen am Laserschweißsystem
Reparaturen durch nicht qualifizierte Personen und die Verwendung nicht zugelassener Ersatzteile können während des Betriebs zu schweren Verletzungen durch Stromschlag oder Verbrennungen und sogar zum Tod führen.
- Reparaturen an der Maschine dürfen ausschließlich von Maxphotonics durchgeführt werden.
- Führen Sie Arbeiten nur an den im Abschnitt „Reinigung und Austausch von Verschleißteilen“ beschriebenen Bauteilen durch.
- Es ist strengstens untersagt, das handgeführte Laserschweißsystem ohne Genehmigung zu zerlegen und wieder zusammenzubauen, da dies zu Stromschlägen oder Verbrennungen sowie zu Schäden an den betroffenen Komponenten führen kann.
- Eine Demontage des Produkts ohne Genehmigung führt zum Erlöschen der Garantie.
WARNUNG #
Verletzungsgefahr durch ein defektes Laserschweißsystem
Der Betrieb einer defekten Laserschweißanlage kann zu schweren Verletzungen und Schäden an der Laserschweißanlage führen.
- Betreiben Sie die Laserschweißanlage nur, wenn sie weder defekt noch beschädigt ist und keine Teile fehlen oder locker sitzen.
HINWEIS Nr.
Reparaturarbeiten dürfen nur von unserem Kundendienst durchgeführt werden.
Reparaturen #
- Wenden Sie sich an Maxphotonics , falls Reparaturen erforderlich werden (siehe „Importeur/Kundendienst“).
- Verpacken Sie das Produkt in einer geeigneten Verpackung (Originalverpackung) und senden Sie es zurück.
- Ist die Gewährleistungsfrist für das Produkt abgelaufen oder wird der Umfang der Gewährleistung überschritten, hat der Kunde die Reparaturkosten zu tragen.
- Der Hersteller behält sich das Recht vor, das Design oder die Konstruktion der Produkte zu ändern; die Informationen können ohne vorherige Ankündigung geändert werden.
Ersatzteile #
Wenden Sie sich an den Kundendienst (siehe „Importeur/Kundendienst“) oder besuchen Sie den Online-Shop von Maxphotonics Sie Ersatzteile benötigen.
- Geben Sie den folgenden Link in das Suchfeld des Browsers ein oder scannen Sie den QR-Code.
- theo.inc/de/shop/shop-categories/
Weitere Informationen #
Laserschweißgerät #
WARNUNG #
Verletzungsgefahr
Trennen Sie das Gerät vor der Reinigung vom Stromnetz.
- Lassen Sie Reparaturarbeiten am Gerät Maxphotonics von Maxphotonics durchführen.
Weitere Informationen #
Sichtprüfung des Laserschweißgeräts #
- Überprüfen Sie, ob sich alle Lüfter beim Einschalten gleichmäßig und reibungslos drehen.
- Überprüfen Sie die Gasschläuche auf Undichtigkeiten.
- Prüfen Sie, ob sich das Drahtvorschubmodul und die Isolierung gelöst haben.
- Überprüfen Sie, ob das Schleifenkabel defekt ist.
Reinigung des Laserschweißgeräts #
Das Handlaserschweißgerät ist luftgekühlt. Die Lüftungskanäle und das Lüftungsgitter müssen daher regelmäßig, mindestens jedoch alle zwei Monate, gereinigt werden.
Der Benutzer muss regelmäßig mit einem Staubsauger und Druckluft den Staub im Inneren des Laserschweißgeräts absaugen bzw. ausblasen.
Wir empfehlen, das Gerät einmal pro Woche mit Druckluft von maximal 2 bar zu reinigen.

- Schalten Sie den Laserschweißer am Netzschalter aus und trennen Sie ihn von der Stromversorgung.
- Warten Sie, bis sich der Laserschweißer ausgeschaltet hat.
- Den Laserschweißer im oberen Bereich mit Druckluft ausblasen und grobe Verschmutzungen entfernen.
Reinigung des Gitters (Ansaugseite) #
HINWEIS Nr.
Reinigen Sie das Gitter des handgeführten Laserschweißsystems regelmäßig, mindestens alle drei Monate, um Staub und Verunreinigungen aus dem Lufteinlass zu entfernen.
- Schalten Sie den Laserschweißer am Netzschalter aus und trennen Sie ihn von der Stromversorgung.
- Warten Sie, bis sich der Laserschweißer ausgeschaltet hat.
- Stellen Sie das Gerät auf der linken Seite auf eine weiche Unterlage.
- Lösen Sie die 6 Kreuzschlitzschrauben an der Unterseite des Gitters.
- Entfernen Sie das Gitter.
- Saugen Sie die drei runden Lüftungsöffnungen und die längliche Öffnung ab.
- Blasen Sie die Lüftungsöffnungen mit leicht komprimierter Luft aus.
- Reinigen Sie das Gehäuse mit einem sauberen Tuch.
Schweißbrenner #
Weitere Informationen #
Reinigung des Schweißbrenners #
HINWEIS Nr.
Reinigen Sie den Schweißbrenner mit einem trockenen Tuch, nicht mit Druckluft.
- Entfernen Sie Verunreinigungen vom Schweißbrenner mit einem sauberen Tuch.
Austausch des Sicherheitsglases #
ACHTUNG #
Beschädigung des Geräts
Die optische Leistung des Handlaserschweißgeräts wird durch ein Sicherheitsglas mit Antireflexbeschichtung geleitet. Staub oder Schmutz auf dem Sicherheitsglas können schwere Schäden verursachen, die zum Durchbrennen des Handlaserschweißgeräts oder zu Fehlfunktionen nachgeschalteter optischer Geräte führen können.
- Wechseln Sie das Sicherheitsglas in regelmäßigen Abständen, je nach Einsatzhäufigkeit des Laserschweißgeräts.
HINWEIS Nr.
Berühren Sie das Sicherheitsglas nicht direkt mit den Fingern. Direkter Hautkontakt kann das Sicherheitsglas verunreinigen und unbrauchbar machen.
Wenn sich während des Schweißvorgangs Ruß bildet oder die Laserleistung nachlässt, kann dies an einem verschmutzten Schutzglas liegen.

|
1 |
Rändelschraube |
2 |
Fach für Sicherheitsglas |
|
3 |
Welle |
4 |
Dichtungsring |
|
5 |
Sicherheitsglas |
|
|
- Schalten Sie den Laserschweißer am Netzschalter aus und trennen Sie ihn von der Stromversorgung.
- Lösen Sie die Rändelschraube (1).
- Ziehen Sie das Sicherheitsglasfach (2) aus dem Schweißbrenner heraus.
- Kleben Sie die Welle (3) des Sicherheitsglasfachs mit Abdeckband ab, um die Optik vor Verschmutzungen zu schützen.
- Entfernen Sie den Dichtungsring (4).
- Kippen Sie das Sicherheitsglas (5) nach außen.
- Setzen Sie ein neues Schutzglas ein und wischen Sie es mit dem Tuch im Schutzglasfach ab.
-
- Setzen Sie den Dichtungsring ein.
- Zieh das Klebeband ab.
- Setzen Sie das Sicherheitsglasfach in den Schweißbrenner ein.
- Ziehen Sie die Rändelschraube fest.

Drahtvorschubgerät #
Weitere Informationen #
Sichtprüfung des Drahtvorschubgeräts #
Bevor Sie den Drahtvorschub in Betrieb nehmen, überprüfen Sie die folgenden Komponenten auf Beschädigungen:
- Steuerkabel und Stecker
- Funktionen der Stromversorgung und des Drahtvorschubknopfes
- Bremsmechanismus von Lenkrollen
- Fackelauskleidung (Knicke und Beschädigungen)
Sichtprüfung der Drahtvorschubrollen und Andruckrollen #
- Überprüfen Sie das Rillenprofil der Drahtvorschubrollen und den Verschleißzustand der Andruckrollen.
- Stellen Sie sicher, dass die Rillen frei von Verunreinigungen sind. Ersetzen Sie sie, wenn sie stark abgenutzt sind.
Sichtprüfung der Brennerauskleidung #
- Überprüfen Sie die Anschlüsse der Brennerauskleidung.
- Überprüfen Sie die Brennerauskleidung auf Beschädigungen, z. B. auf Knicke.
- Überprüfen Sie die Brennerauskleidung auf Verstopfungen.
Überprüfung der Motornummer
Achten Sie auf ungewöhnliche Geräusche, die vom Motor ausgehen.
Reinigung des Drahtvorschubgeräts #
Reinigen Sie das Gerät mindestens einmal im Monat mit einem trockenen Tuch und saugen Sie es aus.
Reinigung der Brennerauskleidung #
Verwenden Sie Druckluft, um kleinere Verstopfungen durch Metallspäne zu beseitigen.
Hilfe bei Störungen #
HINWEIS Nr.
Wenden Sie sich an unseren Kundendienst, wenn Sie die Arbeiten nicht selbst durchführen können.
|
Fehler |
Ursache |
Ausscheidung |
|---|---|---|
|
Der Laser sendet keine Strahlung aus. |
Der Sicherheitsschlüssel ist nicht eingesteckt und nicht in Position 1 gedreht. |
Stecken Sie den Sicherheitsschlüssel ein und drehen Sie ihn in Position 1 (siehe Sicherheitsschlüssel). |
|
Der Laser verliert an Leistung oder erzeugt Ruß. |
Das Sicherheitsglas ist verschmutzt. |
Wechseln Sie das Sicherheitsglas (siehe „Schutzglas wechseln“). |
|
Der Laser ist nicht aktiviert. |
Das Schleifenkabel ist nicht angeschlossen. |
Schließen Sie das Schleifenkabel an (siehe „Einrichten des Laserschweißsystems“ und „Anschließen des Laserschweißgeräts“). |
|
Der Pilotlaser wird bei Kontakt mit dem Werkstück nicht aktiviert. |
Das Schleifenkabel ist nicht angeschlossen. |
Weitere Informationen zum Anschließen des Laserschweißsystems finden Sie unter „Einrichten des Laserschweißsystems “ und „Anschließen des Laserschweißgeräts“. |
Weitere Informationen #
Systemmeldungen #
|
Nachricht |
Ursache |
Ausscheidung |
|---|---|---|
|
|
Die maximale Anzahl an Parametersätzen wurde erreicht. |
Überschreiben oder löschen Sie die Parametersätze (siehe „Verwaltung der Parametersätze“). |
|
|
Die Gültigkeitsdauer der Software ist abgelaufen oder läuft (in Kürze) ab. |
Wenden Sie sich an Maxphotonics (siehe „Importeur/Kundendienst“). |
|
|
Das Software-Update wird durchgeführt. |
|
|
|
Der Autorisierungscode ist ungültig. |
Wenden Sie sich an Maxphotonics (siehe „Importeur/Kundendienst“). |
|
|
Der Autorisierungscode ist falsch. |
|
|
|
Das Netzteil weist einen Erdschluss auf. |
Überprüfen Sie die Anschlüsse (siehe „Einrichtung des Laserschweißsystems“). |
|
|
Der Not-Aus-Schalter ist aktiviert. |
Den Not-Aus-Schalter deaktivieren (siehe Not-Aus-Schalter). |
|
|
Das Dienstpasswort ist falsch. |
|
|
|
Das Laserschweißsystem ist verschmutzt. |
Reinigen Sie die Laserschweißanlage (siehe „Reinigung und Austausch der Verschleißteile“). |
|
|
Der Schlüsselschalter ist verriegelt. |
Stellen Sie den Sicherheitsschalter auf Position 1 (siehe Sicherheitsschlüssel). |









Warnung Nr.
Auf der Registerkarte „Warnungen“ im Menü „Expertenmodus“werden alle vom Laserschweißsystem generierten Alarminformationen angezeigt (siehe Registerkarte „Warnungen“).
Sie werden auf Probleme oder potenzielle Probleme hingewiesen, die eine Fehlerbehebung erfordern.
Transport und Lagerung #
HINWEIS Nr.
Verpacken Sie das Gerät für den Transport und die Lagerung so, dass es vor Stößen und Feuchtigkeit geschützt ist. Die Originalverpackung bietet optimalen Schutz.
Stellen Sie sicher, dass die in den technischen Daten angegebenen zulässigen Umgebungsbedingungen eingehalten werden.
ACHTUNG #
Verletzungsgefahr
Wenn Kinder oder unbefugte Personen während der Lagerung Zugang zur Maschine haben, kann dies zu Verletzungen führen.
- Bewahren Sie das Gerät außerhalb der Reichweite von Kindern und unbefugten Personen auf.
Stellen Sie sicher, dass der Montageort sicher, geschützt und trocken ist. Weitere Informationen finden Sie in den technischen Daten (siehe Laserschweißanlage und Drahtvorschubgerät).
Entsorgung #
Entsorgen Sie das Gerät und seine Bauteile gemäß den geltenden nationalen Vorschriften.
Entsorgen Sie Verpackungen stets umweltgerecht.
Konformitätserklärung Nr.


Technische Daten #
Weitere Informationen #
Abmessungen #



Laserschweißsystem #
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
Gewicht |
29±3 |
38±3 |
39±3 |
42±3 |
|
Eingangsleistung (100 % Leistung) |
3000 W |
4800 W |
6000 W |
6000 W |
|
Ausgangsleistung |
ca. 800 W |
ca. 1200 W |
ca. 1500 W |
ca. 2000 W |
|
Laser-Schaftlänge |
1070 – 1090 nm |
|||
|
Maximale Modulationsfrequenz |
10 kHz |
|||
|
Dauer der Laserabschaltung |
0 – 100 ms |
|||
|
Schalldruckpegel |
85 dB(A)
|
|||
|
Eindringtiefe bei Edelstahl |
Bis zu ca. 3,5 mm |
Bis zu ca. 4,5 mm |
Bis zu ca. 6,5 mm |
Bis zu ca. 8,0 mm |
|
Eindringtiefe bei Stahl |
Bis zu ca. 3,5 mm |
Bis zu ca. 4,5 mm |
Bis zu ca. 6,5 mm |
Bis zu ca. 8,0 mm |
|
Eindringtiefe bei Aluminium |
Bis zu ca. 3,0 mm |
Bis zu ca. 4,0 mm |
Bis zu ca. 5,5 mm |
Bis zu ca. 6,0 mm |
Weitere Informationen #
Allgemeine charakteristische Parameter #
|
Eigenschaften |
Testbedingungen |
min. |
Nom. |
Max. |
Einheit |
|---|---|---|---|---|---|
|
Betriebsspannung |
|
200 |
220 |
240 |
VAC |
|
Umgebungstemperatur |
|
0 |
|
40 |
°C |
|
Relative Luftfeuchtigkeit |
|
10 |
|
85 |
% |
|
Kühlverfahren für den Laser |
Wärmeabfuhr durch direkte Luftkühlung |
||||
|
Kühlverfahren für den Brenner |
Gaskühlung des Glasfasersteckers und der Optik |
||||
|
Lagertemperatur |
|
-10 |
|
60 |
°C |
Eingabe #
|
Bezeichnung |
Wert |
Einheit |
|---|---|---|
|
Laserleistung |
1500 |
W |
|
Größe des ungefokussierten Strahls |
5.495 |
mm |
|
Abweichungswinkel |
27.5 |
mrad |
|
Belichtungszeit |
1 |
s |
Ausgabe #
|
|
MA1-35 |
MA1-45 |
MA1-65 |
MA1 Ultra |
|---|---|---|---|---|
|
NOHD-Wert |
118 m |
144 m |
178 m |
282 m |
|
NHZ |
22 m |
27 m |
34 m |
53 m |
|
MPE (EMZB) |
70,7 m² |
|||
Optische Eigenschaften #
|
Eigenschaften |
Testbedingungen |
min. |
Nom. |
Max. |
Einheit |
|||
|---|---|---|---|---|---|---|---|---|
|
Betriebsart |
CW/moduliert |
|||||||
|
Polarisation |
Randomisiert |
|||||||
|
Ausgabe |
100 % CW | Umgebungstemperatur 26 °C |
700 1000 1400 |
800 1200 1500 |
|
W |
|||
|
Leistungsregelungsbereich |
1 % | Umgebungstemperatur 26 °C |
10 |
|
100 |
% |
|||
|
Zentralwellenlänge |
100 % CW |
|
1080 |
|
nm |
|||
|
Elektrooptischer Wirkungsgrad |
10 – 100 % lineare Einstellung |
|
27 |
|
% |
|||
|
Spektrale Bandbreite (3 dB) |
100 % CW |
|
3 |
5 |
nm |
|||
|
Kurzfristige Stromversorgungsstabilität |
100 % CW > 1 h |
|
2 |
|
% |
|||
|
M2 |
100 % CW |
|
1.3 |
|
|
|||
|
Laser-Einschaltzeit EIN |
10 % → 90 % Leistung |
|
50 |
100 |
us |
|||
|
Laser-Ausschaltzeit |
90 % → 10 % Leistung |
|
50 |
100 |
us |
|||
|
Erkennung von Faserbrüchen |
|
|
|
20 |
ms |
|||
|
Angezeigte Leistung des roten Lichts |
100 % CW |
300 |
|
1000 |
uW |
|||
|
Länge des gepanzerten Kabels mit optischen Fasern |
MA1-35 |
4.35 |
m |
|||||
|
MA1-45, MA1-65, Ultra |
5.6 |
m |
||||||
|
Biegeradius eines gepanzerten Glasfaserkabels |
|
200 |
|
|
mm |
|||
|
Laserausgangsstecker |
QCS auf der Glasfaser integriert |
|||||||
|
Dauer der kontinuierlichen Lichtabgabe (S) |
EIN 120S, AUS 6S |
|||||||
|
NOHD-Wert |
100 % Ausgangsleistung 2 m Abstand |
|
|
0.183 |
W/mm² |
|||
Drahtvorschubgerät #
|
Gewicht |
13±3 |
|
Versorgungsspannung |
24 V DC |
|
Umgebungsbedingungen |
Keine Vibration, kein Aufprall |
|
Umgebungstemperatur |
5 – 50 °C |
|
Luftfeuchtigkeit |
< 90% RH |
|
Temperatur der Lagerumgebung |
-15 bis 85 °C |
|
Maximales Gewicht der Drahtrolle |
25 kg |
|
Spannungsversorgung |
Extern (von MA1) |
Schweißprozessparameter #
Weitere Informationen #
Prozessparameter für das Handlaserschweißen #
HINWEIS Nr.
Beachten Sie die Prozessparameter für Stumpfschweißen, Kehlnahtschweißen, Überlappungsschweißen usw.
|
Material |
Schweißposition |
Dicke |
Laserleistung |
Breite |
Schwingungsfrequenz |
Fokuseinstellung |
Luftvolumenstrom |
|---|---|---|---|---|---|---|---|
|
mm |
W |
mm |
Hz |
mm |
l/min |
||
|
Baustahl (Q235B) |
Keilnaht |
1 |
500 |
1 – 2 |
60–80 |
-1 bis 1 |
8 – 10 |
|
Keilnaht |
1.5 |
650 |
2 |
60–80 |
-1 bis 1 |
8 – 10 |
|
|
Keilnaht |
2.5 |
800 |
2.5 |
50–70 |
-2~1 |
8 – 10 |
|
|
Edelstahl (SUS304) |
Keilnaht |
1 |
300 |
1 – 2 |
40–70 |
-1 bis 1 |
8 – 10 |
|
Keilnaht |
2 |
550 |
2 |
40–70 |
-1 bis 1 |
8 – 10 |
|
|
Keilnaht |
2.5 |
800 |
2.5 |
40–70 |
-2~1 |
8 – 10 |
|
|
Verzinktes Blech |
Keilnaht |
1 |
300 |
1 – 2 |
60–80 |
-1 bis 1 |
8 – 10 |
|
Keilnaht |
2 |
400 |
2 |
60–80 |
-1 bis 1 |
8 – 10 |
|
|
Keilnaht |
2.5 |
500 |
2.5 |
50–70 |
-2~1 |
8 – 10 |
|
|
Aluminiumlegierung (Al6061) |
Keilnaht |
1 |
600 |
1 – 2 |
60–80 |
-1 bis 1 |
8 – 10 |
|
Keilnaht |
2 |
800 |
2 |
60–80 |
-1 bis 1 |
8 – 10 |
Anmerkungen #
- Die Schweißposition verzögert sich.
- Schweißschutzgas: Stickstoff (Reinheit 99,99 %).
- Der Leistungsprozentsatz liegt zwischen 10 und 100 %, die Schwankbreite zwischen 0 und 4 mm (empfohlen werden 2 bis 3 mm), die Schwankfrequenz zwischen 0 und 220 Hz (für das manuelle Schweißen werden 40 bis 80 Hz empfohlen) und der Gasdurchfluss zwischen 8 und 10 l/min. Sofern die übrigen Parameter unverändert bleiben, muss die Laserleistung entsprechend erhöht werden, wenn die Schwankbreite oder die Schweißgeschwindigkeit erhöht wird.
- Schweißgeschwindigkeit = Schweißlänge / Schweißzeit (die Schweißgeschwindigkeit wird durch menschliche Faktoren beeinflusst; sie beträgt etwa 10–20 mm/s). Aufgrund der unterschiedlichen Schweißverfahren, die von den Kunden angewendet werden (Luftdruck, manuelle Geschwindigkeit, Durchbiegungsgrad, Schweißwinkel), dienen diese Angaben lediglich als Anhaltspunkt.
- Bedingung für die Aktivierung des D-Modus (MA1-35): Der D-Modus kann aktiviert werden, wenn die Leistung ≥ 90 % beträgt.
- Schweißer müssen alle Laserschutzmaßnahmen einhalten (siehe Laserschutzmaßnahmen). Schweißer müssen eine Laserschutzbrille tragen. Das Schweißen mit Handlasern muss in einem zugelassenen Raum mit Laserschutzmaßnahmen durchgeführt werden. Personen, die nicht am Schweißen beteiligt sind, sowie brennbare Materialien sollten sich nicht im Raum befinden, und in der Nähe des Schweißbereichs sollte ein Feuerlöscher bereitgestellt werden.
Prozessparameter für das Handlaserschweißen – Stumpfnaht mit Drahtzufuhr #
HINWEIS Nr.
Beachten Sie die Prozessparameter für Längsnahtschweißen, Kehlnahtschweißen, Überlappungsschweißen usw.
|
Material |
Materialstärke |
Drahtvorschubgeschwindigkeit |
Laserleistung |
Schwankbreite |
Schwingungsfrequenz |
Bildebene |
Luftvolumenstrom |
Schweißzusätze |
Drahtdurchmesser |
Wirkung |
|---|---|---|---|---|---|---|---|---|---|---|
|
mm |
mm/s |
W |
mm |
Hz |
mm |
l/min |
/ |
mm |
Penetration |
|
|
Baustahl (S235JR) |
1 |
12–15 |
350 |
2 |
40–80 |
2~-4 |
15–20 |
|
0,8 – 1,0 |
Penetration |
|
2 |
8–10 |
450 |
2 |
40–80 |
1–3 |
15–20 |
|
0,8 – 1,0 |
Penetration |
|
|
Edelstahl (1.4301) |
1 |
12–18 |
300 |
1.2 |
40–80 |
2~-4 |
15–20 |
|
0,8 – 1,2 |
Penetration |
|
2 |
8–10 |
400 |
1.8 |
40–80 |
1–3 |
15–20 |
|
0,8 – 1,2 |
Penetration |
|
|
Aluminiumlegierung (Al6061) |
1 |
12–18 |
600 |
2 |
40–80 |
1~-1 |
15–20 |
AlMg |
1.2 |
Penetration |
|
2 |
12–15 |
750 |
2 |
40–80 |
1–3 |
15–20 |
AlMg |
1.2 |
Penetration |
Anmerkungen #
- Die Schweißposition verzögert sich.
- Schweißschutzgas: Stickstoff (Reinheit 99,99 %).
- Der Leistungsprozentsatz liegt zwischen 10 und 100 %, die Schwankbreite zwischen 0 und 4 mm (empfohlen werden 2 bis 3 mm), die Schwankfrequenz zwischen 0 und 220 Hz (für das manuelle Schweißen werden 40 bis 80 Hz empfohlen) und der Gasdurchfluss zwischen 8 und 10 l/min. Sofern die übrigen Parameter unverändert bleiben, muss die Laserleistung entsprechend erhöht werden, wenn die Schwankbreite oder die Schweißgeschwindigkeit erhöht wird.
- Schweißgeschwindigkeit = Schweißlänge / Schweißzeit (die Schweißgeschwindigkeit wird durch menschliche Faktoren beeinflusst; sie beträgt etwa 10–20 mm/s). Aufgrund der unterschiedlichen Schweißverfahren, die von den Kunden angewendet werden (Luftdruck, manuelle Geschwindigkeit, Durchbiegungsgrad, Schweißwinkel), dienen diese Angaben lediglich als Anhaltspunkt.
- Bedingung für die Aktivierung des D-Modus (MA1-35): Der D-Modus kann aktiviert werden, wenn die Leistung ≥ 90 % beträgt.
- Schweißer müssen alle Lasersicherheitsmaßnahmen einhalten (siehe „Lasersicherheitsmaßnahmen“). Schweißer müssen eine Laserschutzbrille tragen. Das Schweißen mit Handlasern muss in einem zugelassenen Raum erfolgen, der mit Lasersicherheitsmaßnahmen ausgestattet ist. Personen, die nicht am Schweißen beteiligt sind, sowie brennbare Materialien dürfen sich nicht im Raum befinden, und in der Nähe des Schweißbereichs sollte ein Feuerlöscher bereitgestellt werden.
