Instrukcja obsługi
Zestaw rozszerzający do podajnika dwuprzewodowego
Do ręcznych spawarek laserowych serii THEO
Wyprodukowano przez
AK Industry GmbH
Messerschmittstr. 2 · 86825 Bad Wörishofen · Niemcy
Wersja dokumentu 1.0 · angielski · Tłumaczenie oryginalnej niemieckiej instrukcji obsługi
Informacje o wydawcy #
Nr producenta
|
Firma |
AK Industry GmbH |
|
Adres |
Messerschmittstr. 2, 86825 Bad Wörishofen, Niemcy |
|
Telefon |
+49 8247 / 381 949 0 |
|
|
info@ak-industry.de |
|
Strona internetowa |
www.ak-industry.de |
Numer wersji dokumentu
|
Wersja |
Data |
Zmiana |
|---|---|---|
|
0.1 |
1 listopada 2025 r. |
Pierwsze wydanie (w języku niemieckim) |
|
1.0 |
28 kwietnia 2026 r. |
Angielskie tłumaczenie oryginalnej niemieckiej instrukcji obsługi |
Zakres stosowania #
Niniejsza instrukcja obsługi dotyczy zestawu akcesoriów do spawania dwuprzewodowego przeznaczonego do ręcznych spawarek laserowych THEO .
|
Seria |
Model |
|---|---|
|
THEO |
MA1-45 |
|
MA1-65 |
|
|
MA1-Ultra |
Informacje o niniejszej instrukcji obsługi #
Wersja niemiecka stanowi oryginalną instrukcję obsługi. Wszystkie pozostałe wersje językowe są tłumaczeniami oryginału.
Należy zawsze przechowywać niniejszą instrukcję obsługi w łatwo dostępnym miejscu, aby móc z niej skorzystać w razie potrzeby.
Produkt należy przekazywać innym osobom wyłącznie wraz z niniejszą instrukcją obsługi.
Należy zapoznać się z informacjami dotyczącymi bezpieczeństwa i ostrzeżeniami zawartymi w niniejszej instrukcji obsługi oraz stosować się do nich.
Bezpieczeństwo #
|
UWAGA |
|
Ryzyko obrażeń i uszkodzenia systemu spawania laserowego Nieprzeczytanie i nieprzestrzeganie wskazówek dotyczących bezpieczeństwa oraz instrukcji obsługi może spowodować obrażenia ciała oraz uszkodzenie systemu spawania laserowego. Zachowaj wszystkie dostarczone dokumenty na przyszłość. Należy przestrzegać wskazówek dotyczących bezpieczeństwa i stosować się do instrukcji obsługi, aby zapewnić bezpieczną eksploatację. |
Przepisy bezpieczeństwa #
Struktura komunikatów ostrzegawczych #
Ostrzeżenia zawarte w niniejszej instrukcji mają następujący standardowy format:
- Słowo ostrzegawcze — NIEBEZPIECZEŃSTWO, OSTRZEŻENIE, UWAGA lub INFORMACJA.
- Rodzaj i źródło zagrożenia.
- Konsekwencje zignorowania zagrożenia.
- Środki mające na celu uniknięcie zagrożenia.
Symbole i słowa ostrzegawcze #
Do klasyfikacji zagrożeń stosuje się następujące słowa ostrzegawcze:
|
Słowo ostrzegawcze |
Znaczenie |
|---|---|
|
NIEBEZPIECZEŃSTWO |
Oznacza sytuację stwarzającą bezpośrednie zagrożenie, która – jeśli nie zostanie zażegnana – doprowadzi do śmierci lub poważnych obrażeń. |
|
OSTRZEŻENIE |
Ostrzeżenie o niebezpiecznej sytuacji, która – jeśli nie zostanie zażegnana – może spowodować śmierć lub poważne obrażenia. |
|
UWAGA |
Ostrzeżenie o potencjalnie niebezpiecznej sytuacji, która – jeśli nie zostanie zażegnana – może spowodować lekkie lub umiarkowane obrażenia. |
|
OGŁOSZENIE |
Oznacza sytuację, która – jeśli nie zostanie zażegnana – może spowodować uszkodzenie mienia lub awarię. |
Ostrzegawcze znaki #
Poniższe piktogramy to oznaczenia bezpieczeństwa stosowane w niniejszej instrukcji obsługi. Służą one zapewnieniu bezpieczeństwa osobistego i należy ich ściśle przestrzegać.
|
Symbol |
Wyjaśnienie |
|---|---|
|
|
Ogólny znak ostrzegawczy |
|
|
Ostrzeżenie — promieniowanie laserowe |
|
|
Ostrzeżenie — napięcie elektryczne |
|
|
Ostrzeżenie — przeszkody na podłodze (ryzyko potknięcia się) |
|
|
Ostrzeżenie — urazy rąk |
|
|
Ostrzeżenie — gorąca powierzchnia |
|
|
Ostrzeżenie — butle gazowe |
|
|
Ostrzeżenie — nieodpowiednia obudowa zabezpieczająca przed promieniowaniem laserowym |








Obowiązkowe znaki #
Poniższe piktogramy to oznaczenia nakazujące podjęcie określonych działań, stosowane w niniejszej instrukcji obsługi. Służą one zapewnieniu bezpieczeństwa osobistego i należy ich ściśle przestrzegać.
|
Symbol |
Wyjaśnienie |
|---|---|
|
|
Ogólny znak obowiązkowy |
|
|
Przeczytaj instrukcję obsługi! |
|
|
Należy nosić okulary ochronne do pracy z laserem! |
|
|
Należy nosić maskę ochronną przed promieniowaniem laserowym (kask)! |
|
|
Należy nosić rękawice ochronne przed promieniowaniem laserowym! |
|
|
Noś fartuch ochronny przed promieniowaniem laserowym! |
|
|
Należy nosić obuwie ochronne! |
|
|
Należy nosić ochronniki słuchu! |
|
|
Przed użyciem podłącz do uziemienia! |









Przeznaczenie #
Zestaw podajnika podwójnego drutu może być używany wyłącznie w połączeniu z urządzeniami serii THEO do spawania metali. Wszelkie inne zastosowania powodują wygaśnięcie odpowiedzialności producenta oraz utratę praw wynikających z gwarancji.
Zakres zastosowania:
- Laser jest przeznaczony wyłącznie do użytku komercyjnego w środowisku przemysłowym (w pomieszczeniach); nie nadaje się do użytku domowego.
- Zadania spawalnicze związane z grubszą blachą o grubości do 10 mm.
Nadużycie, którego można było racjonalnie przewidzieć #
Następujące sposoby użytkowania są wyraźnie zabronione, ponieważ stanowią zagrożenie:
- Użytkowanie lasera bez urządzeń zabezpieczających określonych przez producenta.
- Obsługa przez dzieci lub osoby, które nie są w stanie obsługiwać maszyny w sposób prawidłowy i bezpieczny; użytkowanie maszyny w pomieszczeniach bez wentylacji.
- Manipulowanie istniejącymi urządzeniami zabezpieczającymi, omijanie ich lub wyłączanie.
- Demontaż urządzenia.
- Celowe manipulowanie elementami obsługowymi; wszelkie modyfikacje, zmiany lub rozbudowa maszyny lub jej instalacji elektrycznej, na które producent nie wyraził zgody.
- Zakłócenia w działaniu układów elektronicznych spowodowane przez silne magnesy lub inne obiekty emitujące silne pola magnetyczne, znajdujące się w pobliżu urządzenia.
- Korzystanie z uszkodzonej maszyny lub uszkodzonych części maszyny, zwłaszcza głowicy laserowej lub urządzeń zabezpieczających.
- Przekroczenie parametrów eksploatacyjnych określonych przez producenta.
- Kierowanie wiązki lasera w stronę osób. Wiązkę lasera należy kierować wyłącznie na powierzchnię roboczą.
- Obsługa maszyny bez środków ochrony indywidualnej.
- Narażanie urządzenia na gwałtowne i znaczne wahania temperatury lub na działanie wilgoci lub wody.
- Używanie lasera w obszarze zagrożonym wybuchem lub w obecności łatwopalnych cieczy/gazów (system NIE posiada zabezpieczenia przeciwwybuchowego).
Ogólne informacje dotyczące bezpieczeństwa #
Ręczne systemy spawania laserowego należą do produktów laserowych klasy 4, ponieważ emitują niewidzialne promieniowanie laserowe w zakresie podczerwieni o długości fali 1080 nm.
Ponieważ głowica lasera emituje średnio ponad 1 W mocy, to światło o wysokim natężeniu może powodować bezpośrednie lub pośrednie uszkodzenia oczu i skóry. W szczególności ekspozycja na wiązkę tego lasera może spowodować nieodwracalne uszkodzenia siatkówki lub rogówki.
Przed rozpoczęciem jakiejkolwiek pracy z ręcznym spawaniem laserowym należy bezwzględnie założyć certyfikowane okulary ochronne chroniące przed promieniowaniem laserowym w zakresie bliskiej podczerwieni o długości fali 1080 nm. Zaleca się również stosowanie odpowiedniego hełmu ochronnego przed promieniowaniem laserowym.
Bezpieczne użytkowanie #
|
OSTRZEŻENIE |
|
Zagrożenie związane z promieniowaniem laserowym Kontakt z wiązką lasera może spowodować nieodwracalne uszkodzenie siatkówki lub rogówki. Należy unikać patrzenia bezpośrednio na wylot wiązki lasera i upewnić się, że podczas pracy lasera noszone są odpowiednie okulary ochronne, aby zapobiec urazom oczu. Nie otwieraj ręcznego systemu spawania laserowego. Wewnątrz nie ma żadnych części, które użytkownik mógłby samodzielnie naprawić. Należy regularnie szkolić personel i informować go o zagrożeniach związanych z tą technologią. Odpowiedzialność za bezpieczeństwo spoczywa zawsze na operatorze. Należy poinformować wszystkie osoby, które sporadycznie wchodzą na obszar działania lasera, aby przed wejściem upewniły się, czy laser jest włączony. Wszelkie czynności lub regulacje wykonywane niezgodnie z wytycznymi zawartymi w niniejszej instrukcji obsługi mogą spowodować uszkodzenie systemu lub zakłócić jego działanie. Rozproszone promieniowanie laserowe może spowodować uszkodzenia skóry i innych tkanek. Należy regularnie sprawdzać, czy na szkle ochronnym nie ma zanieczyszczeń. W razie wątpliwości należy wymienić szkło ochronne (patrz „Wymiana szkła ochronnego”). |
Wymagania dotyczące środowiska pracy #
Ręczne urządzenia do spawania laserowego są zazwyczaj wykorzystywane:
- W zatwierdzonych komorach laserowych
- Poniżej 2000 metrów n.p.m.
- W kategorii przepięć II
- Przy stopniu zanieczyszczenia 2
Należy zapewnić oddzielne pomieszczenie lub strefę oraz/lub zastosować odpowiednie ścianki lub zasłony chroniące przed promieniowaniem laserowym wraz z odpowiednimi elementami zabezpieczającymi (światło ostrzegawcze, przełącznik z kodem bezpieczeństwa, sygnalizacja), aby wyznaczyć odpowiednią strefę bezpieczeństwa spełniającą lokalne wymagania dotyczące ochrony przed promieniowaniem laserowym.
Należy stosować odpowiednią obudowę zabezpieczającą przed promieniowaniem laserowym i poinformować osoby znajdujące się w pobliżu.
Należy oznaczyć wejścia do strefy laserowej symbolem ostrzegającym o zagrożeniu laserowym, wskazującym, że używany jest laser klasy 4.
Gaz: system spawania laserowego wymaga czystego, suchego i bezolejowego sprężonego powietrza lub, alternatywnie, azotu.
Elementy obrabiane: należy zapewnić ich stabilne i bezpieczne osadzenie oraz zapobiegać wszelkim niezamierzonym przesunięciom lub zmianom położenia.
Odciąg: Obróbka laserowa powoduje powstawanie oparów i pyłu, które są szkodliwe dla zdrowia. Należy zapewnić odpowiedni system odciągu oparów.
Ustaw system w bezpiecznym, osłoniętym i suchym miejscu. Więcej informacji można znaleźć w danych technicznych.
Środki bezpieczeństwa dotyczące urządzeń optycznych #
- Nie należy patrzeć bezpośrednio w otwór wylotowy lasera w urządzeniu ręcznym ani w laser kontrolny.
- Urządzenie ręczne wraz z powiązanymi optycznymi elementami wyjściowymi (rękojeścią) należy trzymać poniżej poziomu oczu i zawsze z dala od operatora.
- Należy upewnić się, że wszystkie środki ochrony indywidualnej (ŚOI) są dostosowane do mocy wyjściowej systemu i zakresu długości fal.
- Nie należy używać urządzenia ręcznego w ciemnych pomieszczeniach.
- Przed montażem lub czyszczeniem szyby ochronnej należy wyłączyć urządzenie ręczne i odłączyć je od zasilania.
- Energia lasera przechodzi przez szybkę ochronną. Należy upewnić się, że szybka ochronna jest czysta i wysokiej jakości. Jakikolwiek kurz na elementach optycznych może spowodować uszkodzenie zarówno szybki ochronnej, jak i lasera.
- Przed usunięciem usterki należy wyłączyć laser i zabezpieczyć go przed ponownym włączeniem. Laser można włączyć ponownie dopiero po usunięciu usterki.
- System należy obsługiwać ściśle zgodnie z instrukcjami zawartymi w niniejszej instrukcji obsługi. W przeciwnym razie może dojść do uszkodzenia urządzeń zabezpieczających lub pogorszenia działania systemu, a producent nie ponosi za to odpowiedzialności.
Wytyczne dotyczące obsługi instalacji elektrycznej #
- Podczas użytkowania systemu należy zapewnić prawidłowe uziemienie zasilacza oraz przestrzegać podanego napięcia sieciowego.
- Przed rozpoczęciem korzystania z systemu należy upewnić się, że podłączony zasilacz jest również podłączony do uziemienia ochronnego.
- Aby zminimalizować ryzyko pożaru, należy wymieniać bezpieczniki wyłącznie na bezpieczniki tego samego typu i o tej samej wartości znamionowej. Nie wolno używać do tego celu żadnych innych bezpieczników ani materiałów.
- Należy upewnić się, że napięcie wejściowe prądu przemiennego mieści się w normalnym zakresie napięcia sieciowego oraz że okablowanie jest prawidłowe. Nieprawidłowe okablowanie może spowodować obrażenia ciała lub uszkodzenie systemu.
- Podłącz urządzenie do odpowiedniego gniazdka i sprawdź, czy kable nie są uszkodzone.
- Operatorzy nie mogą przeprowadzać napraw części, podzespołów ani zespołów innych niż materiały eksploatacyjne pistoletu spawalniczego. Wszelkie prace naprawcze muszą być wykonywane przez wykwalifikowany personel serwisowy.
- Surowo zabrania się samodzielnego demontażu i ponownego montażu urządzenia ręcznego bez upoważnienia, ponieważ może to spowodować porażenie prądem, oparzenia lub uszkodzenie odpowiednich elementów.
- Nieuprawniony demontaż produktu powoduje utratę gwarancji.
Chłodzenie i temperatura #
Moduł laserowy jest chłodzony powietrzem. Praca w wyższych temperaturach przyspiesza starzenie się urządzenia, podnosi prąd progowy i zmniejsza sprawność nachylenia.
Przed uruchomieniem lasera należy upewnić się, że temperatura otoczenia i wilgotność mieszczą się w zalecanych granicach.
Praca systemu w wysokich temperaturach może przyspieszyć jego starzenie się, podwyższyć próg prądu oraz zmniejszyć czułość i sprawność konwersji. W przypadku przegrzania systemu należy skontaktować się z serwisem.
Jeśli temperatura lasera jest zbyt wysoka, system uruchamia alarm i przerywa emisję promieniowania laserowego.
Okres użytkowania #
Producent zaleca podjęcie następujących działań w celu przedłużenia okresu użytkowania:
- Należy zapewnić odpowiednią wentylację w miejscu pracy oraz ustawić urządzenie w suchym, chłodnym i czystym otoczeniu. Należy unikać wysokich temperatur, wilgoci oraz ryzyka przedostania się wody.
- Podczas użytkowania systemu należy upewnić się, że żadne ciała obce nie blokują wlotu powietrza z boku lasera, a także utrzymywać obszar w promieniu 1 metra wolny od zanieczyszczeń, aby zapewnić nieprzerwany przepływ powietrza.
- Podczas użytkowania systemu należy upewnić się, że żadne ciała obce nie blokują wylotu powietrza z boku lasera, a także utrzymywać obszar w promieniu 1 metra wolny od zanieczyszczeń, aby zapewnić nieprzerwany przepływ powietrza.
- Należy zapobiegać przedostawaniu się ciał obcych (w tym płynów) do lasera od góry. Może to spowodować uszkodzenie urządzenia i doprowadzić do obrażeń ciała.
Czyszczenie #
- Nie należy zginać wiązki przewodów palnika; może to spowodować pęknięcie znajdującego się w niej światłowodu.
- Należy regularnie usuwać kurz i zanieczyszczenia z systemu.
- Należy czyścić rękojeść suchą szmatką, a nie sprężonym powietrzem.
- W razie stwierdzenia jakichkolwiek uszkodzeń prosimy o kontakt z serwisem AK Industry.
- Aby zapewnić bezpieczną eksploatację, urządzenie powinno być regularnie sprawdzane przez serwis firmy AK Industry.
- Należy sprawdzić okulary ochronne i wymienić je, gdy tylko pojawią się oznaki zużycia (patrz „Wymiana okularów ochronnych”).
Odciąg oparów #
Należy zainstalować systemy odciągania oparów w celu usuwania niebezpiecznych oparów, par, cząstek stałych i pozostałości z obszaru roboczego.
Ryzyko rezydualne #
Pomimo odpowiedniej konstrukcji i zgodności ze wszystkimi obowiązującymi normami bezpieczeństwa nie da się całkowicie wykluczyć pewnych zagrożeń podczas korzystania z zestawu akcesoriów do podajnika dwuprzewodowego. Nawet przy użytkowaniu zgodnym z przeznaczeniem pozostają następujące ryzyka resztkowe, o których operator musi pamiętać.
Ryzyko resztkowe związane z mechaniką #
Ryzyko przygniecenia i wciągnięcia przy podajniku drutu
W przypadku automatycznego podawania dwóch drutów spawalniczych istnieje ryzyko, że palce lub rękawice mogą zostać wciągnięte lub przygniecione przez ruchome elementy.
Środki ochronne dla operatorów:
- Nie zbliżaj rąk do podajnika drutu.
- Nie należy wkładać rąk do urządzenia podczas pracy.
- Prace związane z czyszczeniem i regulacją należy wykonywać wyłącznie przy wyłączonym systemie.
Ryzyko związane z ciepłem resztkowym #
Elementy dyszy do zgrzewania na gorąco / palnika
Po zakończeniu spawania dysza, końcówki stykowe i otaczające je elementy mogą być bardzo gorące. Istnieje ryzyko poparzenia.
Środki ochronne dla operatorów:
- Dotykać dyszy dopiero po upływie odpowiedniego czasu schładzania.
- Należy nosić rękawice ochronne odporne na wysoką temperaturę.
- Nie należy stawiać palnika na powierzchniach łatwopalnych.
Iskry spawalnicze i odpryski stopionego metalu
Spawanie dwuprzewodowe powoduje zwiększone iskrzenie i rozpryskiwanie, co może prowadzić do poparzeń, uszkodzenia odzieży lub pożaru.
Środki ochronne dla operatorów:
- Należy stosować środki ochrony indywidualnej (ŚOI), np. odzież trudnopalną i hełm do spawania laserowego.
- Należy usunąć materiały łatwopalne z obszaru roboczego.
- Należy stosować odpowiednie osłony i kurtyny przeciwiskrowe.
Zagrożenia związane z potknięciem i przewróceniem się #
Zestaw węży / kable
Zwiększona waga i długość zestawu węży mogą stwarzać ryzyko potknięcia się.
Środki ochronne dla operatorów:
- Ułóż węże w uporządkowany sposób.
- Należy odgrodzić lub oznaczyć miejsca, w których istnieje ryzyko potknięcia się.
- Należy regularnie przeprowadzać oględziny w celu wykrycia ewentualnych uszkodzeń.
Ryzyko związane z instalacją elektryczną #
Nawet jeśli wszystkie elementy są zgodne z obowiązującymi normami, zużycie lub uszkodzenia mogą powodować zagrożenia elektryczne (np. uszkodzenia izolacji, awarie).
Środki ochronne:
- Regularne przeglądy przeprowadzane przez wykwalifikowany personel.
- Nie należy używać uszkodzonych kabli ani złączy.
- W przypadku wykrycia jakichkolwiek nieprawidłowości należy natychmiast wyłączyć system z eksploatacji.
Inne potencjalne ryzyka resztkowe #
- Emisja dymu i gazów: niewystarczająca wentylacja może powodować podrażnienie dróg oddechowych.
- Narażenie na hałas: procesy z wykorzystaniem przewodów dwużyłowych mogą powodować podwyższony poziom hałasu.
- Błąd operatora: nieprawidłowe ustawienia mogą powodować awarie i związane z tym zagrożenia.
Normy i dyrektywy #
Zgodnie z normami i wymogami unijnymi oraz krajowymi lasery należy klasyfikować na podstawie ich mocy wyjściowej i długości fali. Wszystkie produkty laserowe z serii THEO należą do klasy 4 zgodnie z normą EN 60825-1.
Kompatybilność elektromagnetyczna — odporność #
- EN IEC 61000-6-4:2019
- EN IEC 61000-6-2:2019
Bezpieczeństwo zasilania #
- EN 62368-1:2014 + A11:2017
Maszyny i kompatybilność elektromagnetyczna #
- Rozporządzenie (UE) 2023/1230 w sprawie maszyn (dawniej dyrektywa 2006/42/WE w sprawie maszyn)
- Dyrektywa EMC 2014/30/UE
Bezpieczeństwo laserowe #
- ISO 12100:2010
- ISO 11553:2017
- EN 60204-1:2018
Bezpieczeństwo funkcjonalne #
- EN 60825-1:2014 + A11:2021
- CDRH 21 CFR 1040.10
Zestaw podajnika dwuprzewodowego nr
Zakres dostawy #
Zestaw podajnika podwójnego zawiera następujące elementy:
|
Ilość |
Opis |
|---|---|
|
1 |
Uchwyt pistoletu spawalniczego do podwójnego drutu |
|
1 |
Dwuprzewodowy moduł sterujący |
|
1 |
Zasilacz do zestawu podajnika dwuprzewodowego |
|
1 |
Przewód zasilający do zestawu podajnika dwuprzewodowego (UE) |
|
1 |
Aluminiowy uchwyt do podwójnego przewodu (w zestawie po 2 śruby z łbem walcowym M3 × 10 mm) |
|
4 |
Uchwyty do węży z podwójnym przewodem (zestaw 4 szt.) |
|
1 |
Uchwyt wkładki przy pistoletu do podwójnego drutu (w zestawie 2 śruby z łbem walcowym M2 × 12 mm) |
|
2 |
Dysza podająca z podwójnym przewodem, 1,2 mm |
|
2 |
Dwuwodnikowa dysza podająca, 1,6 mm |
|
2 |
Dysza AS-12D |
|
2 |
Dysza AS-16D |
|
1 |
Zespół podajnika dwuprzewodowego |
|
1 |
Adapter dyszy do podwójnego przewodu MA1 |
|
1 |
Podwójna wkładka ze stali nierdzewnej, 1,6 mm, 3 m, do modelu MA1 |
Numer zamówienia: A103553 AK — Zestaw podajnika podwójnego drutu do THEO spawarek laserowych THEO .

Rysunek 1 — Zestaw podajnika dwuprzewodowego, zawartość zestawu.
Dane techniczne #
|
Opis |
Wartość |
|---|---|
|
Urządzenia zgodne |
THEO / MA1-65 / MA1-Ultra |
|
Sterowanie synchronizacją |
Elektroniczne odzwierciedlenie parametrów urządzenia głównego i podajnika |
|
Zasilanie jednostki sterującej |
24 V DC (przez zasilacz z zestawu) |
|
Maksymalna prędkość posuwu |
12 mm/s |
|
Materiały przewodów, z którymi produkt jest kompatybilny |
Stal nierdzewna (VA), stal niestopowa (SG) oraz AlMg |
|
Maksymalna średnica drutu |
1,6 mm |
|
Minimalna średnica drutu |
0,8 mm |
|
Temperatura otoczenia podczas pracy |
od +5 °C do +45 °C |
|
Klasa ochrony (IP) |
IP54 |
Instrukcja montażu — zestaw podajnika dwuprzewodowego do serii MA1 #
Ogólne uwagi dotyczące instalacji #
|
UWAGA |
|
Ryzyko obrażeń ciała i szkód materialnych Zestaw podwójnego podajnika drutu może być instalowany wyłącznie przez przeszkolony i wykwalifikowany personel. Przed rozpoczęciem jakichkolwiek prac należy całkowicie odłączyć system spawania laserowego od sieci zasilającej i odciąć dopływ gazu. Należy poczekać, aż wszystkie ruchome elementy całkowicie się zatrzymają i nie będzie już żadnego zagrożenia związanego z wybiegiem. |
Wymagane dokumenty i narzędzia #
- Instrukcja obsługi spawarki laserowej THEO
- Instrukcja obsługi zestawu podajnika dwuprzewodowego
- Klucze imbusowe (Allen), co najmniej w rozmiarach M1,5, M2, M3 i M5
- Śrubokręty odpowiednie do stosowanych śrub
- Środki ochrony indywidualnej zgodnie z rozdziałem „Środki ochrony przed promieniowaniem laserowym” (co najmniej: okulary ochronne do pracy z laserem)
|
OGŁOSZENIE |
|
Przed montażem sprawdź, czy zestaw jest kompletny Przed rozpoczęciem montażu należy upewnić się, że wszystkie elementy zestawu podwójnego podajnika drutu wymienione w sekcji „Zakres dostawy” są kompletne i nieuszkodzone. |
Przygotowanie pistoletu spawalniczego i podajnika drutu #
Przygotuj miejsce pracy #
- Odłącz zasilanie systemu i zabezpiecz go przed ponownym włączeniem.
- Ustaw pistolet spawalniczy, zestaw węży i podajnik drutu tak, aby wszystkie elementy były łatwo dostępne.
- Oczyść miejsce pracy i usuń wszystkie luźne elementy.
Zdejmij dotychczasowy adapter dyszy i podajnik drutu #
- Poluzuj dotychczasowy adapter dyszy na uchwycie spawalniczym.
- Ostrożnie zdejmij podajnik drutu zamontowany obecnie na pistoletu.
- Odłóż na bok wszystkie zdemontowane części i zabezpiecz je przed uszkodzeniem, jeśli mają zostać ponownie wykorzystane w przyszłości.
|
OGŁOSZENIE |
|
Należy unikać załamywania wiązki węży Należy unikać załamywania lub gwałtownego zginania wiązki przewodów. Znajdujące się w środku włókna światłowodowe mogą pęknąć pod wpływem nadmiernego obciążenia i spowodować uszkodzenie systemu. |
Przygotowanie drugiego podajnika drutu #
Zamontować/ustawić podajnik drutu #
- Zainstaluj lub ustaw drugi podajnik drutu w odpowiednim miejscu w pobliżu pierwszego podajnika drutu.
- Należy upewnić się, że zaplanowany przebieg przewodu podającego i podwójnej wkładki nie jest napięty.
Włóż i podaj drut #
- Włóż drut spawalniczy do drugiego podajnika drutu.
- Należy upewnić się, że zamontowano rolki podające odpowiednie do stosowanej średnicy drutu (np. 1,2 mm lub 1,6 mm).
- Przepuść drut przez rolki i wysuń go na tyle, aby można go było później bez trudu wsunąć do podajnika podwójnego.

Rysunek 2 — Ładowanie drutu do drugiego podajnika drutu.
|
OGŁOSZENIE |
|
Ustaw prawidłowy nacisk rolki Właściwy nacisk rolek podających ma kluczowe znaczenie dla uniknięcia odkształcenia drutu oraz zapewnienia równomiernego podawania. |
Podłączenie elektryczne zestawu podajnika dwuprzewodowego #
Podłącz oba podajniki drutu do modułu sterującego podwójnym podawaniem drutu #
- Podłącz przewody elektryczne obu podajników drutu do przeznaczonych do tego gniazd w sterowniku podwójnego podawania drutu.
- Należy upewnić się, że połączenia zostały prawidłowo przypisane.

Rysunek 3 — Podajniki drutu podłączone do sterownika dwudrutowego.
Podłącz moduł sterujący do źródła lasera #
- Podłącz dwuprzewodowy moduł sterujący do źródła lasera poprzez złącze „Feeder”.
- Włóż wtyki do końca i upewnij się, że są dobrze zatrzasnięte.

Rysunek 4 — Jednostka sterująca podłączona do źródła lasera poprzez interfejs „Feeder”.
Podłącz zasilacz #
- Podłącz zasilacz dołączony do zestawu do dwuprzewodowego modułu sterującego.
- Podłącz przewód zasilający typu EU do zasilacza, ale podłącz go do sieci dopiero po zakończeniu wszystkich prac montażowych.
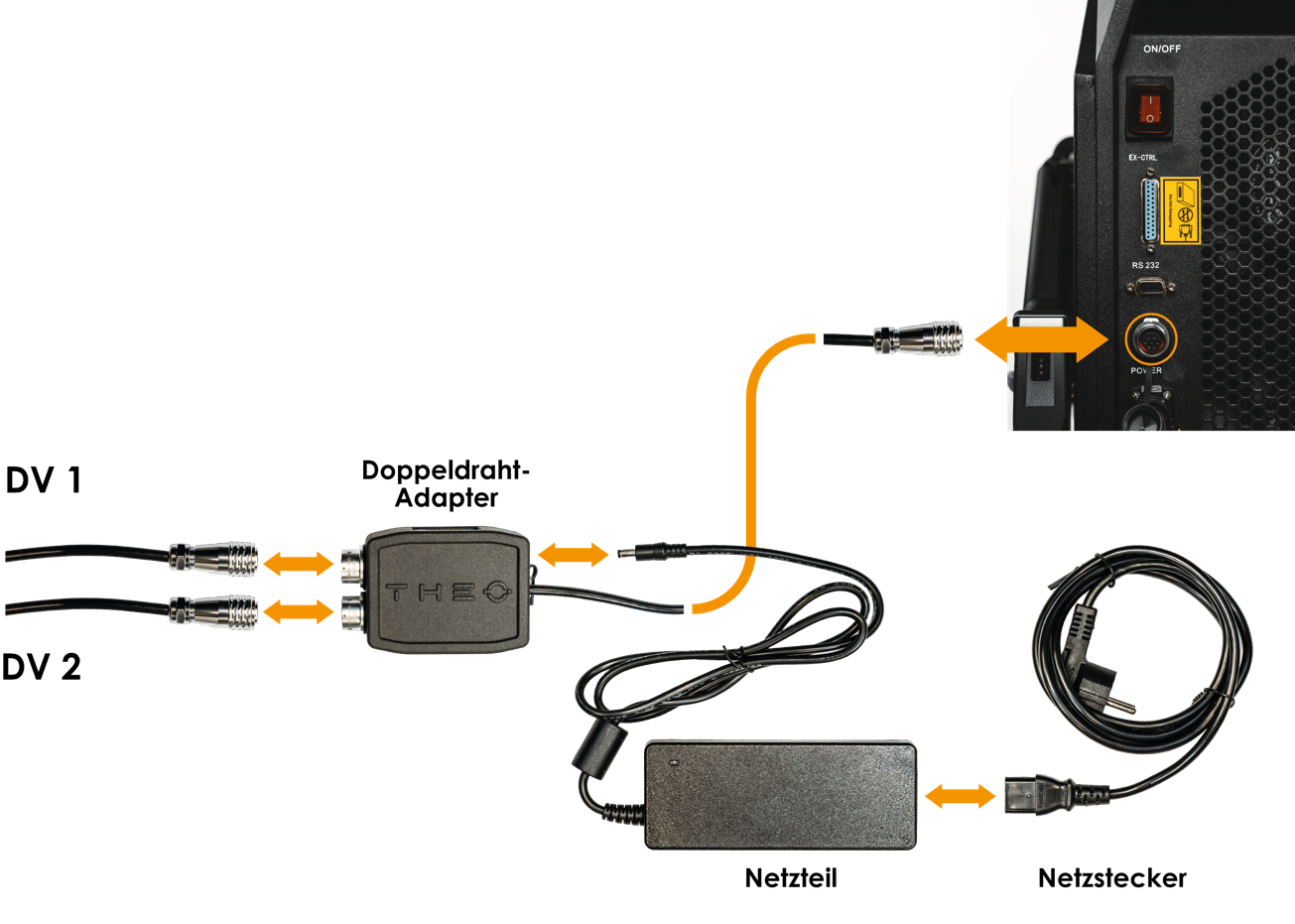
Rysunek 5 — Zasilacz i przewód zasilający zgodny z normami UE.
|
OSTRZEŻENIE |
|
Ryzyko porażenia prądem Wszelkie połączenia elektryczne należy wykonywać przy wyłączonym zasilaniu systemu. Uszkodzone kable lub złącza należy natychmiast wymienić i nie wolno ich używać. |
Podłączanie podajnika drutu #
Podłącz podajnik drutu #
- Podłącz dostarczony zestaw podajnika dwuprzewodowego do obu podajników za pomocą szybkozłączy.
- Należy upewnić się, że szybkozłącza są dobrze osadzone; należy zapobiegać ich niezamierzonemu odłączeniu.
Automatyczne podawanie przewodów #
- Użyj funkcji „automatycznego podawania wstępnego” w podajnikach drutu, aby wysunąć oba druty tak, by wystawały około 10 cm poza podwójną wkładkę.
- Sprawdź, czy oba przewody wychodzą z podajnika równolegle do siebie i nie są splątane.
|
OGŁOSZENIE |
|
Należy unikać splątania przewodów podczas podawania wstępnego Należy upewnić się, że podczas podawania wstępnego przewody nie ocierają się o siebie ani o krawędzie. W przeciwnym razie podczas pracy mogą wystąpić problemy z podawaniem. |
Mocowanie podajnika dwuprzewodowego do wkładki i pistoletu #
Zamontuj podajnik dwuprzewodowy na podwójnej wkładce nr
- Zamontować podajnik dwuprzewodowy wraz z odpowiednią dyszą do podajnika dwuprzewodowego (dopasowaną do średnicy drutu, np. 1,2 mm lub 1,6 mm) na podwójnej tulei ze stali nierdzewnej.
- Ułóż podwójną wkładkę tak, aby zapewnić prosty przebieg przewodu.
- Przymocuj dwuprzewodowy przewód zasilający do wkładki za pomocą istniejących śrub ustalających.
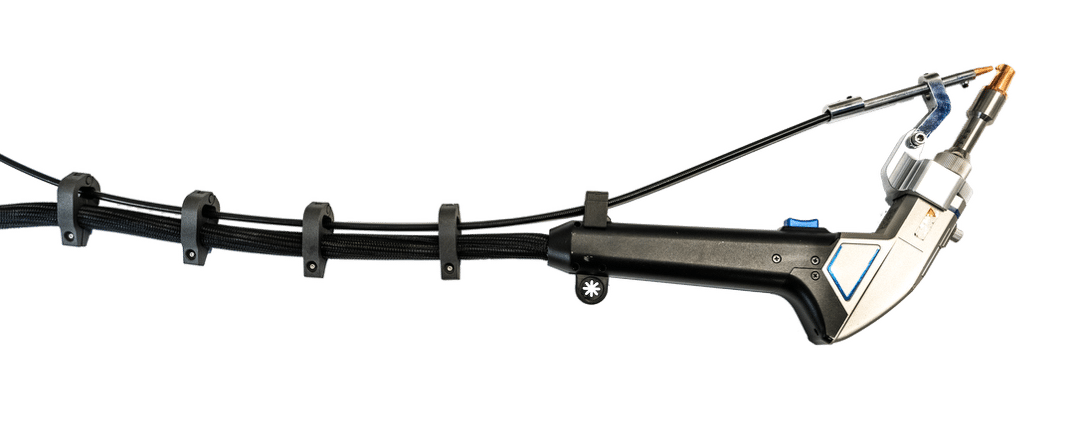
Zamontować na latarce ręcznej #
- Zamontuj przygotowany podajnik dwuprzewodowy na palniku ręcznym.
- Przymocuj podwójny przewód zasilający do palnika ręcznego za pomocą dwóch śrub z łbem sześciokątnym M3 (śruby imbusowe).
- Dokręć śruby równomiernie, aby uniknąć wypaczenia.
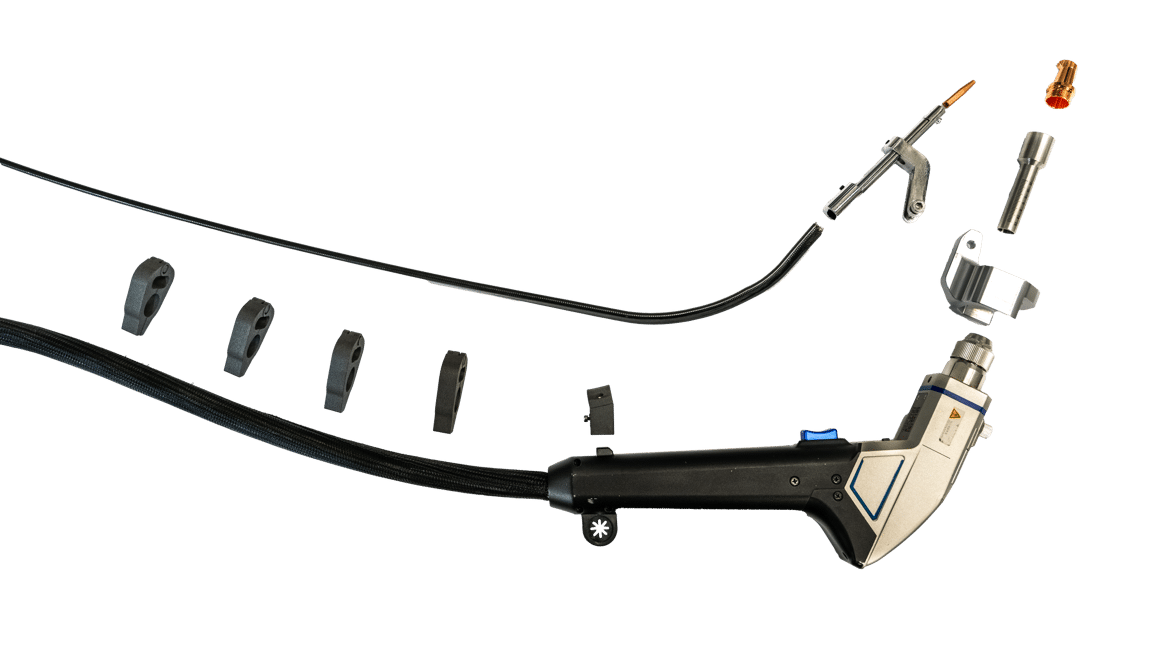
Rysunek 6 — Montaż podajnika dwuprzewodowego na palniku ręcznym.
|
OGŁOSZENIE |
|
Nie dokręcaj zbyt mocno Zbyt mocno dokręcone śruby ustalające lub śruby M3 mogą uszkodzić podwójną wkładkę i spowodować problemy z podawaniem drutu. |
Montaż dyszy i adaptera dyszy #
Wybierz odpowiedni numer dyszy AS
- Wybierz dyszę typu AS (AS-12D lub AS-16D) w zależności od średnicy używanego drutu.
- Należy stosować wyłącznie dysze o rozmiarach zatwierdzonych w specyfikacji technicznej.
Wkręć dyszę do adaptera dyszy nr
- Wkręć wybraną dyszę AS do adaptera dyszy przeznaczonego do podwójnego przewodu MA1.
- Upewnij się, że dysza jest całkowicie wkręcona i dobrze dokręcona.
Włóż adapter dyszy do pistoletu nr
- Włóż zmontowany adapter dyszy wraz z dyszą do pistoletu spawalniczego.
- Zacisnąć element za pomocą istniejącej śruby radełkowanej, aż adapter dyszy będzie osadzony bez luzu.
- Ustaw pozycję ostrości na pistoletu na −3.
Ostateczny montaż korpusu i regulacja dysz #
Włóż wkładkę do podajnika dwuprzewodowego #
- Włóż wkładkę do podajnika dwuprzewodowego, aż prawidłowo oprze się o dyszę podajnika dwuprzewodowego.
- Zabezpiecz wkładkę za pomocą śruby ustalającej na podajniku dwuprzewodowym.
Ustaw odstęp między dyszami #
- Należy upewnić się, że końcówka dyszy podwójnego podawania znajduje się około 2 mm przed dyszą podwójnego AS.
- Pomiędzy obiema dyszami powinna pozostać jedynie niewielka szczelina powietrzna.
- Ta szczelina gwarantuje, że oba przewody przechodzą płynnie i bez tarcia przez podwójną dyszę.
Wyreguluj śrubę mocującą M5 nr
- Śrubę mocującą M5 należy dokręcić dopiero po wprowadzeniu obu przewodów do dyszy, lekko je napinając.
- Sprawdź, uruchamiając funkcję podawania, czy przewody poruszają się równomiernie i bez szarpnięć.
Rysunek 7 — Montaż końcowy i regulacja dyszy.
|
OGŁOSZENIE |
|
Należy zachować odpowiedni luz i napięcie wstępne Zbyt duża szczelina powietrzna lub nieprawidłowe napięcie wstępne drutu mogą powodować nierównomierne wnikanie lub rozpryskiwanie podczas spawania. |
Wyrównanie pilota i lasera oraz test działania #
Włącz laser #
- Po zakończeniu wszystkich prac montażowych należy włączyć system zgodnie z zaleceniami zawartymi w rozdziale „Uruchomienie”.
- Należy upewnić się, że wszystkie środki bezpieczeństwa dotyczące lasera są wdrożone oraz że pracownicy mają na sobie okulary ochronne.
Wyrównaj laser pilotujący #
- Włącz laser pilotujący.
- Obracając nasadkę dyszy, ustaw laser pilotujący tak, aby jego plamka świetlna znalazła się pośrodku między dwoma drutami.
- Następnie zablokuj położenie adaptera dyszy.
Zastosuj ustawienia #
- Parametry procesu ustawia się tak samo jak w systemie jednoprzewodowym.
- Płytka sterująca synchronizuje ustawienia z drugim podajnikiem drutu, dzięki czemu oba podajniki działają synchronicznie.
Wykonaj spawanie próbne #
- Wykonaj krótką spawkę próbną na odpowiednich płytkach testowych.
- Sprawdź, czy oba druty topią się równomiernie i czy zgrubienie odpowiada oczekiwanemu rezultatowi.
- W razie potrzeby dostosuj podawanie drutu, położenie ogniska lub moc lasera.
Lista kontrolna instalacji nr
Przed uruchomieniem należy sprawdzić i zaznaczyć wszystkie poniższe pozycje:
- System wyłączony, dopływ gazu odcięty, zabezpieczenia lasera aktywne.
- Wszystkie elementy zestawu podajnika dwuprzewodowego są kompletne i nieuszkodzone (zakres dostawy sprawdzono).
- Oryginalny adapter dyszy i podajnik jednoprzewodowy zostały prawidłowo zdemontowane.
- Drugi podajnik drutu zamontowany mechanicznie lub prawidłowo ustawiony.
- W obu podajnikach drutu zamontowano rolki podające dostosowane do stosowanej średnicy drutu (np. 1,2 mm / 1,6 mm).
- Drut prawidłowo załadowany w obu podajnikach, siła docisku ustawiona.
- Dwuprzewodowy moduł sterujący podłączony elektrycznie do obu podajników drutu.
- Dwuprzewodowy moduł sterujący podłączony do źródła lasera poprzez interfejs „Feeder”.
- Zasilacz jest prawidłowo podłączony do dwuprzewodowego modułu sterującego.
- Podwójny przewód podający podłączony do obu podajników drutu (szybkozłącza solidnie zablokowane).
- Oba przewody są automatycznie podawane; wystają około 15 cm poza podwójną osłonę.
- Podawanie dwuprzewodowe z dyszą do podawania dwuprzewodowego prawidłowo zamocowaną na podwójnej wkładce (śruby ustalające dokręcone, ale nie nadmiernie).
- Podwójny przewód zasilający zamocowany solidnie do palnika ręcznego za pomocą dwóch śrub M3.
- Należy dobrać odpowiednią dyszę AS (np. AS-12D lub AS-16D, dostosowaną do średnicy drutu) i wkręcić ją w adapter dyszy.
- Adapter dyszy do podwójnego przewodu MA1, który wkłada się do pistoletu i mocuje za pomocą śruby radełkowanej.
- Położenie punktu ogniskowego na aparacie ustawiono na −3.
- Podwójną wkładkę należy prawidłowo włożyć do podwójnego prowadnika drutu i zamocować za pomocą śruby ustalającej.
- Odstęp: końcówka dyszy z podwójnym podawaniem drutu kończy się około 2 mm przed dyszą z podwójnym podawaniem powietrza (występuje niewielka szczelina powietrzna).
- Śrubę mocującą M5 należy dokręcić tak, aby oba przewody były poprowadzone z niewielkim napięciem wstępnym.
- Uruchomiono podawanie drutu w ramach testu: oba druty przesuwają się równomiernie i bez szarpnięć.
- Włączono laser pilotowy i wyregulowano go tak, aby plamka światła znajdowała się pośrodku między dwoma drutami.
- Wykonano spawy próbne; sprawdzono wygląd spoiny oraz zachowanie się obu drutów podczas wypalania.
- W razie potrzeby można precyzyjnie dostroić podawanie drutu, położenie ogniska lub moc lasera.
Diagnoza usterek #
W przypadku wystąpienia usterki należy zapoznać się z poniższą tabelą. Jeśli nie uda się usunąć usterki, należy skontaktować się z serwisem AK Industry.
|
Objaw |
Możliwa przyczyna |
Środek zaradczy |
|---|---|---|
|
Jeden przewód nie jest podłączony |
Podwójna wykładzina pogięta / zanieczyszczona przez rolki |
Sprawdzić wkład; wyczyścić rolki |
|
Przewody są poprowadzone asymetrycznie |
Różne siły docisku rolek |
Wyrównaj nacisk na obu podajnikach |
|
Laser pilotujący nie jest wycentrowany |
Przekręcono adapter dyszy |
Powtórz wyrównanie |
|
Rozpryski / nierównomierna penetracja |
Zacinanie się drutów; nieprawidłowa szczelina dyszy |
Sprawdź, czy odstęp wynosi 2 mm; ponownie wyrównaj przewody |
|
Skurcze żołądka |
Uszkodzona podwójna wykładzina |
Wymień wkładkę |
|
Nierównomierny ścieg spawalniczy |
Niewłaściwe ustawienie ostrości |
Sprawdź położenie punktu ostrości na rękojeści (−3) |
Numer utylizacji #
Zestaw podajnika podwójnego drutu oraz wszystkie jego elementy elektryczne podlegają dyrektywie WEEE 2012/19/UE.
- Podzespołów elektronicznych, jednostki sterującej, zasilacza oraz podajników drutu nie wolno wyrzucać wraz z odpadami komunalnymi.
- Prosimy o zwrot tych produktów w miejskich punktach zbiórki lub bezpośrednio do firmy AK Industry GmbH.
- Metalowe elementy zespołu prowadnicy drutu można przekazać do recyklingu.
- Materiały eksploatacyjne (np. dysze, wkładki) należy utylizować oddzielnie.
